
金属線材同士の圧接およびバリ取り装置並びにその方法

【課題】金属線材の突合せ端部の圧接時に生じたバリを確実に除去することができるとともに、金属線材同士の圧接と、その際に生じたバリの除去とを一連の工程でスムーズに行なうことができる金属線材同士の圧接およびバリ取り装置並びにその方法の提供を目的とする。
【解決手段】複数のダイス片12からなるダイス11と、金属線材Wに対して各側で対向配置する一対のVブロック14とを設け、該一対のVブロック14による金属線材W側への押圧により、該押圧力を、前記ダイス11による金属線材Wの直交方向Xの押圧力と、金属線材Wの突合せ端部同士の線材方向Yの圧接力とに変換するよう、前記ダイス片12を前記Vブロック14に嵌め込んで構成し、金属線材Wの突合せ端部同士の圧接後に、金属線材Wに対して各側で対向配置する一対のVブロック14のそれぞれを、線材方向Yへ相対移動するよう構成した。
【解決手段】複数のダイス片12からなるダイス11と、金属線材Wに対して各側で対向配置する一対のVブロック14とを設け、該一対のVブロック14による金属線材W側への押圧により、該押圧力を、前記ダイス11による金属線材Wの直交方向Xの押圧力と、金属線材Wの突合せ端部同士の線材方向Yの圧接力とに変換するよう、前記ダイス片12を前記Vブロック14に嵌め込んで構成し、金属線材Wの突合せ端部同士の圧接後に、金属線材Wに対して各側で対向配置する一対のVブロック14のそれぞれを、線材方向Yへ相対移動するよう構成した。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、金属線材の端部同士を突き合せて圧接するとともに、その際に、該突合せ端部に生じるバリを除去する金属線材同士の圧接およびバリ取り装置並びにその方法に関する。
【背景技術】
【0002】
線材同士の圧接の中でも、冷間圧接により線材同士を圧接する場合、線材同士の突合せ端部にバリが発生するため、線材同士の圧接およびバリ取りの双方を行なう発明として例えば、特許文献1,2が提案されている。
【0003】
特許文献1には、金属線材の突合せ溶接方法、及び、これに用いるバリ取り工具、並びに、金属線材の突合せ溶接装置に関する発明が開示されている。
特許文献1に開示のバリ取り工具、並びに、金属線材の突合せ溶接装置は、線材方向(軸線方向)において対向配置された一対の筒状工具を備えており、該筒状工具の先端部は、先端に向かって先鋭化した環状の刃となっている。
【0004】
特許文献1に開示の金属線材の突合せ溶接方法は、各金属線材の端面相互を溶接する工程と、溶接した後、金属線材からバリを分離する工程とを備えている。
【0005】
上述した金属線材からバリを分離する工程では、一対の筒状工具の少なくとも一方を金属線材に対して軸線方向に相互移動させるに伴って、対向状態にある一対の刃が相互に接触する程度に接近させてバリを金属線材から環状に分離する。
【0006】
特許文献2では、冷間圧接工具に関する発明が開示され、この冷間圧接工具は、ダイスと該ダイスを押圧するVブロックとを備えた構成である。ダイスは、対向配置したVブロックの間に組み込まれるとともに、ダイス孔を形成するよう4つのダイス片を集合した構成である。Vブロックは、線材に対して直交方向の一方側に配置した移動Vブロックと他方の側に配置した固定Vブロックとで構成している。
【0007】
特許文献2に開示の冷間圧接工具は、移動Vブロックを固定Vブロック側へ押圧することでダイス片に挟持された線材を圧接、接合する。さらにその接合を行なった後、集合する4つのダイス片のうち線材方向の一方側に配置した2つのダイス片(6A,6D)では、線材を挟持した状態とする。
【0008】
一方、線材方向の他方側に配置した残り2つのダイス片(6B,6C)は、その間に挿入板を挟んで線材を挟持しない状態とする。この状態で移動Vブロックを押圧することで、一方側の2つのダイス片(6A,6D)を他方側の2つのダイス片(6B,6C)側へ一体に線材方向に移動させることにより、線材の端部同士に生じたバリを除去する。
【0009】
しかし、上述した特許文献1,2に開示の発明は、いずれも線材に対してバリを分離できても線材から完全に除去することができないという難点を有する。
【0010】
詳しくは、特許文献1に開示のバリ取り工具の場合、上述したように金属線材同士の突合せ端部の外周部に鍔状に生じたバリを金属線材から環状に分離するものである。特許文献2に開示の冷間圧接工具も、上述したとおり、一方側の2つのダイス片(6A,6D)を、線材に対して各側に対向した状態で、線材方向に同一方向に移動させてバリを除去する構成であるため、線材に対してバリが環状に分離することになる。
【0011】
このようにバリが環状に分離された場合、線材に係合された状態で残留してしまうため、不具合の要因になることや、長尺な線材の端部側からバリを取り除くなどの手間を要するという難点を有する。
【0012】
さらにまた、特許文献1,2に開示の発明の場合、突合せ端部同士の圧接工程とバリ取り工程とを連続して行なうことができないという難点も有する。
【0013】
詳しくは、特許文献1に開示のバリ取り工具では、金属線材の突合せ端部同士の溶接工程の後に、一旦、筒状工具を、該筒状工具に外嵌している締め付けリングによる締め付けを緩めるなどした後でバリ取り工程を行なう必要がある。
【0014】
特許文献2に開示の冷間圧接工具では、線材同士の接合を行なった後で、一旦、Vブロックを後退させ、ダイス片を開いて挿入板を挿入するなどの工程を経た後でバリ取り工程を行う必要がある。
【0015】
このように、突合せ端部同士の圧接工程とバリ取り工程とを連続した一連の工程として処理できないため、金属線材同士の圧接およびバリ取りに時間を要し、段替え時間の短縮化を図る障害になっていた。
【0016】
さらに、特許文献2に開示の冷間圧接工具では、挿入板をダイスの合わせ目である挿入孔に挿入する分、挿入板の厚みと線材の太さとのクリアランスにより、バリ取り工程後にバリが残り、バリ取り精度にも劣るという難点も有する。
【先行技術文献】
【特許文献】
【0017】
【特許文献1】特開2000−141128号公報
【特許文献2】特開平10−128561号公報
【発明の概要】
【発明が解決しようとする課題】
【0018】
そこでこの発明は、金属線材の突合せ端部の圧接時に生じたバリを確実、且つ、精度よく除去することができるとともに、金属線材同士の圧接と、その際に生じたバリの除去とを連続した一連の工程でスムーズに行なうことができる金属線材同士の圧接およびバリ取り装置並びにその方法の提供を目的とする。
【課題を解決するための手段】
【0019】
本発明は、金属線材の挿入を許容するダイス孔を構成する複数のダイス片からなるダイスと、金属線材の直交方向において該金属線材に対して各側で対向する第一Vブロックおよび第二Vブロックで構成したVブロックとを設け、前記複数のダイス片を、金属線材に対して前記直交方向における各側で対向配置し、前記第一Vブロック側に配置した複数の前記ダイス片を第一ダイス片組に設定するとともに、前記第二Vブロック側に配置した複数の前記ダイス片を第二ダイス片組に設定し、前記第一Vブロックと前記第二Vブロックとの金属線材側への押圧により、該押圧力を、前記ダイスによる金属線材の前記直交方向の押圧力と、金属線材の突合せ端部同士の線材方向の圧接力とに変換するよう、前記第一ダイス片組を前記第一Vブロックに嵌め込むとともに、前記第二ダイス片組を前記第二Vブロックに嵌め込んで構成し、金属線材の突合せ端部同士の線材方向の圧接後に、前記第一Vブロックおよび前記第二Vブロックのうち少なくとも一方の側を、他方の側に対して線材方向へ相対移動させるよう構成した金属線材同士の圧接およびバリ取り装置であることを特徴とする。
【0020】
この発明の態様として、前記相対移動させる構成は、前記第一Vブロックと前記第二Vブロックとを線材方向において互いに異なる方向に移動させる構成とすることができる。
【0021】
またこの発明の態様として、前記第一Vブロックおよび前記第二Vブロックのうち、少なくとも一方の線材方向へ沿って移動するVブロックを、移動Vブロックに設定するとともに、前記第一ダイス片組および前記第二ダイス片組のうち、前記移動Vブロックに嵌め込まれるダイス片組を移動ダイス片組に設定し、前記移動ダイス片組のうち、金属線材の突合せ端部に対して前記移動Vブロックの線材方向に沿った移動方向の下流側に配置したダイス片を下流側移動ダイス片に設定するとともに、上流側に配置したダイス片を上流側移動ダイス片に設定し、前記移動Vブロックを、該移動Vブロックが線材方向へ移動する間、前記直交方向において前記下流側移動ダイス片を前記上流側移動ダイス片よりも金属線材側へ弱い押圧力で押圧する構成で構成することができる。
【0022】
またこの発明の態様として、前記移動Vブロックを、前記移動Vブロックが線材方向へ移動する間、前記直交方向において前記上流側移動ダイス片を金属線材側へ押圧する構成で構成するとともに、前記下流側移動ダイス片を金属線材側へ押圧しない構成で構成することができる。
【0023】
またこの発明は、上述した金属線材同士の圧接およびバリ取り装置を、前記直交方向において並列配置した複数の金属線材ごとに、前記直交方向に並設した金属線材同士の圧接およびバリ取りシステムであることを特徴とする。
【0024】
この発明の態様として、上述した金属線材同士の圧接およびバリ取りシステムは、上述した金属線材同士の圧接およびバリ取り装置において、前記第一Vブロックおよび前記第二Vブロックのうち、少なくとも一方の線材方向へ沿って移動するVブロックを、移動Vブロックに設定し、前記移動Vブロックを線材方向に沿って移動させるブロック移動手段を備え、前記ブロック移動手段を、前記直交方向において複数の金属線材とともに並列配置された複数のVブロックのうち、金属線材間において隣合う一対の前記移動Vブロックの双方を同一方向に移動させる構成とすることができる。
【0025】
またこの発明は、金属線材の直交方向において該金属線材に対して各側で対向する第一Vブロックと第二Vブロックとで構成されるVブロックを、金属線材側へ押圧することにより、金属線材の挿入を許容するダイス孔を構成する複数のダイス片からなるダイスで金属線材を挟み込むとともに、前記ダイスを、線材方向に移動させて金属線材の突合せ端部同士を線材方向に圧接する金属線材の突合せ端部同士の圧接部分のバリ取り方法であって、前記複数のダイス片のうち、前記第一Vブロックに嵌め込まれるダイス片を、第一ダイス片組に設定するとともに、前記第二Vブロックに嵌め込まれるダイス片を、第二ダイス片組に設定し、金属線材の突合せ端部同士の線材方向の圧接と同時に、該圧接により金属線材の外周に生じたバリを、前記第一ダイス片組の線材方向の間と、前記第二ダイス片組の線材方向の間との双方の間に挟み込み、金属線材の突合せ端部同士の線材方向の圧接後に、前記第一Vブロックおよび前記第二Vブロックのうち少なくとも一方の側を、他方の側に対して線材方向に沿って相対移動させてバリを除去することを特徴とする。
