
国際特許分類[B23K31/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスに関連する方法であって,特殊な物品または目的のために特に適合するが,メイングループ1/00から28/00のいずれのメイングループにも包含されないもの (1,179)
国際特許分類[B23K31/00]の下位に属する分類
ハンダ付または溶接に関連するもの (398)
切断またはデザーフエーシングに関連するもの
材料の特性,例.溶接性,の調査に関連するもの
国際特許分類[B23K31/00]に分類される特許
161 - 170 / 781
肉盛溶接方法およびレーザ肉盛溶接装置
【課題】単結晶および一方向凝固結晶の母材に積層部を形成する溶接方法において、肉盛溶接部の結晶方位を母材と同一方向になるように積層させる。
【解決手段】単結晶又は一方向凝固結晶の母材に積層部を形成する溶接方法において、前記母材の施工面より幾らか下部を強制的に冷却し、最大温度勾配が母材結晶の優先成長方向に沿った方向になるようにあらかじめ前記母材に温度勾配を付与しながら、母材結晶の優先成長方向の延長線上から肉盛する。
(もっと読む)
溶接ワーク形状計測装置

【課題】溶接ワークの開先角が90°以下で様々な角度をとる場合に、溶接対象部における反射スリット光を特定領域に集めるようにカメラ及び投光器を配置することで、本来のスリット光を容易に検出して、安定的に溶接ワークの開先形状を計測する。
【解決手段】溶接ワークWの開先Kにある溶接線Lに対して直交するように投光器2からスリット光Sを照射し、スリット光Sが照射された溶接ワークWの開先Kをカメラ3で撮像する場合に、投光器2とカメラ3とを、溶接ワークWの開先Kがなす開先角θの2等分線Rと溶接線Lとを含む平面H上で、且つ撮像画像G中においてスリット光Sが反射スリット光S’よりも投光器2の照射方向の基側に存在するように配置して、撮像画像Gを投光器2の照射方向の基側から探索してスリット光Sを抽出することにより、溶接ワークWの開先Kの形状を計測する。
(もっと読む)
スチールワイヤの焼鈍方法及び焼鈍装置
【課題】スチールワイヤ焼鈍時の低温領域においても正確に温度を測定して、よってスチールワイヤの接合部を適切に温度調節することができるスチールワイヤの焼鈍方法を提供する。
【解決手段】スチールワイヤW1、W2の接合部bを焼鈍する方法であって、スチールワイヤW1、W2の接合部bの温度を測定しつつ加熱する。この接合部bから放射される光エネルギーをこの接合部に向けて設けた受光素子、例えばフォトダイオード6で受光し、このフォトダイオード6から出力した信号を対数変換し、この対数変換された信号に基づいて決定した温度によりスチールワイヤW1、W2の接合部bの加熱温度を調節する。
(もっと読む)
余寿命評価方法
【課題】突合せ溶接部に補修溶接を施した部材の余寿命を的確に評価することができる余寿命評価方法を提供する。
【解決手段】第一母材13aと第二母材13aを突合せ溶接した溶接部Wと第一母材13aとの境界に補修溶接部14を施した溶接部材Eの余寿命を評価する方法であって、溶接部Wと補修溶接部14と境界部(第二境界部B2)の表面組織(組織採取領域S)の状態に基づいて溶接部材Wのクリープ余寿命を評価する。
(もっと読む)
補修溶接方法
【課題】突合せ溶接部に補修溶接を施す際に、新たにクリープボイド又は結晶粒の粗大化が発生しやすい領域が形成されることを回避して、補修後において、突合せ溶接部の寿命を確実に延ばすことができる補修溶接方法を提供する。
【解決手段】第一母材13aと第二母材13bを突合せ溶接した溶接部Wの補修方法であって、溶接部Wのうち、第一母材13aとの境界部B1a及び第二母材13bとの境界部B1bの両者を含むと共に第一母材13a及び第二母材13bの表面から厚み方向に深さを有する領域を、その領域の底面20Bが表面に沿うように除去する工程と、その領域に補修溶接(20)する工程と、を有する。
(もっと読む)
溶接部アンダーカット検査装置
