
国際特許分類[B23K31/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスに関連する方法であって,特殊な物品または目的のために特に適合するが,メイングループ1/00から28/00のいずれのメイングループにも包含されないもの (1,179)
国際特許分類[B23K31/00]の下位に属する分類
ハンダ付または溶接に関連するもの (398)
切断またはデザーフエーシングに関連するもの
材料の特性,例.溶接性,の調査に関連するもの
国際特許分類[B23K31/00]に分類される特許
141 - 150 / 781
UO鋼管溶接部ビード位置検出装置及び検出方法
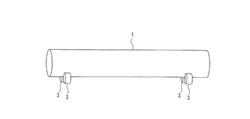
【課題】UO鋼管の溶接部ビード位置を、安価で、精度よく検出することが可能なUO鋼管溶接部ビード位置検出装置を提供する。
【解決手段】UO鋼管1の軸線直下に配置されたタッチローラ6を当該UO鋼管1の外周面に当接した状態で、ターニングロール3によってUO鋼管1を周方向に回転させると、UO鋼管1の溶接部ビード2がタッチローラ6を乗り越える前後で2個1対のレーザ式変位計9の出力が変化するため、それらのレーザ式変位計9の出力変化から溶接部ビード2の入側と出側の位置を求め、その中間を溶接部ビード2の位置として算出することができる。その際、2個のレーザ式変位計9の出力を加算することにより、回転中のUO鋼管1の水平方向への振動に伴う各レーザ式変位計9の出力変動を相殺することができるので、小さな溶接部ビード2も正確に検出することが可能となる。
(もっと読む)
溶接方法及び溶接システム

【課題】溶接信頼性を高める。
【解決手段】 母材M中で、溶接エネルギーを受けて溶融している溶融プールPに隣接し、且つ溶融プールPに対して溶接方向前側の領域を含む前側除去領域Ffに、レーザ光を照射して、母材表面の酸化皮膜を形成する粒子を飛散させる。
(もっと読む)
溶接システムおよび溶接方法
【課題】溶接中に、被溶接対象が高温状態でも安定した送受信感度で溶接検査を行なう。
【解決手段】溶接システムは、溶接機構1と、送信用レーザ光源4と、溶接機構1とともに被溶接対象2に対して移動しながら、送信用レーザ光源4で発生した送信用レーザ光を溶接後の被溶接対象2の表面に照射させて送信用超音波を発生させる送信用光学機構9と、受信用レーザ光を発生して被溶接対象に照射し、送信用超音波の反射によって得られる反射超音波を検出するための受信用レーザ光源5と、溶接機構1とともに被溶接対象2に対して移動しながら受信用レーザ光を、溶接後の被溶接対象の表面に照射し、被溶接対象2表面で散乱・反射したレーザ光を集光させる受信用光学機構10と、散乱・反射したレーザ光を干渉計測するための干渉計6と、を有する。
(もっと読む)
溶接表面の欠陥検査方法
【課題】溶接部表面の溶接欠陥を短時間かつ定量的に検査可能である溶接表面の欠陥検査方法を提供する。
【解決手段】被検査物であるワーク1の溶接部6表面に発生した溶接欠陥2を検査するための溶接表面の欠陥検査方法であって、画像撮像手段であるカメラ3により前記ワーク1の溶接部6表面の画像を撮像し、当該撮像された画像の濃淡判別を行って、前記溶接部6表面における溶接欠陥2の位置を検出する溶接欠陥検出工程と、前記溶接部6表面の同一位置にある溶接欠陥2に対して複数のレーザ変位計4a、4bを用いて変位量を測定する変位量測定工程と、を有する。
(もっと読む)
溶接構造物の製造方法、及び溶接構造物
【課題】応力腐食割れの発生を抑制することができる溶接構造物の製造方法を提供する。
【解決手段】第1の母材10と第2の母材20のそれぞれの開先面11に、前記開先面に沿って延びる溝部12、22を形成する工程と、前記開先面同士を突き合わせるとともに、前記溝部同士を対向させて前記第1及び第2の母材を配置する工程と、前記開先面のうち前記溝部よりも内側の領域を溶接する第1の溶接工程と、前記開先面のうち前記溝部よりも外側の領域を溶接する第2の溶接工程と、を有することを特徴とする溶接構造物の製造方法。