【0026】
この発明の態様として、前記相対移動させる工程において、前記第一Vブロックと前記第二Vブロックとを線材方向において互いに異なる方向に移動させることができる。
【0027】
またこの発明の態様として、前記第一Vブロックおよび前記第二Vブロックのうち、線材方向へ移動する少なくとも一方のVブロックを、移動Vブロックに設定するとともに、前記第一ダイス片組および前記第二ダイス片組のうち、前記移動Vブロックに嵌め込まれるダイス片組を移動ダイス片組に設定し、前記移動ダイス片組のうち、金属線材の突合せ端部に対して前記移動Vブロックの線材方向に沿った移動方向の下流側に配置したダイス片を下流側移動ダイス片に設定するとともに、上流側に配置したダイス片を上流側移動ダイス片に設定し、前記移動Vブロックは、該移動Vブロックが線材方向へ移動する間、前記直交方向において前記下流側移動ダイス片を前記上流側移動ダイス片よりも金属線材側へ弱い押圧力で押圧することができる。
【0028】
またこの発明の態様として、前記移動Vブロックは、該移動Vブロックが線材方向へ移動する間、前記直交方向において前記上流側移動ダイス片を金属線材側へ押圧するとともに、前記下流側移動ダイス片を金属線材側へ押圧しないようにすることができる。
【0029】
ここで、前記ダイスは、いわゆる4分割ダイスと称される4つのダイス片から構成したものに限らず、ダイス片の個数は限定しないものとする。
【0030】
前記Vブロックは、前記第一Vブロック、前記第二Vブロックのうち、少なくともいずれか一方が直交方向に移動する構成であればよく、また、前記第一Vブロックと前記第二Vブロックとは、互いに独立して直交方向に移動する構成であってもよい。
【0031】
さらにまた、前記Vブロックは、前記上流側移動ダイス片と前記下流側移動ダイス片とを一体で金属線材側へ押圧する構成に限らず、これら上流側移動ダイス片と下流側移動ダイス片とを、独立して金属線材側へ押圧可能な構成であってもよい。
【0032】
前記相対移動とは、前記第一Vブロックおよび前記第二Vブロックのうち、一方のVブロックに対して他方のVブロックが相対的に移動していることを示す。
【0033】
詳しくは、前記第一Vブロックと前記第二Vブロックのうち一方の側のみが移動している場合、或いは、双方が移動している場合のいずれの場合も含み、さらに、前記第一Vブロックと前記第二Vブロックとの双方が移動する場合においては、互いに同一方向へ異なる速度で移動する場合、或いは、上述したように互いに異なる方向へ移動する場合いずれの場合も含むものとする。
【0034】
但し、前記第一Vブロックと前記第二Vブロックとが互いに同一方向へ同一速度で移動する場合は、一方のVブロックを基準としたとき、他方のVブロックは該一方のVブロックに対して移動してない、すなわち相対移動していないことになり、このような移動は、前記相対移動に含まないものとする。
【発明の効果】
【0035】
本発明により、金属線材の突合せ端部の圧接時に生じたバリを確実、且つ、精度よく除去することができるとともに、金属線材同士の圧接と、その際に生じたバリの除去とを一連の連続した工程でスムーズに行なうことができる金属線材同士の圧接およびバリ取り装置並びにその方法を提供することができる。
【図面の簡単な説明】
【0036】
【図1】第1実施形態の冷間圧接装置の概略図。
【図2】第1実施形態の冷間圧接装置の平面図。
【図3】金属線材同士の圧接およびバリ取り方法の説明図。
【図4】金属線材同士の圧接およびバリ取り方法の説明図。
【図5】金属線材同士の圧接およびバリ取り方法の他の実施態様を示す説明図。
【図6】第2実施形態の冷間圧接装置システムの説明図。
【図7】第3実施形態の冷間圧接装置システムの説明図。
【発明を実施するための形態】
【0037】
この発明の一実施形態を、以下図面を用いて説明する。
(第1実施形態)
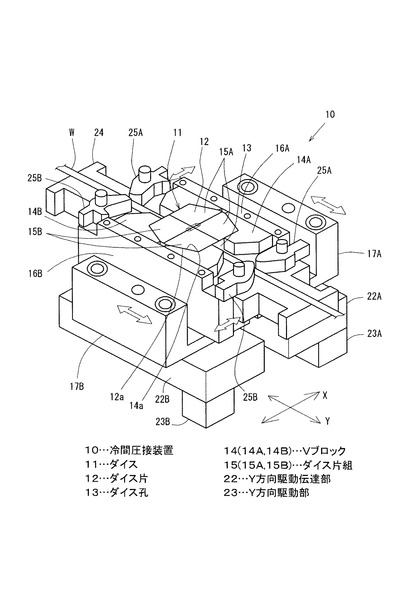
第1実施形態における冷間圧接装置10は、図1、及び、図2に示すように構成している。
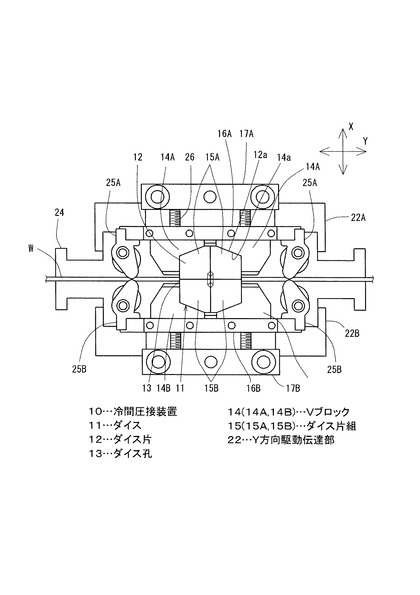
なお、図1は、前記冷間圧接装置10の構成を一部模式的に示した外観図であり、図2は、図1の前記冷間圧接装置10の平面図である。
【0038】
前記冷間圧接装置10は、例えば、銅、或いは、その合金などからなる金属線材W同士を圧接するとともに、圧接時に生じたバリ取りを行なう装置である。前記冷間圧接装置10は、金属線材Wの挿入を許容するダイス孔13を構成する4つのダイス片12からなるダイス11と、金属線材Wの直交方向(図1中のX方向)において該金属線材Wに対して各側で対向する第一Vブロック14Aおよび第二Vブロック14Bで構成したVブロック14とで構成している。
【0039】
前記4つのダイス片12は、金属線材Wに対して前記直交方向における各側で2つずつ対向配置している。なお、前記第一Vブロック14A側に配置した2つのダイス片12,12を第一ダイス片組15Aに設定するとともに、前記第二Vブロック14B側に配置した2つのダイス片12,12を第二ダイス片組15Bに設定する。
【0040】
前記冷間圧接装置10は、前記第一Vブロック14Aと前記第二Vブロック14Bとの金属線材W側への押圧により、該押圧力を、前記ダイス11による金属線材Wの前記直交方向の押圧力と、金属線材Wの突合せ端部同士の線材方向(図1中のY方向)の圧接力とに変換するよう、前記第一ダイス片組15Aを前記第一Vブロック14Aに嵌め込むとともに、前記第二ダイス片組15Bを前記第二Vブロック14Bに嵌め込んで構成している。
【0041】
前記冷間圧接装置10は、金属線材Wの突合せ端部同士の線材方向の圧接後に、前記第一Vブロック14Aおよび前記第二Vブロック14Bのうち少なくとも一方の側を、他方の側に対して線材方向に沿って相対移動させるよう構成している。
【0042】
以下では、前記冷間圧接装置10の構成について詳述するが、金属線材Wの線材方向をY方向に設定するとともに、線材方向に対して直交する方向をX方向に設定して説明する。
【0043】
前記冷間圧接装置10は、図1、図2に示すとおり、X方向移動ブロック16、Y方向移動台17、Y方向駆動伝達部22、線材支持台24、フィンガ25を設けている。また、Y方向駆動伝達部22を介してY方向移動台17を移動するための駆動源としてのY方向駆動部23を備えている。
【0044】
その他にも、図示省略しているが、X方向移動ブロック16をX方向へ沿って移動させるための駆動源としてのX方向駆動部、該X方向駆動部の駆動をX方向移動ブロック16に伝達するX方向駆動伝達部を備えている。さらに、ダイス11を上方から覆うカバーなどの適宜の部材を備えて構成している。
【0045】
Y方向駆動伝達部22、或いは、X方向駆動伝達部(図示せず)は、例えば、直動ガイド(リニアガイド)、カム機構、或いは、ラックとピニオンで構成するなど適宜の構成で構成することができる。
【0046】
ダイス片組15、X方向移動ブロック16、Y方向移動台17、Y方向駆動伝達部22、Y方向駆動部23、線材支持台24、及び、フィンガ25は、上述したVブロック14、ダイス片12と同様に、X方向おいて金属線材Wに対して各側に対向配置している。なお、これら対向配置した各側を特に区別して説明する場合には、金属線材Wに対して一方の側(図中、奥側)の構成には、名称の頭に第一を付し、符号の末尾にAを付してあらわすとともに、他方の側(図中、手前側)の構成には、名称の頭に第二を付し、符号の末尾にBを付してあらわすとする。
【0047】
X方向移動ブロック16は、Vブロック14に対してX方向の外側に配置した板状の部材であり、Vブロック14を金属線材W側へ押圧可能に構成している。
【0048】
Y方向移動台17は、Y方向駆動伝達部22に対してY方向へ移動可能に設置され、第一Y方向移動台17A、及び、第二Y方向移動台17Bは、それぞれ図1中、Y方向の手前側から視ると、凹状に構成され、金属線材Wに対してX方向の各側に配置されている。
さらに、Y方向移動台17の上面に相当する凹底部は、螺子軸26がX方向に沿って架設され、X方向移動ブロック16をX方向に沿って螺進可能に設置している。
【0049】
Y方向駆動伝達部22は、Y方向移動台17をY方向へ沿って移動させるために備えたY方向駆動部23の駆動をY方向移動台17に伝達する装置である。
【0050】
線材支持台24は、線材を支持可能な縦長の板状に形成し、ダイス11の下側部分にY方向に沿って配されている。
【0051】
フィンガ25は、線材支持台24におけるダイス11に対してY方向の両外側部分において配設するとともに、ダイス孔13に挿入した金属線材Wを保持可能に金属線材Wに対して各側に対向した状態で枢着している。
【0052】
また、ダイス11には、上述したように、ダイス孔13を構成するよう4つのダイス片12を集合させた構成であり、4つのダイス片12には、該各ダイス片12の間を跨ぐようにスプリングおよびピンを介在させている(図示せず)。スプリングは、ダイス片12が互いに離間する方向に付勢するとともに、ピンは、ダイス片12の動きをガイドしている。ダイス孔13は、前記第一ダイス片組15Aと前記第二ダイス片組15Bとの間に形成される。
【0053】
ダイス片組15(15A,15B)は、Vブロック14に対して上述したとおりの嵌め込み構造で嵌め込まれている。詳しくは、ダイス片組15とVブロック14との対向面は、それぞれテーパ面12a,14aで構成され、ダイス片組15は、該ダイス片組15を構成する各ダイス片12のテーパ面12a,14aが、Vブロック14のX方向への押圧により、Y方向において互いに近接する方向へVブロック14のテーパ面12a,14aに対して横滑りするよう面接触した状態でVブロック14に嵌め込まれている。
【0054】
続いて上述した冷間圧接装置10を用いた冷間圧接方法として、金属線材W同士の圧接およびバリ取りを行う際の動作手順について図3、及び、図4を用いて説明する。
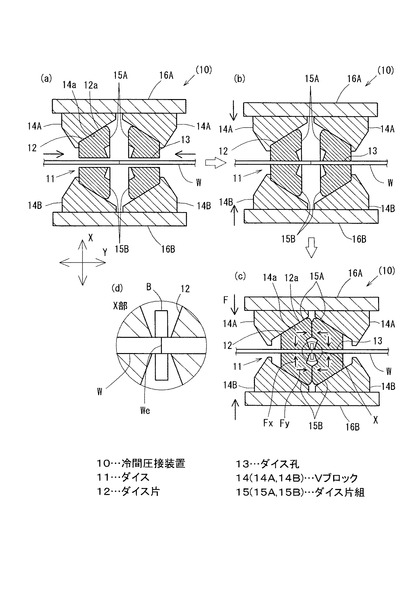
なお、図3、及び、図4は、いずれもX方向移動ブロック16、Vブロック14、ダイス片12を模式的に示してこれらの動きを説明する説明図であり、図3(a)〜(c)は、主に金属線材W同士の圧接工程の各段階の説明図であり、図4(a),(b)は、主にバリ取り工程の各段階の説明図である。
【0055】
まず、フィンガ25を開放状態とし、2本の金属線材Wのそれぞれをダイス11に対してY方向の各側からダイス孔13へ挿入する。これにより、図3(a)に示すように、ダイス孔13の中間部分において金属線材Wの端部同士が軽く突き合わされた状態となる。
【0056】