【課題】溶接部のアンダーカットによる溶接欠陥の存在とその大きさを検出する簡易な溶接部アンダーカット検査装置を提供すること。
【解決手段】広がりを有する帯状のレーザ光Lを照射して被検査部10の形状を検出するための2次元変位計2と、検出データを基に被検査部の断面外形を演算するコントローラ3と、演算結果を表示するディスプレイ4とを有し、被検査部10の断面外形から母材と溶接ビードとの境界部分220に生じるアンダーカットを検出するものであり、コントローラ3は、断面外形によって特定される母材表面を示す母材線221と溶接ビード表面を示す溶接線225とを基に、母材線221から基準線230を求め、その基準線230に対する法線方向について溶接線の最大深さを算出するようにした溶接部アンダーカット検査装置1。
(もっと読む)
円筒構造物の端面加工装置およびその端面加工方法
【課題】円筒構造物の周方向に沿って複数のガイド治具を順次取り付けて構成されるガイド治具装置を利用し、案内されるグラインダを用いて円筒構造物の上端面に精度のよい滑らかな端面加工を施す円筒構造物の端面加工技術。
【解決手段】本発明は、原子炉容器11内に設けられた円筒構造物13上に他の円筒構造物12を溶接にて据え付けるために、円筒構造物13の上端面を端面加工する円筒構造物の端面加工方法である。円筒構造物13の周方向に、平面視弧状のガイド治具18を複数個順次取り付けたガイド治具装置20を設け、ガイド治具装置20の頂部に形成されるフランジガイド21上に、グラインダを保持した保持機構を周方向に移動自在に設置し、縦軸廻りに回転駆動されるグラインダの砥石車をガイド治具装置20に案内されて周方向に移送させることにより、円筒構造物13の上端面に研削による端面加工を行ない成型加工する方法である。
(もっと読む)
フレーム構造体の成形方法
【課題】フレーム構造体を高張力鋼板で形成し、且つ、折り曲げ部の曲率が大きい場合でも、所望の形状に成形することができる成形方法を提供する。
【解決手段】平板状の鋼板10’に脆弱部30(スリット等)を形成して鋼板の成形性を高め、この脆弱部30で鋼板10’を折り曲げて折り曲げ部14,15を形成した後、折り曲げ部14,15の脆弱部30を溶接して補強する。
(もっと読む)
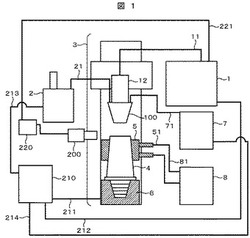
加熱器ケーシングの肉盛補修方法
【課題】延命化に要する作業量の低減と、ケーシングの変形、伝熱性の低下を抑制する。
【解決手段】供給口12aからケーシング12内に供給されてヒータ13により加熱状態にある飛灰5を、パドル14で攪拌する加熱器ケーシング12の肉盛補修方法である。減肉したケーシング12の内面下部にビードを肉盛溶接するに際し、パドル14の幅方向に隣接する第1と第2のビードW1,W2を、ケーシング12の周方向に断続しかつこの周方向に断続する部分がオーバーラップするように、パドル幅方向の位置をずらせて設ける。第1と第2のビードW1、W2の前記パドル幅方向のピッチpの半分の間隔を存して第1と第2のビードW1、W2を配置する。
【効果】ケーシングの延命化に要する作業量の低減と、ケーシングの変形を抑制でき、延命化を行った加熱器では、飛灰を良好に攪拌でき、伝熱性も低下しない。
(もっと読む)
マルテンサイト系高Cr電縫鋼管の溶接部の熱処理方法及びマルテンサイト系高Cr電縫鋼管の製造方法
【課題】マルテンサイト系高Cr鋼管を電縫管製造工程で製造するに際し、溶接部での低温割れを確実に防止すること。
【解決手段】質量%で、C:0.1〜0.5%、Cr:7〜18%を含有し、Si:0.5%以下、Mn:2%以下、P:0.03%以下、S:0.05%以下、Al:0.1%以下、N:0.1%以下に制限し、残部Feおよび不可避的不純物からなるマルテンサイト系高Cr鋼板をロール成形し、電縫溶接して鋼管とした後、溶接部を100℃以下に冷却し、Ac1点超、1/2(Ac1+Ac3)以下に再加熱する。
(もっと読む)
161 - 170 / 781
[ Back to top ]