
国際特許分類[B23K31/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスに関連する方法であって,特殊な物品または目的のために特に適合するが,メイングループ1/00から28/00のいずれのメイングループにも包含されないもの (1,179)
国際特許分類[B23K31/00]の下位に属する分類
ハンダ付または溶接に関連するもの (398)
切断またはデザーフエーシングに関連するもの
材料の特性,例.溶接性,の調査に関連するもの
国際特許分類[B23K31/00]に分類される特許
181 - 190 / 781
UO鋼管溶接部ビード位置検出装置
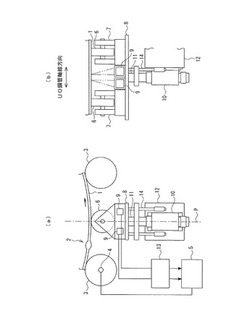
【課題】UO鋼管の溶接部ビード位置を、安価で、精度よく検出することが可能なUO鋼管溶接部ビード位置検出装置を提供する。
【解決手段】UO鋼管1の軸線直下に配置されたタッチローラ6を当該UO鋼管1の外周面に当接した状態で、ターニングロール3によってUO鋼管1を周方向に回転させると、UO鋼管1の溶接部ビード2がタッチローラ6を乗り越える前後で2個1対のレーザ式変位計9の出力が変動するため、それらのレーザ式変位計9の出力変動から溶接部ビード2の入側と出側の位置を求め、その中間を溶接部ビード2の位置として算出することができる。また、2個1対のレーザ式変位計9の出力の微分値の絶対値が所定値以上になる位置を溶接部ビード2の入側又は出側の位置とすることで、検出精度を向上することができる。
(もっと読む)
流路付き壁部材の補修方法

【課題】流路付き壁部材の部分的な補修工事に要する時間とコストとを削減することができる流路付き壁部材の補修方法を提供することを目的とする。
【解決手段】母材2と板材3との間に複数の流路4を有する流路付き壁部材1の一部分を除去する除去工程と、除去工程にて除去された部分に補修用母材6を溶接する母材溶接工程と、補修用母材6上に複数の肉盛溶接を行い、各肉盛溶接のビード8間に流路4を形成する流路形成工程と、複数の肉盛溶接のビード8の表面に補修用板材9を溶接する板材溶接工程と、を備えたことを特徴とする。
(もっと読む)
補修装置
【課題】補修作用を効率化できる補修装置を提供すること。
【解決手段】この補修装置1は、ケーシング21と、このケーシング21に対してスライド可能に配置されるスライド軸22と、このスライド軸22に対して回転可能に配置されるターンテーブル24と、このターンテーブル24に設置されると共にバイト41を有する切削機構4とを備えている。そして、スライド軸22が軸方向にスライドしつつターンテーブル24が回転変位することにより、バイト41が螺旋状に旋回しつつ管台の内周面を切削加工している。そして、切削機構4が複数のバイト41を切り替えるバイト切替部42を備えている。
(もっと読む)
鋼管のMIG溶接装置および溶接方法
【課題】クラッド鋼管を含むオーステナイト系ステンレス鋼管のMIG溶接方法を提供する。
【解決手段】溶接対象とする鋼管6同士を固定し、鋼管芯合わせを行い、バックシールドガス供給機能およびバックシールドガスの気密機能を持つクランプ装置7は、溶接開先11の背面に平行に銅製裏当て21を配置し、溶接開先11の背面と銅製裏当て21との間隔を0.1〜0.5mmの間隔に固定し、溶接開先11の背面と、銅製裏当て21および管内壁面をクランプし、鋼管芯合わせを行う鋼製クランプシュー26により構成されるバックシールドガスを充填する空間22を有する機構を備える。
(もっと読む)
ガスタービン部材の補修方法及びガスタービン部材
【課題】要求される許容欠陥が小さい場合や、母材並みの強度を持つ溶接材料を用いる場合であっても、高温割れが許容欠陥以下となるような肉盛溶接による補修方法を提供することを目的とする。