この状態で、X方向移動ブロック16を金属線材W側へ移動させることにより、図3(b)に示すように、ダイス片組15が金属線材Wに接触するまでVブロック14、及び、ダイス片組15を金属線材W側へ移動させることができる。さらに、X方向移動ブロック16を金属線材W側へ押圧することにより、Vブロック14を介して金属線材Wを第一ダイス片組15Aと第二ダイス片組15Bとで挟み込むようにして押圧することができる。
【0057】
ダイス片組15は、Vブロック14に対して上述したようにテーパ面12a,14a同士を面接触させた嵌め込み構造であるため、図3(c)に示すように、前記第一Vブロック14Aと前記第二Vブロック14Bとの金属線材W側への押圧により、該押圧力Fを、前記ダイス11による金属線材WのX方向の押圧力Fx、金属線材Wの突合せ端部同士のY方向の圧接力Fyとに変換(分力)することができる。
【0058】
すなわち、ダイス片組15を構成する2つのダイス片12は、第一ダイス片組15Aと第二ダイス片組15Bとで金属線材Wを挟持した状態で、Y方向において互いに近接する方向へ移動し、金属線材Wの突合せ端部同士を圧接することができる(図3(c)参照)。
【0059】
金属線材Wの突合せ端部同士の圧接に伴い、図3(d)に示すように、該突合せ端部Weの外周部分に鍔状に突出したバリBが発生する。なお、図3(d)は、図3(c)の領域X部の拡大図を示す。そこで、図4(a)に示すように、第一ダイス片組15Aと第二ダイス片組15Bとで金属線材Wを挟持した状態で第一X方向移動ブロック16Aと第二X方向移動ブロック16Bとを、Y方向において互いに異なる方向(図4(a)中のD1,D2参照)に相対移動させる。
【0060】
これに伴って、第一ダイス片組15Aは、第一Vブロック14Aに嵌合された状態で第一X方向移動ブロック16Aとともに一体に移動し、第二ダイス片組15Bは、前記第二Vブロック14Bに嵌合された状態で第二X方向移動ブロック16Bとともに一体に移動する。
【0061】
よって、図4(c)に示すように、第一X方向移動ブロック16Aと第二X方向移動ブロック16Bとが、Y方向において互いに異なる方向(図4(a)中のD1,D2参照)に相対移動する際に、第一ダイス片組15Aを構成する2つのダイス片12のうちの一方のダイス片12と、第二ダイス片組15Bを構成する2つのダイス片12のうちの一方のダイス片12とがバリBに接触し、該バリBを除去することができる。なお、図4(c)は、図4(a)の領域Y部の拡大図を示す。
【0062】
その後、図4(b)に示すように、ダイス片組15を金属線材Wから離間し、X方向移動ブロック16を互いに対向する元の位置に復帰する方向(図4(b)中のD3,D4参照)に移動させることで、冷間圧接装置10は、次の金属線材W同士の圧接に備える。
【0063】
なお、ダイス片組15を金属線材Wから離間し、金属線材Wに対する押圧を解除すると、ダイス片組15を構成する2つのダイス片12は、ダイス11に備えたバネ(図示省略)の付勢力で互いに離間し、金属線材Wの突合せ端部同士の圧接前の位置に復帰する。
【0064】
前記冷間圧接装置10、及び、前記冷間圧接方法は、以下のような作用、効果を奏することができる。
前記冷間圧接装置10、及び、前記冷間圧接方法によれば、前記第一Vブロック14Aおよび前記第二Vブロック14Bのうち少なくとも一方の側を、他方の側に対してY方向へ相対移動させることにより(図4(a)中の矢印D1,D2参照)、前記第一ダイス片組15Aと前記第二ダイス片組15Bとの間に移動速度(相対速度)の違いを生じさせることができる。この速度の違いを利用して金属線材Wの突合せ端部同士のY方向の圧接後に金属線材Wの突合せ端部Weに生じたバリBを、金属線材Wに対して確実に取り除くことができる。
【0065】
詳しくは、従来のように、前記第一Vブロック14Aおよび前記第二Vブロック14Bを互いにY方向へ相対移動させずに、同一方向に同一速度で一体にY方向へ動かした場合、バリは、突き合わせ端部に対して例えば、環状に分離する。
【0066】
この環状のバリは、金属線材Wに係合した状態で残留するため、不具合の要因となることや、端部同士を圧接した長尺な2本の金属線材Wから取り除くために手間を要するという難点を有していた。
【0067】
これに対して前記冷間圧接装置10、及び、前記冷間圧接方法のように、前記第一Vブロック14Aおよび前記第二Vブロック14Bのうち少なくとも一方の側を、他方の側に対してY方向へ相対移動させることにより、金属線材Wの突合せ端部Weに生じたバリBを、環状ではなく、例えば、三日月状など、周方向において分断した形状に破断することができるため、金属線材Wに対してバリを確実に取り除くことができる。
【0068】
また、金属線材Wの突合せ端部同士を圧接する圧接工程の後であって、バリ取り工程を行う前に、従来のように例えば、第一ダイス片組15Aと第二ダイス片組15B同士を離間させて金属線材Wの挟み込みを解除したり、専用の治具を設置したりするなどバリ取り工程を行なうための準備を要することがなく、圧接工程とバリ取り工程とを一連の連続した工程として行なうことができる。
【0069】
従って、金属線材W同士の圧接およびバリ取り工程の短縮化を図り、段替え時間を大幅に短縮することができる。
【0070】
さらに、バリ取り工程を行うに際して、圧接工程で用いた構成とは別途の構成を用いることなく、圧接工程で用いた構成のみでバリを除去することができるため、全体をシンプルな構成とすることができる。
【0071】
また、前記冷間圧接装置10、及び、前記冷間圧接方法によれば、前記第一Vブロック14Aと前記第二Vブロック14BとをY方向において互いに異なる方向に移動させることにより(図4(c)中の矢印D1,D2参照)、前記第一Vブロック14Aと前記第二Vブロック14Bとをそれぞれ高速で移動させなくとも、大きな相対速度(速度差)を得ることができ、金属線材Wの突合せ端部Weに生じたバリBを、より確実、且つ、容易に除去することができる。
【0072】
さらにまた、前記冷間圧接装置10、及び、前記冷間圧接方法では、ダイス11として複数のダイス片12で構成される割りダイス11を用いるとともに、該割りダイス11により金属線材Wの挿入を許容するダイス孔13を構成している。
【0073】
このため、例えば、金属線材Wを挿入して保持する筒状の専用工具を用いた場合と異なり、金属線材Wが長い場合であっても、割りダイス11を分離することにより、挿入孔へ挿入した金属線材Wをダイス11から容易に外すことができ、金属線材W同士の圧接およびバリ取りを効率的に行うことができる。
【0074】
以下では、第1実施形態の冷間圧接装置10を用いた他の冷間圧接方法として上述とは他の実施態様について説明する。
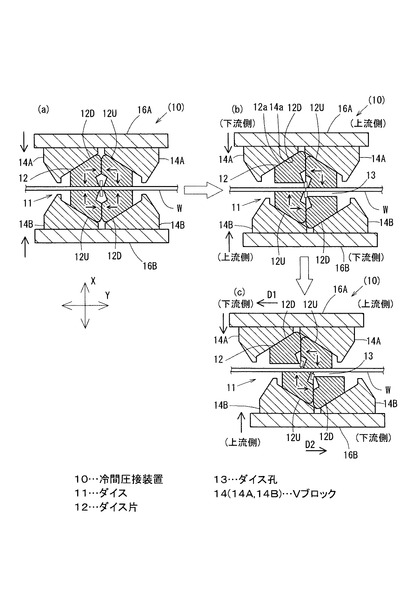
詳しくは、バリ取りを行なう際において、前記第一ダイス片組15Aと前記第二ダイス片組15Bとを、上述した冷間圧接方法において金属線材Wに対して付与した押圧力とは異なる押圧力を付与の下で、Y方向へ互いに相対移動させてバリを除去する実施態様について図5を用いて説明する。
なお、金属線材W同士の圧接方法は、本実施態様においても上述した方法と同じであるため(図3(a),(b),(c)参照)、その説明を省略する。また、図5は、X方向移動ブロック16、Vブロック14、ダイス片12を模式的に示して、本実施態様におけるこれらの動きを説明する説明図であり、図5(a)は、図3(c)に対応する。
【0075】
さらに、本実施態様においても上述した冷間圧接方法と同様に、バリを除去するために、第一Y方向移動台17A(第一X方向移動ブロック16A)と、第二Y方向移動台17B(第二X方向移動ブロック16B)とを、Y方向において互いに異なる方向に相対移動させるが、その移動方向(図5(c)中の矢印D1,D2参照)を、Y方向において上流側から下流側へ移動させるものと設定する。
ここで前記4つのダイス片12のうち、金属線材Wの突合せ端部に対して前記Vブロック14のY方向に沿った移動方向の上流側に配置したダイス片12を上流側ダイス片12Uに設定するとともに、下流側に配置したダイス片12を下流側ダイス片12Dに設定するものとする。
【0076】
本実施態様では、図5(a)に示すように金属線材W同士を圧接し、その後、Vブロック14を、前記上流側ダイス片12Uにより金属線材Wを押圧する一方で、前記下流側ダイス片12Dにより金属線材Wを押圧しないようにしてY方向に沿って相対移動させる。
【0077】
詳しくは、上述した冷間圧接方法と同様に金属線材W同士の圧接を行い(図5(a)参照)、その後、図5(b)に示すように、上流側ダイス片12Uが金属線材Wに接触した状態で待機させる一方で下流側ダイス片12Dが金属線材Wから離間させた状態とする。その状態で図5(c)に示すように、第一Vブロック14Aと第二Vブロック14BとをY方向において互いに異なる方向(図5(c)中の矢印D1,D2参照)に移動させる。
【0078】
なお、図5(b)に示した手順において、下流側ダイス片12Dのみを金属線材Wから離間する手段としては、例えば、下流側ダイス片12Dの側方から上流側ダイス片12Uに向けて外力を付与し、下流側ダイス片12Dをテーパ面12a,14aに沿って上流側へ横滑りさせ、金属線材Wに対して離間させ、その状態を保つように2つのダイス片12の間に適宜、板状のスペーサ(図示せず)を介在させるといった手段を挙げることができる。但し、この手段に限らず、下流側移動ダイス片12が、上流側移動ダイス片12よりも少なくとも金属線材W側に対して弱い押圧力で押圧することができる手段であれば特に限定しない。
【0079】
このように下流側ダイス片12Dが金属線材Wから離間させた状態で、前記第一Vブロック14Aと前記第二Vブロック14BとをY方向において互いに異なる方向に移動させることで(図5(c)参照)、バリを確実に除去することができることに加えて、特に下流側移動ダイス片12Dと金属線材Wとが互いに磨耗することを抑制できるという効果を得ることができる。
【0080】
詳しくは、本実施態様の冷間圧接方法によれば、上流側ダイス片12Uは、金属線材Wの突合せ端部に対して移動方向の上流側に配置されているため、Vブロック14をY方向における下流側へ移動するに伴って、金属線材Wの突合せ端部を通過することになる。このような、上流側ダイス片12Uは、金属線材Wに接触して押圧しているため、金属線材Wの突合せ端部を通過時に該突合せ端部に生じたバリに直接的に接触して確実にバリを除去することができる。
【0081】
一方、下流側移動ダイス片12Dは、金属線材Wの突合せ端部に対して移動方向の下流側に配置されているため、Vブロック14が下流側へ移動しても、金属線材Wの突合せ端部を通過することがないため、該突合せ端部に生じたバリの除去に直接的に関与することがない。
【0082】
このような下流側移動ダイス片12Dは、Vブロック14が移動する間、金属線材Wに対して離間して金属線材Wを押圧しない状態とすることで、下流側移動ダイス片12Dと金属線材Wとが互いに磨耗することを抑制でき、また、Vブロック14のスムーズな移動を実現することができる。