(もっと読む)
ステンレス鋼板の溶接方法及び溶接継手
【課題】縦向きに隣接して配置されたステンレス鋼板をアーク溶接する際に、角変形や溶接ひずみをなくすために、全板厚を1パスで溶接することを目的とするものである。
【解決手段】縦向きに配置されたステンレス鋼板を突合せ溶接する方法において、前記ステンレス鋼板をI開先とし、前記ステンレス鋼板の溶接部の片面にセラミックスの裏当て材を取り付け、前記ステンレス鋼板の前記片面の反対側からフラックス入りワイヤを用いて、ガスシールドアーク溶接によって、全板厚を1パスで溶接する。
(もっと読む)
ガスタービン動翼の補修方法およびガスタービン動翼
【課題】ガスタービン動翼の翼先端の減肉部を補修する際、肉盛溶接におけるき裂等の欠陥の発生を防止し、信頼性の高い補修を行うことができるガスタービン動翼の補修方法、およびその補修方法により補修されたガスタービン動翼を提供する。
【解決手段】ガスタービン動翼の補修方法は、翼先端10aの減肉部12を除去し、翼先端10aを平面13に加工する減肉部除去工程S101と、平面13に加工された翼先端10aに、ガスタービン動翼10を構成する基材よりも延性が大きい肉盛材料の粉末をレーザ光によって溶融して多層に肉盛し、所定の厚さの肉盛部14を形成する肉盛溶接工程S102と、肉盛部14の形状を減肉する前の当初の翼先端10aの形状と同一の形状に加工する成形工程S103と、肉盛溶接工程S102におけるレーザ溶接によって生じた残留ひずみを除去する熱処理工程S104とを備える。
(もっと読む)
転がり軸受軌道輪用リング部材および転がり軸受
【課題】 十分な鍛錬を施して巣を鍛着させることによる高品質化、中心部打ち抜き工程等の不要化による低コスト化、省エネルギー化、歩留り向上による省資源化につながる転がり軸受軌道輪用リング部材および転がり軸受を提供する。
【解決手段】 鋼からなるリング部材1であって、このリング部材1の断面形状に圧延された棒状部材Wをリング状に成形し、両端の端面を相互に接合したものとする。この接合は、溶接等の液相接合とする。リング部材1は、転がり軸受の軌道輪における機械加工が施される前の素材とする。その場合に、リング部材1は、転がり軸受の軌道溝に加工される環状の溝3を有するものとする。接合部1aは、リング部材1を軸受軌道輪の断面形状に近づける粗旋削加工を行った後、摩擦攪拌接合による強化処理を施す。
(もっと読む)
溶接継手
【課題】鋼橋など優れた疲労特性が要求される鋼構造物に好適な、溶接部に新たな応力集中部となる変形を与えずに圧縮残留応力を導入し疲労強度を向上させた溶接継手を提供する。
【解決手段】鋼材の溶接継手であって、溶接の止端周辺の鋼材表面に、その先端に面積が4mm2以上の四角形、好ましくは矩形を有する、ハンマーピーニングまたは超音波衝撃装置の振動端子によって溶接ビードに沿って連続形成された打撃痕を有し、前記打撃痕は、前記振動端子によって、溶接止端より母材側に2mmまでの領域に、最大深さが0、03mm以上0、40mm未満に形成されたことを特徴とする溶接継手。
(もっと読む)
テンパービード溶接方法
【課題】作業効率を低下させることなく、良好なテンパー効果を得る。
【解決手段】母材に発生した硬化域(H1)を、2層目以降の溶接をする際の溶接熱により焼き戻すテンパービード溶接をする際に、1層目の溶接と2層目以降の溶接をするときの、溶接速度及び溶接ワイヤ供給量を同一にする。また、1層目の溶接をするときの溶接電流値に対して、2層目以降の溶接をするときの溶接電流値を大きくする。更に、少なくとも2層目の溶接による熱に起因して発生する焼き戻し域(S1)の底が、硬化域(H1)の底よりも深く、しかも、2層目以降の溶接による熱に起因して発生する焼き戻し域(S1〜S6)が深さ方向に関して一部重複するように各層の溶接をするときの溶接電流値を設定する。
(もっと読む)
141 - 150 / 781
[ Back to top ]