【解決手段】母材1の損傷部分を除去し、損傷部分が除去された被除去部に中間層4を形成した後、本肉盛溶接してガスタービン部材を補修する。本肉盛溶接前に、中間層4を形成する工程を設けることで、本肉盛溶接中の母材1への入熱を低減させることができる。
(もっと読む)
耐疲労荷重性構造体及びその溶接法
【課題】耐疲労荷重性構造体及びその溶接法を提供する。
【解決手段】耐疲労荷重性構造体100は、第1の伸長性材料を含む耐疲労荷重性構造体100の疲労荷重受け部分204と、第2の伸長性材料を含みかつ耐疲労荷重性構造体100の疲労荷重受け部分204に固定された溶接可能な耐疲労荷重性特徴部206とを含み、第1の伸張材料は第2の伸張材料より小さい延性である。
(もっと読む)
金属線材同士の圧接およびバリ取り装置並びにその方法
【課題】金属線材の突合せ端部の圧接時に生じたバリを確実に除去することができるとともに、金属線材同士の圧接と、その際に生じたバリの除去とを一連の工程でスムーズに行なうことができる金属線材同士の圧接およびバリ取り装置並びにその方法の提供を目的とする。
【解決手段】複数のダイス片12からなるダイス11と、金属線材Wに対して各側で対向配置する一対のVブロック14とを設け、該一対のVブロック14による金属線材W側への押圧により、該押圧力を、前記ダイス11による金属線材Wの直交方向Xの押圧力と、金属線材Wの突合せ端部同士の線材方向Yの圧接力とに変換するよう、前記ダイス片12を前記Vブロック14に嵌め込んで構成し、金属線材Wの突合せ端部同士の圧接後に、金属線材Wに対して各側で対向配置する一対のVブロック14のそれぞれを、線材方向Yへ相対移動するよう構成した。
(もっと読む)
配管の残留応力改善方法
【課題】配管により大きな圧縮残留応力を付与して引張残留応力を確実に除去し、応力腐食割れを防止することができる配管の残留応力改善方法を提供する。
【解決手段】配管1の残留応力を改善する応力改善領域に対して、前記配管軸方向の負荷を、前記配管外面の軸方向ひずみが0%以上となる応力でかつ前記配管の降伏応力以下の応力とするとともに、配管1の内圧5を上昇させる。配管1は内圧5により半径方向に塑性変形し拡管する。配管1が塑性変形するまで内圧5を上昇させた後、内圧5および軸方向荷重4を除荷することにより、配管1の内面の応力改善領域である溶接部2および熱影響部3に圧縮残留応力が付与される。
(もっと読む)
ガラスライニング機器の補修方法
【課題】
ガラスライニング機器の補修に際して、補修部分の接着性に優れ、長期間の使用に耐えられること、また、ガラスライニング層の欠損などにより母材が減肉されてしまった部分の補修の際に、母材の機械的強度を回復させ、かつ補修時に母材の減肉部分周辺にあるガラスライニング層に亀裂を生じさせない補修方法を提供することである。
【解決手段】
ガラスライニング機器のガラス欠損またはガラスが欠損したことにより母材が減肉してしまった部分の補修において、補修部分の近傍に断熱材を設けると共に、断熱材の外周部分のガラスライニングの表面温度を60℃以下に維持しながら、補修部分に耐腐食性のある金属を溶射または溶接することを特徴とするガラスライニング機器の補修方法。
(もっと読む)
溶接部の疲労強度向上方法および溶接継手
【課題】ハンマーピーニングに用いて好適な、鋼橋など鋼構造物における溶接部の疲労強度を、溶接部に新たな応力集中部となる変形を与えずに圧縮残留応力を導入して向上させる疲労強度向上方法を提供する。
【解決手段】溶接止端部から離れた母材表面の一部を、母材表面に対して垂直に加圧、好ましくは塑性変形領域をその一部が重なるように止端部近傍側から漸次外側に移動させるように加圧して塑性変形させ、溶接止端部に圧縮の残留応力を導入する。好適には加圧に用いる部材の先端部は、幅が4mm以上の平坦部を有する略矩形状で、母材表面の止端部から3mmを超えた部位を塑性変形させ、さらに好ましくは加圧する前に、溶接止端部に予め曲率半径が1mm以上の窪みを形成する。
(もっと読む)
181 - 190 / 781
[ Back to top ]