【0083】
続いて、冷間圧接装置10を用いた他の実施形態、或いは、上述した実施形態と異なる実施形態について説明するが、第1実施形態の冷間圧接装置10と同一の構成については、同一の符号を付してその説明を省略する。
【0084】
(第2実施形態)
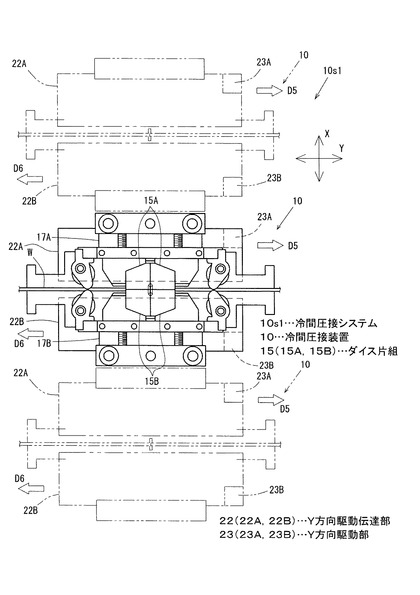
次に第2実施形態の冷間圧接システム10s1について説明する。
第2実施形態の冷間圧接システム10s1は、図6に示すように、第1実施形態の冷間圧接装置10を複数備え、X方向において並列配置した複数の金属線材Wごとに、複数の冷間圧接装置10をX方向に並列配置した構成である。
なお、図6は、複数の冷間圧接装置10を並列配置した様子を示す平面図であり、図6中には、複数の冷間圧接装置10を並列配置したうちの合計3台の冷間圧接装置10を実線と仮想線とであらわしている。また、冷間圧接装置10は、3台に限らず、2台、或いは4台以上を並列することができる。
【0085】
冷間圧接システム10s1は、冷間圧接装置10ごとに金属線材Wの圧接、及び、バリ取りを行う。特に、バリ取りを行なう際には、図6中の矢印D5,D6に示すように、冷間圧接装置10ごとに、第一Y方向移動台17Aと第二Y方向移動台17BとをY方向において互いに異なる方向に相対移動させる。これに伴って、上述した図4(a)或いは図5(c)の場合と同様に、第一ダイス片組15Aと第二ダイス片組15Bとが、金属線材Wを挟持しながらY方向において互いに異なる方向に相対移動する。
【0086】
なお、第一Y方向移動台17Aの移動は、第一Y方向伝達部22Aと第一Y方向駆動部23Aにより行い、第二Y方向移動台17Bの移動は、第二Y方向伝達部22Bと第二Y方向駆動部23Bとで行う。
【0087】
従って、本実施形態の冷間圧接システム10s1により、並列配置した複数の金属線材Wに対して金属線材W同士の圧接およびバリ取りを同時に行なうことができ、金属線材W同士の圧接およびバリ取りの効率を大幅に向上させることができる。
【0088】
(第3実施形態)
次に第3実施形態の冷間圧接システム10s2について説明する。
第3実施形態の冷間圧接システム10s2は、図7に示すように、複数並設した金属線材Wの間(L)において隣合う2つのY方向移動台17(17A,17B)を一体でY方向へ駆動伝達する共通のY方向駆動伝達部22C、及び、Y方向駆動部23Cを備えている。
【0089】
なお、図7は、複数の冷間圧接装置10を並列配置した様子を模式的に示した平面図である。
【0090】
詳しくは、Y方向駆動伝達部22は、X方向において複数の金属線材Wとともに並列配置された複数のY方向移動台17のうち、金属線材間(L)において隣合う一対のY方向移動台17(17A,17B)の双方をY方向において同一方向(図7中の矢印D5、又は、矢印D6参照)に移動させる構成とすることができる。
【0091】
すなわち、金属線材の間(L)において隣合う2つのY方向移動台17(17A,17B)を駆動するためにY方向駆動伝達部22C、及び、Y方向駆動部23Cを、これら2つのY方向移動台17(17A,17B)に対して1台で共有化した構成である。
【0092】
このように金属線材の間(L)において隣合う一対のY方向移動台17(17A,17B)を共通のブロック移動手段としてのY方向駆動伝達部22C、及び、Y方向駆動部23Cで移動させることにより(図7中の矢印D5、又は、矢印D6参照)、金属線材の間(L)において隣合う第一Y方向移動台17Aと第二Y方向移動台17Bとのそれぞれに対して別々に、Y方向駆動伝達部、及び、Y方向駆動部を備えて移動させる構成と比較してY方向駆動伝達部、及び、Y方向駆動部の数を半減できるため、全体の構成をシンプルにすることができる。
【0093】
殊に、複数の金属線材Wを並列配置した構成の場合のように、金属線材Wの数に応じて、金属線材Wの間に配置するY方向駆動伝達部22C、及び、Y方向駆動部23Cの数も増えるため、隣合う一対のY方向移動台17(17A,17B)を金属線材Wの間に1つずつ配置したY方向駆動伝達部22C、及び、Y方向駆動部23Cで共通化することによる上述した効果をより顕著に得ることができる。
【0094】
本発明は、上述した実施形態に限定せず、様々な実施形態で構成することができる。
【0095】
例えば、バリ取り工程終了後に金属線材Wを軸回りに回転するよう構成する、或いは、ダイス11が金属線材Wを挟み込んだ状態で金属線材W回りに回転するよう構成してもよい。上記構成により、仮に、バリ取り工程終了後に金属線材Wに対して分離せずにバリの一部が残留した場合でも、残留したバリを確実に除去することができるという効果を得ることができる。
【0096】
この発明の構成と、上述した実施形態との対応において、
金属線材同士の圧接およびバリ取り装置は、冷間圧接10,20に対応し、
金属線材同士の圧接およびバリ取り方法は、冷間圧接方法に対応し、
金属線材同士の圧接およびバリ取りシステムは、冷間圧接システム10s1,10s2に対応し、
移動ダイス片組は、ダイス片12に対応し、
下流側移動ダイス片は、下流側ダイス片12Dに対応し、
上流側移動ダイス片は、上流側ダイス片12Uに対応し、
Y方向駆動伝達部22、及び、Y方向駆動部23は、ブロック移動手段に対応するものとする。
【符号の説明】
【0097】
10,20…冷間圧接装置
10s1,10s2…冷間圧接システム
11…ダイス
12D…下流側ダイス片
12U…上流側ダイス片
12…ダイス片
13…ダイス孔
14…Vブロック
14A…第一Vブロック
14B…第二Vブロック
15…ダイス片組
15A…第一ダイス片組
15B…第二ダイス片組
22…Y方向駆動伝達部
23…Y方向駆動部
【技術分野】
【0001】
この発明は、金属線材の端部同士を突き合せて圧接するとともに、その際に、該突合せ端部に生じるバリを除去する金属線材同士の圧接およびバリ取り装置並びにその方法に関する。
【背景技術】
【0002】
線材同士の圧接の中でも、冷間圧接により線材同士を圧接する場合、線材同士の突合せ端部にバリが発生するため、線材同士の圧接およびバリ取りの双方を行なう発明として例えば、特許文献1,2が提案されている。
【0003】
特許文献1には、金属線材の突合せ溶接方法、及び、これに用いるバリ取り工具、並びに、金属線材の突合せ溶接装置に関する発明が開示されている。
特許文献1に開示のバリ取り工具、並びに、金属線材の突合せ溶接装置は、線材方向(軸線方向)において対向配置された一対の筒状工具を備えており、該筒状工具の先端部は、先端に向かって先鋭化した環状の刃となっている。
【0004】
特許文献1に開示の金属線材の突合せ溶接方法は、各金属線材の端面相互を溶接する工程と、溶接した後、金属線材からバリを分離する工程とを備えている。
【0005】
上述した金属線材からバリを分離する工程では、一対の筒状工具の少なくとも一方を金属線材に対して軸線方向に相互移動させるに伴って、対向状態にある一対の刃が相互に接触する程度に接近させてバリを金属線材から環状に分離する。
【0006】
特許文献2では、冷間圧接工具に関する発明が開示され、この冷間圧接工具は、ダイスと該ダイスを押圧するVブロックとを備えた構成である。ダイスは、対向配置したVブロックの間に組み込まれるとともに、ダイス孔を形成するよう4つのダイス片を集合した構成である。Vブロックは、線材に対して直交方向の一方側に配置した移動Vブロックと他方の側に配置した固定Vブロックとで構成している。
【0007】
特許文献2に開示の冷間圧接工具は、移動Vブロックを固定Vブロック側へ押圧することでダイス片に挟持された線材を圧接、接合する。さらにその接合を行なった後、集合する4つのダイス片のうち線材方向の一方側に配置した2つのダイス片(6A,6D)では、線材を挟持した状態とする。
【0008】
一方、線材方向の他方側に配置した残り2つのダイス片(6B,6C)は、その間に挿入板を挟んで線材を挟持しない状態とする。この状態で移動Vブロックを押圧することで、一方側の2つのダイス片(6A,6D)を他方側の2つのダイス片(6B,6C)側へ一体に線材方向に移動させることにより、線材の端部同士に生じたバリを除去する。
【0009】
しかし、上述した特許文献1,2に開示の発明は、いずれも線材に対してバリを分離できても線材から完全に除去することができないという難点を有する。
【0010】
詳しくは、特許文献1に開示のバリ取り工具の場合、上述したように金属線材同士の突合せ端部の外周部に鍔状に生じたバリを金属線材から環状に分離するものである。特許文献2に開示の冷間圧接工具も、上述したとおり、一方側の2つのダイス片(6A,6D)を、線材に対して各側に対向した状態で、線材方向に同一方向に移動させてバリを除去する構成であるため、線材に対してバリが環状に分離することになる。
【0011】
このようにバリが環状に分離された場合、線材に係合された状態で残留してしまうため、不具合の要因になることや、長尺な線材の端部側からバリを取り除くなどの手間を要するという難点を有する。
【0012】
さらにまた、特許文献1,2に開示の発明の場合、突合せ端部同士の圧接工程とバリ取り工程とを連続して行なうことができないという難点も有する。
【0013】
詳しくは、特許文献1に開示のバリ取り工具では、金属線材の突合せ端部同士の溶接工程の後に、一旦、筒状工具を、該筒状工具に外嵌している締め付けリングによる締め付けを緩めるなどした後でバリ取り工程を行なう必要がある。
【0014】
特許文献2に開示の冷間圧接工具では、線材同士の接合を行なった後で、一旦、Vブロックを後退させ、ダイス片を開いて挿入板を挿入するなどの工程を経た後でバリ取り工程を行う必要がある。
【0015】
このように、突合せ端部同士の圧接工程とバリ取り工程とを連続した一連の工程として処理できないため、金属線材同士の圧接およびバリ取りに時間を要し、段替え時間の短縮化を図る障害になっていた。
【0016】
さらに、特許文献2に開示の冷間圧接工具では、挿入板をダイスの合わせ目である挿入孔に挿入する分、挿入板の厚みと線材の太さとのクリアランスにより、バリ取り工程後にバリが残り、バリ取り精度にも劣るという難点も有する。
【先行技術文献】
【特許文献】
【0017】
【特許文献1】特開2000−141128号公報
【特許文献2】特開平10−128561号公報
【発明の概要】
【発明が解決しようとする課題】
【0018】
そこでこの発明は、金属線材の突合せ端部の圧接時に生じたバリを確実、且つ、精度よく除去することができるとともに、金属線材同士の圧接と、その際に生じたバリの除去とを連続した一連の工程でスムーズに行なうことができる金属線材同士の圧接およびバリ取り装置並びにその方法の提供を目的とする。
【課題を解決するための手段】
【0019】
本発明は、金属線材の挿入を許容するダイス孔を構成する複数のダイス片からなるダイスと、金属線材の直交方向において該金属線材に対して各側で対向する第一Vブロックおよび第二Vブロックで構成したVブロックとを設け、前記複数のダイス片を、金属線材に対して前記直交方向における各側で対向配置し、前記第一Vブロック側に配置した複数の前記ダイス片を第一ダイス片組に設定するとともに、前記第二Vブロック側に配置した複数の前記ダイス片を第二ダイス片組に設定し、前記第一Vブロックと前記第二Vブロックとの金属線材側への押圧により、該押圧力を、前記ダイスによる金属線材の前記直交方向の押圧力と、金属線材の突合せ端部同士の線材方向の圧接力とに変換するよう、前記第一ダイス片組を前記第一Vブロックに嵌め込むとともに、前記第二ダイス片組を前記第二Vブロックに嵌め込んで構成し、金属線材の突合せ端部同士の線材方向の圧接後に、前記第一Vブロックおよび前記第二Vブロックのうち少なくとも一方の側を、他方の側に対して線材方向へ相対移動させるよう構成した金属線材同士の圧接およびバリ取り装置であることを特徴とする。
【0020】
この発明の態様として、前記相対移動させる構成は、前記第一Vブロックと前記第二Vブロックとを線材方向において互いに異なる方向に移動させる構成とすることができる。
【0021】
またこの発明の態様として、前記第一Vブロックおよび前記第二Vブロックのうち、少なくとも一方の線材方向へ沿って移動するVブロックを、移動Vブロックに設定するとともに、前記第一ダイス片組および前記第二ダイス片組のうち、前記移動Vブロックに嵌め込まれるダイス片組を移動ダイス片組に設定し、前記移動ダイス片組のうち、金属線材の突合せ端部に対して前記移動Vブロックの線材方向に沿った移動方向の下流側に配置したダイス片を下流側移動ダイス片に設定するとともに、上流側に配置したダイス片を上流側移動ダイス片に設定し、前記移動Vブロックを、該移動Vブロックが線材方向へ移動する間、前記直交方向において前記下流側移動ダイス片を前記上流側移動ダイス片よりも金属線材側へ弱い押圧力で押圧する構成で構成することができる。
【0022】
またこの発明の態様として、前記移動Vブロックを、前記移動Vブロックが線材方向へ移動する間、前記直交方向において前記上流側移動ダイス片を金属線材側へ押圧する構成で構成するとともに、前記下流側移動ダイス片を金属線材側へ押圧しない構成で構成することができる。
【0023】
またこの発明は、上述した金属線材同士の圧接およびバリ取り装置を、前記直交方向において並列配置した複数の金属線材ごとに、前記直交方向に並設した金属線材同士の圧接およびバリ取りシステムであることを特徴とする。
【0024】
この発明の態様として、上述した金属線材同士の圧接およびバリ取りシステムは、上述した金属線材同士の圧接およびバリ取り装置において、前記第一Vブロックおよび前記第二Vブロックのうち、少なくとも一方の線材方向へ沿って移動するVブロックを、移動Vブロックに設定し、前記移動Vブロックを線材方向に沿って移動させるブロック移動手段を備え、前記ブロック移動手段を、前記直交方向において複数の金属線材とともに並列配置された複数のVブロックのうち、金属線材間において隣合う一対の前記移動Vブロックの双方を同一方向に移動させる構成とすることができる。
【0025】
またこの発明は、金属線材の直交方向において該金属線材に対して各側で対向する第一Vブロックと第二Vブロックとで構成されるVブロックを、金属線材側へ押圧することにより、金属線材の挿入を許容するダイス孔を構成する複数のダイス片からなるダイスで金属線材を挟み込むとともに、前記ダイスを、線材方向に移動させて金属線材の突合せ端部同士を線材方向に圧接する金属線材の突合せ端部同士の圧接部分のバリ取り方法であって、前記複数のダイス片のうち、前記第一Vブロックに嵌め込まれるダイス片を、第一ダイス片組に設定するとともに、前記第二Vブロックに嵌め込まれるダイス片を、第二ダイス片組に設定し、金属線材の突合せ端部同士の線材方向の圧接と同時に、該圧接により金属線材の外周に生じたバリを、前記第一ダイス片組の線材方向の間と、前記第二ダイス片組の線材方向の間との双方の間に挟み込み、金属線材の突合せ端部同士の線材方向の圧接後に、前記第一Vブロックおよび前記第二Vブロックのうち少なくとも一方の側を、他方の側に対して線材方向に沿って相対移動させてバリを除去することを特徴とする。
【0026】
この発明の態様として、前記相対移動させる工程において、前記第一Vブロックと前記第二Vブロックとを線材方向において互いに異なる方向に移動させることができる。
【0027】
またこの発明の態様として、前記第一Vブロックおよび前記第二Vブロックのうち、線材方向へ移動する少なくとも一方のVブロックを、移動Vブロックに設定するとともに、前記第一ダイス片組および前記第二ダイス片組のうち、前記移動Vブロックに嵌め込まれるダイス片組を移動ダイス片組に設定し、前記移動ダイス片組のうち、金属線材の突合せ端部に対して前記移動Vブロックの線材方向に沿った移動方向の下流側に配置したダイス片を下流側移動ダイス片に設定するとともに、上流側に配置したダイス片を上流側移動ダイス片に設定し、前記移動Vブロックは、該移動Vブロックが線材方向へ移動する間、前記直交方向において前記下流側移動ダイス片を前記上流側移動ダイス片よりも金属線材側へ弱い押圧力で押圧することができる。
【0028】
またこの発明の態様として、前記移動Vブロックは、該移動Vブロックが線材方向へ移動する間、前記直交方向において前記上流側移動ダイス片を金属線材側へ押圧するとともに、前記下流側移動ダイス片を金属線材側へ押圧しないようにすることができる。
【0029】
ここで、前記ダイスは、いわゆる4分割ダイスと称される4つのダイス片から構成したものに限らず、ダイス片の個数は限定しないものとする。
【0030】
前記Vブロックは、前記第一Vブロック、前記第二Vブロックのうち、少なくともいずれか一方が直交方向に移動する構成であればよく、また、前記第一Vブロックと前記第二Vブロックとは、互いに独立して直交方向に移動する構成であってもよい。
【0031】
さらにまた、前記Vブロックは、前記上流側移動ダイス片と前記下流側移動ダイス片とを一体で金属線材側へ押圧する構成に限らず、これら上流側移動ダイス片と下流側移動ダイス片とを、独立して金属線材側へ押圧可能な構成であってもよい。
【0032】
前記相対移動とは、前記第一Vブロックおよび前記第二Vブロックのうち、一方のVブロックに対して他方のVブロックが相対的に移動していることを示す。
【0033】
詳しくは、前記第一Vブロックと前記第二Vブロックのうち一方の側のみが移動している場合、或いは、双方が移動している場合のいずれの場合も含み、さらに、前記第一Vブロックと前記第二Vブロックとの双方が移動する場合においては、互いに同一方向へ異なる速度で移動する場合、或いは、上述したように互いに異なる方向へ移動する場合いずれの場合も含むものとする。
【0034】
但し、前記第一Vブロックと前記第二Vブロックとが互いに同一方向へ同一速度で移動する場合は、一方のVブロックを基準としたとき、他方のVブロックは該一方のVブロックに対して移動してない、すなわち相対移動していないことになり、このような移動は、前記相対移動に含まないものとする。
【発明の効果】
【0035】
本発明により、金属線材の突合せ端部の圧接時に生じたバリを確実、且つ、精度よく除去することができるとともに、金属線材同士の圧接と、その際に生じたバリの除去とを一連の連続した工程でスムーズに行なうことができる金属線材同士の圧接およびバリ取り装置並びにその方法を提供することができる。
【図面の簡単な説明】
【0036】
【図1】第1実施形態の冷間圧接装置の概略図。
【図2】第1実施形態の冷間圧接装置の平面図。
【図3】金属線材同士の圧接およびバリ取り方法の説明図。
【図4】金属線材同士の圧接およびバリ取り方法の説明図。
【図5】金属線材同士の圧接およびバリ取り方法の他の実施態様を示す説明図。
【図6】第2実施形態の冷間圧接装置システムの説明図。
【図7】第3実施形態の冷間圧接装置システムの説明図。
【発明を実施するための形態】
【0037】
この発明の一実施形態を、以下図面を用いて説明する。
(第1実施形態)
第1実施形態における冷間圧接装置10は、図1、及び、図2に示すように構成している。
なお、図1は、前記冷間圧接装置10の構成を一部模式的に示した外観図であり、図2は、図1の前記冷間圧接装置10の平面図である。
【0038】
前記冷間圧接装置10は、例えば、銅、或いは、その合金などからなる金属線材W同士を圧接するとともに、圧接時に生じたバリ取りを行なう装置である。前記冷間圧接装置10は、金属線材Wの挿入を許容するダイス孔13を構成する4つのダイス片12からなるダイス11と、金属線材Wの直交方向(図1中のX方向)において該金属線材Wに対して各側で対向する第一Vブロック14Aおよび第二Vブロック14Bで構成したVブロック14とで構成している。
【0039】
前記4つのダイス片12は、金属線材Wに対して前記直交方向における各側で2つずつ対向配置している。なお、前記第一Vブロック14A側に配置した2つのダイス片12,12を第一ダイス片組15Aに設定するとともに、前記第二Vブロック14B側に配置した2つのダイス片12,12を第二ダイス片組15Bに設定する。
【0040】
前記冷間圧接装置10は、前記第一Vブロック14Aと前記第二Vブロック14Bとの金属線材W側への押圧により、該押圧力を、前記ダイス11による金属線材Wの前記直交方向の押圧力と、金属線材Wの突合せ端部同士の線材方向(図1中のY方向)の圧接力とに変換するよう、前記第一ダイス片組15Aを前記第一Vブロック14Aに嵌め込むとともに、前記第二ダイス片組15Bを前記第二Vブロック14Bに嵌め込んで構成している。
【0041】
前記冷間圧接装置10は、金属線材Wの突合せ端部同士の線材方向の圧接後に、前記第一Vブロック14Aおよび前記第二Vブロック14Bのうち少なくとも一方の側を、他方の側に対して線材方向に沿って相対移動させるよう構成している。
【0042】
以下では、前記冷間圧接装置10の構成について詳述するが、金属線材Wの線材方向をY方向に設定するとともに、線材方向に対して直交する方向をX方向に設定して説明する。
【0043】
前記冷間圧接装置10は、図1、図2に示すとおり、X方向移動ブロック16、Y方向移動台17、Y方向駆動伝達部22、線材支持台24、フィンガ25を設けている。また、Y方向駆動伝達部22を介してY方向移動台17を移動するための駆動源としてのY方向駆動部23を備えている。
【0044】
その他にも、図示省略しているが、X方向移動ブロック16をX方向へ沿って移動させるための駆動源としてのX方向駆動部、該X方向駆動部の駆動をX方向移動ブロック16に伝達するX方向駆動伝達部を備えている。さらに、ダイス11を上方から覆うカバーなどの適宜の部材を備えて構成している。
【0045】
Y方向駆動伝達部22、或いは、X方向駆動伝達部(図示せず)は、例えば、直動ガイド(リニアガイド)、カム機構、或いは、ラックとピニオンで構成するなど適宜の構成で構成することができる。
【0046】
ダイス片組15、X方向移動ブロック16、Y方向移動台17、Y方向駆動伝達部22、Y方向駆動部23、線材支持台24、及び、フィンガ25は、上述したVブロック14、ダイス片12と同様に、X方向おいて金属線材Wに対して各側に対向配置している。なお、これら対向配置した各側を特に区別して説明する場合には、金属線材Wに対して一方の側(図中、奥側)の構成には、名称の頭に第一を付し、符号の末尾にAを付してあらわすとともに、他方の側(図中、手前側)の構成には、名称の頭に第二を付し、符号の末尾にBを付してあらわすとする。
【0047】
X方向移動ブロック16は、Vブロック14に対してX方向の外側に配置した板状の部材であり、Vブロック14を金属線材W側へ押圧可能に構成している。
【0048】
Y方向移動台17は、Y方向駆動伝達部22に対してY方向へ移動可能に設置され、第一Y方向移動台17A、及び、第二Y方向移動台17Bは、それぞれ図1中、Y方向の手前側から視ると、凹状に構成され、金属線材Wに対してX方向の各側に配置されている。
さらに、Y方向移動台17の上面に相当する凹底部は、螺子軸26がX方向に沿って架設され、X方向移動ブロック16をX方向に沿って螺進可能に設置している。
【0049】
Y方向駆動伝達部22は、Y方向移動台17をY方向へ沿って移動させるために備えたY方向駆動部23の駆動をY方向移動台17に伝達する装置である。
【0050】
線材支持台24は、線材を支持可能な縦長の板状に形成し、ダイス11の下側部分にY方向に沿って配されている。
【0051】
フィンガ25は、線材支持台24におけるダイス11に対してY方向の両外側部分において配設するとともに、ダイス孔13に挿入した金属線材Wを保持可能に金属線材Wに対して各側に対向した状態で枢着している。
【0052】
また、ダイス11には、上述したように、ダイス孔13を構成するよう4つのダイス片12を集合させた構成であり、4つのダイス片12には、該各ダイス片12の間を跨ぐようにスプリングおよびピンを介在させている(図示せず)。スプリングは、ダイス片12が互いに離間する方向に付勢するとともに、ピンは、ダイス片12の動きをガイドしている。ダイス孔13は、前記第一ダイス片組15Aと前記第二ダイス片組15Bとの間に形成される。
【0053】
ダイス片組15(15A,15B)は、Vブロック14に対して上述したとおりの嵌め込み構造で嵌め込まれている。詳しくは、ダイス片組15とVブロック14との対向面は、それぞれテーパ面12a,14aで構成され、ダイス片組15は、該ダイス片組15を構成する各ダイス片12のテーパ面12a,14aが、Vブロック14のX方向への押圧により、Y方向において互いに近接する方向へVブロック14のテーパ面12a,14aに対して横滑りするよう面接触した状態でVブロック14に嵌め込まれている。
【0054】
続いて上述した冷間圧接装置10を用いた冷間圧接方法として、金属線材W同士の圧接およびバリ取りを行う際の動作手順について図3、及び、図4を用いて説明する。
なお、図3、及び、図4は、いずれもX方向移動ブロック16、Vブロック14、ダイス片12を模式的に示してこれらの動きを説明する説明図であり、図3(a)〜(c)は、主に金属線材W同士の圧接工程の各段階の説明図であり、図4(a),(b)は、主にバリ取り工程の各段階の説明図である。
【0055】
まず、フィンガ25を開放状態とし、2本の金属線材Wのそれぞれをダイス11に対してY方向の各側からダイス孔13へ挿入する。これにより、図3(a)に示すように、ダイス孔13の中間部分において金属線材Wの端部同士が軽く突き合わされた状態となる。
【0056】
この状態で、X方向移動ブロック16を金属線材W側へ移動させることにより、図3(b)に示すように、ダイス片組15が金属線材Wに接触するまでVブロック14、及び、ダイス片組15を金属線材W側へ移動させることができる。さらに、X方向移動ブロック16を金属線材W側へ押圧することにより、Vブロック14を介して金属線材Wを第一ダイス片組15Aと第二ダイス片組15Bとで挟み込むようにして押圧することができる。
【0057】
ダイス片組15は、Vブロック14に対して上述したようにテーパ面12a,14a同士を面接触させた嵌め込み構造であるため、図3(c)に示すように、前記第一Vブロック14Aと前記第二Vブロック14Bとの金属線材W側への押圧により、該押圧力Fを、前記ダイス11による金属線材WのX方向の押圧力Fx、金属線材Wの突合せ端部同士のY方向の圧接力Fyとに変換(分力)することができる。
【0058】
すなわち、ダイス片組15を構成する2つのダイス片12は、第一ダイス片組15Aと第二ダイス片組15Bとで金属線材Wを挟持した状態で、Y方向において互いに近接する方向へ移動し、金属線材Wの突合せ端部同士を圧接することができる(図3(c)参照)。
【0059】
金属線材Wの突合せ端部同士の圧接に伴い、図3(d)に示すように、該突合せ端部Weの外周部分に鍔状に突出したバリBが発生する。なお、図3(d)は、図3(c)の領域X部の拡大図を示す。そこで、図4(a)に示すように、第一ダイス片組15Aと第二ダイス片組15Bとで金属線材Wを挟持した状態で第一X方向移動ブロック16Aと第二X方向移動ブロック16Bとを、Y方向において互いに異なる方向(図4(a)中のD1,D2参照)に相対移動させる。
【0060】
これに伴って、第一ダイス片組15Aは、第一Vブロック14Aに嵌合された状態で第一X方向移動ブロック16Aとともに一体に移動し、第二ダイス片組15Bは、前記第二Vブロック14Bに嵌合された状態で第二X方向移動ブロック16Bとともに一体に移動する。
【0061】
よって、図4(c)に示すように、第一X方向移動ブロック16Aと第二X方向移動ブロック16Bとが、Y方向において互いに異なる方向(図4(a)中のD1,D2参照)に相対移動する際に、第一ダイス片組15Aを構成する2つのダイス片12のうちの一方のダイス片12と、第二ダイス片組15Bを構成する2つのダイス片12のうちの一方のダイス片12とがバリBに接触し、該バリBを除去することができる。なお、図4(c)は、図4(a)の領域Y部の拡大図を示す。
【0062】
その後、図4(b)に示すように、ダイス片組15を金属線材Wから離間し、X方向移動ブロック16を互いに対向する元の位置に復帰する方向(図4(b)中のD3,D4参照)に移動させることで、冷間圧接装置10は、次の金属線材W同士の圧接に備える。
【0063】
なお、ダイス片組15を金属線材Wから離間し、金属線材Wに対する押圧を解除すると、ダイス片組15を構成する2つのダイス片12は、ダイス11に備えたバネ(図示省略)の付勢力で互いに離間し、金属線材Wの突合せ端部同士の圧接前の位置に復帰する。
【0064】
前記冷間圧接装置10、及び、前記冷間圧接方法は、以下のような作用、効果を奏することができる。
前記冷間圧接装置10、及び、前記冷間圧接方法によれば、前記第一Vブロック14Aおよび前記第二Vブロック14Bのうち少なくとも一方の側を、他方の側に対してY方向へ相対移動させることにより(図4(a)中の矢印D1,D2参照)、前記第一ダイス片組15Aと前記第二ダイス片組15Bとの間に移動速度(相対速度)の違いを生じさせることができる。この速度の違いを利用して金属線材Wの突合せ端部同士のY方向の圧接後に金属線材Wの突合せ端部Weに生じたバリBを、金属線材Wに対して確実に取り除くことができる。
【0065】
詳しくは、従来のように、前記第一Vブロック14Aおよび前記第二Vブロック14Bを互いにY方向へ相対移動させずに、同一方向に同一速度で一体にY方向へ動かした場合、バリは、突き合わせ端部に対して例えば、環状に分離する。
【0066】
この環状のバリは、金属線材Wに係合した状態で残留するため、不具合の要因となることや、端部同士を圧接した長尺な2本の金属線材Wから取り除くために手間を要するという難点を有していた。
【0067】
これに対して前記冷間圧接装置10、及び、前記冷間圧接方法のように、前記第一Vブロック14Aおよび前記第二Vブロック14Bのうち少なくとも一方の側を、他方の側に対してY方向へ相対移動させることにより、金属線材Wの突合せ端部Weに生じたバリBを、環状ではなく、例えば、三日月状など、周方向において分断した形状に破断することができるため、金属線材Wに対してバリを確実に取り除くことができる。
【0068】
また、金属線材Wの突合せ端部同士を圧接する圧接工程の後であって、バリ取り工程を行う前に、従来のように例えば、第一ダイス片組15Aと第二ダイス片組15B同士を離間させて金属線材Wの挟み込みを解除したり、専用の治具を設置したりするなどバリ取り工程を行なうための準備を要することがなく、圧接工程とバリ取り工程とを一連の連続した工程として行なうことができる。
【0069】
従って、金属線材W同士の圧接およびバリ取り工程の短縮化を図り、段替え時間を大幅に短縮することができる。
【0070】
さらに、バリ取り工程を行うに際して、圧接工程で用いた構成とは別途の構成を用いることなく、圧接工程で用いた構成のみでバリを除去することができるため、全体をシンプルな構成とすることができる。
【0071】
また、前記冷間圧接装置10、及び、前記冷間圧接方法によれば、前記第一Vブロック14Aと前記第二Vブロック14BとをY方向において互いに異なる方向に移動させることにより(図4(c)中の矢印D1,D2参照)、前記第一Vブロック14Aと前記第二Vブロック14Bとをそれぞれ高速で移動させなくとも、大きな相対速度(速度差)を得ることができ、金属線材Wの突合せ端部Weに生じたバリBを、より確実、且つ、容易に除去することができる。
【0072】
さらにまた、前記冷間圧接装置10、及び、前記冷間圧接方法では、ダイス11として複数のダイス片12で構成される割りダイス11を用いるとともに、該割りダイス11により金属線材Wの挿入を許容するダイス孔13を構成している。
【0073】
このため、例えば、金属線材Wを挿入して保持する筒状の専用工具を用いた場合と異なり、金属線材Wが長い場合であっても、割りダイス11を分離することにより、挿入孔へ挿入した金属線材Wをダイス11から容易に外すことができ、金属線材W同士の圧接およびバリ取りを効率的に行うことができる。
【0074】
以下では、第1実施形態の冷間圧接装置10を用いた他の冷間圧接方法として上述とは他の実施態様について説明する。
詳しくは、バリ取りを行なう際において、前記第一ダイス片組15Aと前記第二ダイス片組15Bとを、上述した冷間圧接方法において金属線材Wに対して付与した押圧力とは異なる押圧力を付与の下で、Y方向へ互いに相対移動させてバリを除去する実施態様について図5を用いて説明する。
なお、金属線材W同士の圧接方法は、本実施態様においても上述した方法と同じであるため(図3(a),(b),(c)参照)、その説明を省略する。また、図5は、X方向移動ブロック16、Vブロック14、ダイス片12を模式的に示して、本実施態様におけるこれらの動きを説明する説明図であり、図5(a)は、図3(c)に対応する。
【0075】
さらに、本実施態様においても上述した冷間圧接方法と同様に、バリを除去するために、第一Y方向移動台17A(第一X方向移動ブロック16A)と、第二Y方向移動台17B(第二X方向移動ブロック16B)とを、Y方向において互いに異なる方向に相対移動させるが、その移動方向(図5(c)中の矢印D1,D2参照)を、Y方向において上流側から下流側へ移動させるものと設定する。
ここで前記4つのダイス片12のうち、金属線材Wの突合せ端部に対して前記Vブロック14のY方向に沿った移動方向の上流側に配置したダイス片12を上流側ダイス片12Uに設定するとともに、下流側に配置したダイス片12を下流側ダイス片12Dに設定するものとする。
【0076】
本実施態様では、図5(a)に示すように金属線材W同士を圧接し、その後、Vブロック14を、前記上流側ダイス片12Uにより金属線材Wを押圧する一方で、前記下流側ダイス片12Dにより金属線材Wを押圧しないようにしてY方向に沿って相対移動させる。
【0077】
詳しくは、上述した冷間圧接方法と同様に金属線材W同士の圧接を行い(図5(a)参照)、その後、図5(b)に示すように、上流側ダイス片12Uが金属線材Wに接触した状態で待機させる一方で下流側ダイス片12Dが金属線材Wから離間させた状態とする。その状態で図5(c)に示すように、第一Vブロック14Aと第二Vブロック14BとをY方向において互いに異なる方向(図5(c)中の矢印D1,D2参照)に移動させる。
【0078】
なお、図5(b)に示した手順において、下流側ダイス片12Dのみを金属線材Wから離間する手段としては、例えば、下流側ダイス片12Dの側方から上流側ダイス片12Uに向けて外力を付与し、下流側ダイス片12Dをテーパ面12a,14aに沿って上流側へ横滑りさせ、金属線材Wに対して離間させ、その状態を保つように2つのダイス片12の間に適宜、板状のスペーサ(図示せず)を介在させるといった手段を挙げることができる。但し、この手段に限らず、下流側移動ダイス片12が、上流側移動ダイス片12よりも少なくとも金属線材W側に対して弱い押圧力で押圧することができる手段であれば特に限定しない。
【0079】
このように下流側ダイス片12Dが金属線材Wから離間させた状態で、前記第一Vブロック14Aと前記第二Vブロック14BとをY方向において互いに異なる方向に移動させることで(図5(c)参照)、バリを確実に除去することができることに加えて、特に下流側移動ダイス片12Dと金属線材Wとが互いに磨耗することを抑制できるという効果を得ることができる。
【0080】
詳しくは、本実施態様の冷間圧接方法によれば、上流側ダイス片12Uは、金属線材Wの突合せ端部に対して移動方向の上流側に配置されているため、Vブロック14をY方向における下流側へ移動するに伴って、金属線材Wの突合せ端部を通過することになる。このような、上流側ダイス片12Uは、金属線材Wに接触して押圧しているため、金属線材Wの突合せ端部を通過時に該突合せ端部に生じたバリに直接的に接触して確実にバリを除去することができる。
【0081】
一方、下流側移動ダイス片12Dは、金属線材Wの突合せ端部に対して移動方向の下流側に配置されているため、Vブロック14が下流側へ移動しても、金属線材Wの突合せ端部を通過することがないため、該突合せ端部に生じたバリの除去に直接的に関与することがない。
【0082】
このような下流側移動ダイス片12Dは、Vブロック14が移動する間、金属線材Wに対して離間して金属線材Wを押圧しない状態とすることで、下流側移動ダイス片12Dと金属線材Wとが互いに磨耗することを抑制でき、また、Vブロック14のスムーズな移動を実現することができる。
【0083】
続いて、冷間圧接装置10を用いた他の実施形態、或いは、上述した実施形態と異なる実施形態について説明するが、第1実施形態の冷間圧接装置10と同一の構成については、同一の符号を付してその説明を省略する。
【0084】
(第2実施形態)
次に第2実施形態の冷間圧接システム10s1について説明する。
第2実施形態の冷間圧接システム10s1は、図6に示すように、第1実施形態の冷間圧接装置10を複数備え、X方向において並列配置した複数の金属線材Wごとに、複数の冷間圧接装置10をX方向に並列配置した構成である。
なお、図6は、複数の冷間圧接装置10を並列配置した様子を示す平面図であり、図6中には、複数の冷間圧接装置10を並列配置したうちの合計3台の冷間圧接装置10を実線と仮想線とであらわしている。また、冷間圧接装置10は、3台に限らず、2台、或いは4台以上を並列することができる。
【0085】
冷間圧接システム10s1は、冷間圧接装置10ごとに金属線材Wの圧接、及び、バリ取りを行う。特に、バリ取りを行なう際には、図6中の矢印D5,D6に示すように、冷間圧接装置10ごとに、第一Y方向移動台17Aと第二Y方向移動台17BとをY方向において互いに異なる方向に相対移動させる。これに伴って、上述した図4(a)或いは図5(c)の場合と同様に、第一ダイス片組15Aと第二ダイス片組15Bとが、金属線材Wを挟持しながらY方向において互いに異なる方向に相対移動する。
【0086】
なお、第一Y方向移動台17Aの移動は、第一Y方向伝達部22Aと第一Y方向駆動部23Aにより行い、第二Y方向移動台17Bの移動は、第二Y方向伝達部22Bと第二Y方向駆動部23Bとで行う。
【0087】
従って、本実施形態の冷間圧接システム10s1により、並列配置した複数の金属線材Wに対して金属線材W同士の圧接およびバリ取りを同時に行なうことができ、金属線材W同士の圧接およびバリ取りの効率を大幅に向上させることができる。
【0088】
(第3実施形態)
次に第3実施形態の冷間圧接システム10s2について説明する。
第3実施形態の冷間圧接システム10s2は、図7に示すように、複数並設した金属線材Wの間(L)において隣合う2つのY方向移動台17(17A,17B)を一体でY方向へ駆動伝達する共通のY方向駆動伝達部22C、及び、Y方向駆動部23Cを備えている。
【0089】
なお、図7は、複数の冷間圧接装置10を並列配置した様子を模式的に示した平面図である。
【0090】
詳しくは、Y方向駆動伝達部22は、X方向において複数の金属線材Wとともに並列配置された複数のY方向移動台17のうち、金属線材間(L)において隣合う一対のY方向移動台17(17A,17B)の双方をY方向において同一方向(図7中の矢印D5、又は、矢印D6参照)に移動させる構成とすることができる。
【0091】
すなわち、金属線材の間(L)において隣合う2つのY方向移動台17(17A,17B)を駆動するためにY方向駆動伝達部22C、及び、Y方向駆動部23Cを、これら2つのY方向移動台17(17A,17B)に対して1台で共有化した構成である。
【0092】
このように金属線材の間(L)において隣合う一対のY方向移動台17(17A,17B)を共通のブロック移動手段としてのY方向駆動伝達部22C、及び、Y方向駆動部23Cで移動させることにより(図7中の矢印D5、又は、矢印D6参照)、金属線材の間(L)において隣合う第一Y方向移動台17Aと第二Y方向移動台17Bとのそれぞれに対して別々に、Y方向駆動伝達部、及び、Y方向駆動部を備えて移動させる構成と比較してY方向駆動伝達部、及び、Y方向駆動部の数を半減できるため、全体の構成をシンプルにすることができる。
【0093】
殊に、複数の金属線材Wを並列配置した構成の場合のように、金属線材Wの数に応じて、金属線材Wの間に配置するY方向駆動伝達部22C、及び、Y方向駆動部23Cの数も増えるため、隣合う一対のY方向移動台17(17A,17B)を金属線材Wの間に1つずつ配置したY方向駆動伝達部22C、及び、Y方向駆動部23Cで共通化することによる上述した効果をより顕著に得ることができる。
【0094】
本発明は、上述した実施形態に限定せず、様々な実施形態で構成することができる。
【0095】
例えば、バリ取り工程終了後に金属線材Wを軸回りに回転するよう構成する、或いは、ダイス11が金属線材Wを挟み込んだ状態で金属線材W回りに回転するよう構成してもよい。上記構成により、仮に、バリ取り工程終了後に金属線材Wに対して分離せずにバリの一部が残留した場合でも、残留したバリを確実に除去することができるという効果を得ることができる。
【0096】
この発明の構成と、上述した実施形態との対応において、
金属線材同士の圧接およびバリ取り装置は、冷間圧接10,20に対応し、
金属線材同士の圧接およびバリ取り方法は、冷間圧接方法に対応し、
金属線材同士の圧接およびバリ取りシステムは、冷間圧接システム10s1,10s2に対応し、
移動ダイス片組は、ダイス片12に対応し、
下流側移動ダイス片は、下流側ダイス片12Dに対応し、
上流側移動ダイス片は、上流側ダイス片12Uに対応し、
Y方向駆動伝達部22、及び、Y方向駆動部23は、ブロック移動手段に対応するものとする。
【符号の説明】
【0097】
10,20…冷間圧接装置
10s1,10s2…冷間圧接システム
11…ダイス
12D…下流側ダイス片
12U…上流側ダイス片
12…ダイス片
13…ダイス孔
14…Vブロック
14A…第一Vブロック
14B…第二Vブロック
15…ダイス片組
15A…第一ダイス片組
15B…第二ダイス片組
22…Y方向駆動伝達部
23…Y方向駆動部
【特許請求の範囲】
【請求項1】
金属線材の挿入を許容するダイス孔を構成する複数のダイス片からなるダイスと、
金属線材の直交方向において該金属線材に対して各側で対向する第一Vブロックおよび第二Vブロックで構成したVブロックとを設け、
前記複数のダイス片を、金属線材に対して前記直交方向における各側で対向配置し、
前記第一Vブロック側に配置した複数の前記ダイス片を第一ダイス片組に設定するとともに、前記第二Vブロック側に配置した複数の前記ダイス片を第二ダイス片組に設定し、
前記第一Vブロックと前記第二Vブロックとの金属線材側への押圧により、該押圧力を、前記ダイスによる金属線材の前記直交方向の押圧力と、金属線材の突合せ端部同士の線材方向の圧接力とに変換するよう、前記第一ダイス片組を前記第一Vブロックに嵌め込むとともに、前記第二ダイス片組を前記第二Vブロックに嵌め込んで構成し、
金属線材の突合せ端部同士の線材方向の圧接後に、前記第一Vブロックおよび前記第二Vブロックのうち少なくとも一方の側を、他方の側に対して線材方向へ相対移動させるよう構成した
金属線材同士の圧接およびバリ取り装置。
【請求項2】
前記相対移動させる構成は、前記第一Vブロックと前記第二Vブロックとを線材方向において互いに異なる方向に移動させる構成である
請求項1に記載の金属線材同士の圧接およびバリ取り装置。
【請求項3】
前記第一Vブロックおよび前記第二Vブロックのうち、少なくとも一方の線材方向へ沿って移動するVブロックを、移動Vブロックに設定するとともに、前記第一ダイス片組および前記第二ダイス片組のうち、前記移動Vブロックに嵌め込まれるダイス片組を移動ダイス片組に設定し、
前記移動ダイス片組のうち、金属線材の突合せ端部に対して前記移動Vブロックの線材方向に沿った移動方向の下流側に配置したダイス片を下流側移動ダイス片に設定するとともに、上流側に配置したダイス片を上流側移動ダイス片に設定し、
前記移動Vブロックを、該移動Vブロックが線材方向へ移動する間、前記直交方向において前記下流側移動ダイス片を前記上流側移動ダイス片よりも金属線材側へ弱い押圧力で押圧する構成で構成した
請求項1、又は、2に記載の金属線材同士の圧接およびバリ取り装置。
【請求項4】
前記移動Vブロックを、前記移動Vブロックが線材方向へ移動する間、前記直交方向において前記上流側移動ダイス片を金属線材側へ押圧する構成で構成するとともに、前記下流側移動ダイス片を金属線材側へ押圧しない構成で構成した
請求項3に記載の金属線材同士の圧接およびバリ取り装置。
【請求項5】
請求項1から4のいずれかに記載の金属線材同士の圧接およびバリ取り装置を、
前記直交方向において並列配置した複数の金属線材ごとに、前記直交方向に並設した
金属線材同士の圧接およびバリ取りシステム。
【請求項6】
請求項1から4のいずれかに記載の金属線材同士の圧接およびバリ取り装置において、前記第一Vブロックおよび前記第二Vブロックのうち、少なくとも一方の線材方向へ沿って移動するVブロックを、移動Vブロックに設定し、
前記移動Vブロックを線材方向に沿って移動させるブロック移動手段を備え、
前記ブロック移動手段を、
前記直交方向において複数の金属線材とともに並列配置された複数のVブロックのうち、金属線材間において隣合う一対の前記移動Vブロックの双方を同一方向に移動させる構成とした
請求項5に記載の金属線材同士の圧接およびバリ取りシステム。
【請求項7】
金属線材の直交方向において該金属線材に対して各側で対向する第一Vブロックと第二Vブロックとで構成されるVブロックを、金属線材側へ押圧することにより、金属線材の挿入を許容するダイス孔を構成する複数のダイス片からなるダイスで金属線材を挟み込むとともに、
前記ダイスを、線材方向に移動させて金属線材の突合せ端部同士を線材方向に圧接する金属線材の突合せ端部同士の圧接部分のバリ取り方法であって、
前記複数のダイス片のうち、前記第一Vブロックに嵌め込まれるダイス片を、第一ダイス片組に設定するとともに、前記第二Vブロックに嵌め込まれるダイス片を、第二ダイス片組に設定し、
金属線材の突合せ端部同士の線材方向の圧接と同時に、該圧接により金属線材の外周に生じたバリを、前記第一ダイス片組の線材方向の間と、前記第二ダイス片組の線材方向の間との双方の間に挟み込み、
金属線材の突合せ端部同士の線材方向の圧接後に、前記第一Vブロックおよび前記第二Vブロックのうち少なくとも一方の側を、他方の側に対して線材方向に沿って相対移動させてバリを除去する
金属線材同士の圧接およびバリ取り方法。
【請求項8】
前記相対移動させる工程において、前記第一Vブロックと前記第二Vブロックとを線材方向において互いに異なる方向に移動させた
請求項7に記載の金属線材同士の圧接およびバリ取り方法。
【請求項9】
前記第一Vブロックおよび前記第二Vブロックのうち、線材方向へ移動する少なくとも一方のVブロックを、移動Vブロックに設定するとともに、前記第一ダイス片組および前記第二ダイス片組のうち、前記移動Vブロックに嵌め込まれるダイス片組を移動ダイス片組に設定し、
前記移動ダイス片組のうち、金属線材の突合せ端部に対して前記移動Vブロックの線材方向に沿った移動方向の下流側に配置したダイス片を下流側移動ダイス片に設定するとともに、上流側に配置したダイス片を上流側移動ダイス片に設定し、
前記移動Vブロックは、該移動Vブロックが線材方向へ移動する間、前記直交方向において前記下流側移動ダイス片を前記上流側移動ダイス片よりも金属線材側へ弱い押圧力で押圧する
請求項7、又は、8に記載の金属線材同士の圧接およびバリ取り方法。
【請求項10】
前記移動Vブロックは、該移動Vブロックが線材方向へ移動する間、前記直交方向において前記上流側移動ダイス片を金属線材側へ押圧するとともに、前記下流側移動ダイス片を金属線材側へ押圧しない
請求項9に記載の金属線材同士の圧接およびバリ取り方法。
【請求項1】
金属線材の挿入を許容するダイス孔を構成する複数のダイス片からなるダイスと、
金属線材の直交方向において該金属線材に対して各側で対向する第一Vブロックおよび第二Vブロックで構成したVブロックとを設け、
前記複数のダイス片を、金属線材に対して前記直交方向における各側で対向配置し、
前記第一Vブロック側に配置した複数の前記ダイス片を第一ダイス片組に設定するとともに、前記第二Vブロック側に配置した複数の前記ダイス片を第二ダイス片組に設定し、
前記第一Vブロックと前記第二Vブロックとの金属線材側への押圧により、該押圧力を、前記ダイスによる金属線材の前記直交方向の押圧力と、金属線材の突合せ端部同士の線材方向の圧接力とに変換するよう、前記第一ダイス片組を前記第一Vブロックに嵌め込むとともに、前記第二ダイス片組を前記第二Vブロックに嵌め込んで構成し、
金属線材の突合せ端部同士の線材方向の圧接後に、前記第一Vブロックおよび前記第二Vブロックのうち少なくとも一方の側を、他方の側に対して線材方向へ相対移動させるよう構成した
金属線材同士の圧接およびバリ取り装置。
【請求項2】
前記相対移動させる構成は、前記第一Vブロックと前記第二Vブロックとを線材方向において互いに異なる方向に移動させる構成である
請求項1に記載の金属線材同士の圧接およびバリ取り装置。
【請求項3】
前記第一Vブロックおよび前記第二Vブロックのうち、少なくとも一方の線材方向へ沿って移動するVブロックを、移動Vブロックに設定するとともに、前記第一ダイス片組および前記第二ダイス片組のうち、前記移動Vブロックに嵌め込まれるダイス片組を移動ダイス片組に設定し、
前記移動ダイス片組のうち、金属線材の突合せ端部に対して前記移動Vブロックの線材方向に沿った移動方向の下流側に配置したダイス片を下流側移動ダイス片に設定するとともに、上流側に配置したダイス片を上流側移動ダイス片に設定し、
前記移動Vブロックを、該移動Vブロックが線材方向へ移動する間、前記直交方向において前記下流側移動ダイス片を前記上流側移動ダイス片よりも金属線材側へ弱い押圧力で押圧する構成で構成した
請求項1、又は、2に記載の金属線材同士の圧接およびバリ取り装置。
【請求項4】
前記移動Vブロックを、前記移動Vブロックが線材方向へ移動する間、前記直交方向において前記上流側移動ダイス片を金属線材側へ押圧する構成で構成するとともに、前記下流側移動ダイス片を金属線材側へ押圧しない構成で構成した
請求項3に記載の金属線材同士の圧接およびバリ取り装置。
【請求項5】
請求項1から4のいずれかに記載の金属線材同士の圧接およびバリ取り装置を、
前記直交方向において並列配置した複数の金属線材ごとに、前記直交方向に並設した
金属線材同士の圧接およびバリ取りシステム。
【請求項6】
請求項1から4のいずれかに記載の金属線材同士の圧接およびバリ取り装置において、前記第一Vブロックおよび前記第二Vブロックのうち、少なくとも一方の線材方向へ沿って移動するVブロックを、移動Vブロックに設定し、
前記移動Vブロックを線材方向に沿って移動させるブロック移動手段を備え、
前記ブロック移動手段を、
前記直交方向において複数の金属線材とともに並列配置された複数のVブロックのうち、金属線材間において隣合う一対の前記移動Vブロックの双方を同一方向に移動させる構成とした
請求項5に記載の金属線材同士の圧接およびバリ取りシステム。
【請求項7】
金属線材の直交方向において該金属線材に対して各側で対向する第一Vブロックと第二Vブロックとで構成されるVブロックを、金属線材側へ押圧することにより、金属線材の挿入を許容するダイス孔を構成する複数のダイス片からなるダイスで金属線材を挟み込むとともに、
前記ダイスを、線材方向に移動させて金属線材の突合せ端部同士を線材方向に圧接する金属線材の突合せ端部同士の圧接部分のバリ取り方法であって、
前記複数のダイス片のうち、前記第一Vブロックに嵌め込まれるダイス片を、第一ダイス片組に設定するとともに、前記第二Vブロックに嵌め込まれるダイス片を、第二ダイス片組に設定し、
金属線材の突合せ端部同士の線材方向の圧接と同時に、該圧接により金属線材の外周に生じたバリを、前記第一ダイス片組の線材方向の間と、前記第二ダイス片組の線材方向の間との双方の間に挟み込み、
金属線材の突合せ端部同士の線材方向の圧接後に、前記第一Vブロックおよび前記第二Vブロックのうち少なくとも一方の側を、他方の側に対して線材方向に沿って相対移動させてバリを除去する
金属線材同士の圧接およびバリ取り方法。
【請求項8】
前記相対移動させる工程において、前記第一Vブロックと前記第二Vブロックとを線材方向において互いに異なる方向に移動させた
請求項7に記載の金属線材同士の圧接およびバリ取り方法。
【請求項9】
前記第一Vブロックおよび前記第二Vブロックのうち、線材方向へ移動する少なくとも一方のVブロックを、移動Vブロックに設定するとともに、前記第一ダイス片組および前記第二ダイス片組のうち、前記移動Vブロックに嵌め込まれるダイス片組を移動ダイス片組に設定し、
前記移動ダイス片組のうち、金属線材の突合せ端部に対して前記移動Vブロックの線材方向に沿った移動方向の下流側に配置したダイス片を下流側移動ダイス片に設定するとともに、上流側に配置したダイス片を上流側移動ダイス片に設定し、
前記移動Vブロックは、該移動Vブロックが線材方向へ移動する間、前記直交方向において前記下流側移動ダイス片を前記上流側移動ダイス片よりも金属線材側へ弱い押圧力で押圧する
請求項7、又は、8に記載の金属線材同士の圧接およびバリ取り方法。
【請求項10】
前記移動Vブロックは、該移動Vブロックが線材方向へ移動する間、前記直交方向において前記上流側移動ダイス片を金属線材側へ押圧するとともに、前記下流側移動ダイス片を金属線材側へ押圧しない
請求項9に記載の金属線材同士の圧接およびバリ取り方法。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−131264(P2011−131264A)
【公開日】平成23年7月7日(2011.7.7)
【国際特許分類】
【出願番号】特願2009−294859(P2009−294859)
【出願日】平成21年12月25日(2009.12.25)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
【公開日】平成23年7月7日(2011.7.7)
【国際特許分類】
【出願日】平成21年12月25日(2009.12.25)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
[ Back to top ]