
国際特許分類[B23K31/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスに関連する方法であって,特殊な物品または目的のために特に適合するが,メイングループ1/00から28/00のいずれのメイングループにも包含されないもの (1,179)
国際特許分類[B23K31/00]の下位に属する分類
ハンダ付または溶接に関連するもの (398)
切断またはデザーフエーシングに関連するもの
材料の特性,例.溶接性,の調査に関連するもの
国際特許分類[B23K31/00]に分類される特許
131 - 140 / 781
高周波誘導加熱残留応力改善法
【課題】き裂がある配管の溶接継手部についても高周波誘導加熱残留応力改善法を適用するべく、この高周波誘導加熱残留応力改善法が適用可能なき裂の寸法等を明確にした、高周波誘導加熱残留応力改善法を提供する。
【解決手段】オーステナイト系ステンレス鋼製配管1の、ティグ溶接で形成された溶接継手部2の内面の残留応力を改善すべく、溶接継手部2の外周に溶接継手部2を中心にして高周波誘導コイルを所定幅で配置し、配管1内に冷却水を流しながら高周波誘導コイルに高周波電流を流して溶接継手部を加熱する高周波誘導加熱残留応力改善法である。配管の内面にき裂があるか否かを超音波探傷試験で調べ、超音波探傷試験によって配管の内面にき裂があり、き裂の深さが、配管の厚さをtとするとこの厚さtの3/8倍以下であり、かつ、き裂の長さが配管の全周の長さ以下であることが確認された場合に、実施する。
(もっと読む)
タービンロータの補修溶接方法

【課題】小径のタービンロータであっても溶接工程を通じて施工面に安定してフラックスを堆積させることで、タービンロータの補修をサブマージアーク溶接で行うのが容易なタービンロータの補修溶接を提供する。
【解決手段】 回転軸が水平に支持されたタービンロータ10をその回転軸を中心に回転させながら、溶接施工面に第1供給ホッパ21からフラックスFを供給し、堆積されたフラックスF中に溶接トーチ30の溶接ワイヤ31を挿入してサブマージアーク溶接により肉盛り溶接を行う、タービンロータの補修溶接方法において、施工面からのフラックスの落下を防止する第1じゃま部材41をタービンロータ10に近接して配置する。肉盛り溶接が連続的に行われる間、肉盛り溶接部を含むタービンロータ10の径が大きくなるのに対応して、第1じゃま部材41とタービンロータ10の間隔を一定に保つように、第1じゃま部材41の位置を制御することが好ましい。
(もっと読む)
配管の残留応力改善方法と、その施工管理方法
【課題】350℃未満の施工温度で配管の溶接部近傍内面に作用している引張残留応力を圧縮化する方法を提供する。
【解決手段】配管溶接部近傍を外面からのヒータ加熱により350℃未満の施工温度に加熱した後、配管内部に冷却水を供給して内面を急冷する工程を少なくとも2回以上繰り返す。施工管理については、冷却水を供給して内面を急冷した際の外面温度の低下速度と温度測定位置の配管板厚に基づき内外面の温度差を評価し、内外面の温度差により生じる熱応力が配管材料の降伏応力以上であることを確認する。
(もっと読む)
金属部品の補修方法及び補修された金属部品
【課題】冷却孔近傍の肉盛溶接補修を行う場合でも、溶接割れを低減可能な金属部品の補修方法及び補修された金属部品を提供する。
【解決手段】高温に曝されると共に冷却のための冷却孔15を有する動翼11において、冷却孔15に近接して発生した亀裂と共に冷却孔15の一部を表面側から開先加工し、開先加工後、共金系材料のワイヤ22を用いて、冷却孔15を孔埋め加工し、孔埋め加工した部分をスムージング加工し、開先加工した部分及びスムージング加工した部分に肉盛溶接を行って、肉盛部25を形成し、ワイヤ22及び肉盛部25に当初の冷却孔15を再加工して、動翼11を肉盛溶接により補修する。
(もっと読む)
溶接構造体
【課題】脆性亀裂の伝播を停止させる溶接構造体であって、合金を多く含む高コストなアレスター材を用いず簡単な加工により、脆性亀裂が万一発生した場合でも大規模破壊に至る前にその伝播を停止させるようにした溶接構造体を提供する。
【解決手段】2枚の金属板2aが溶接により継ぎ合わされてなる接合板2と、接合板2に溶接により接合される被接合板4と、を備え、2枚の金属板2a間の溶接継手部6が、被接合板4に向かって接合板2と被接合板4との接合位置付近まで延びている溶接構造体において、溶接継手部6が被接合板4に向かう方向において、溶接継手部6と被接合板4とが接触しないとともに、溶接継手部6と被接合板4との間に接合板2と被接合板4とを接合する溶接部が存在しないように構成されている。
(もっと読む)
超音波ショットピーニング施工装置
【課題】円滑な移動及びショットの漏れ防止を図ること。
【解決手段】エア供給管26からのエアがショットホルダ部17の内部に放出されると、多数のショット22は舞い上がって、振動部20及びプレート部材7表面間で衝突を繰り返し、プレート部材7の表面に対するショットピーニング処理が開始される。また、施工ヘッド押圧手段12が施工ヘッド10と共にプレート部材7表面の溶接部に沿って移動する。このとき、チャンバ部材21よりも下方に向かって長く伸びているブラシ部材23及びゴム製カバー部材24の下端部だけがプレート部材7の表面に接触し、摩擦が小さくなるので円滑な移動が可能になる。
(もっと読む)
修理方法及び一体型翼車
【課題】根本部7の機械的強度を維持しつつ、摩擦接合により補修翼33の基端面を根本部7の先端面に高精度に接合させて、動翼5の修理精度を十分に向上させること。
【解決手段】結合ボルト15の締め付けによって第1サポート部材9と第2サポート部材11を一体的に結合させ、かつサブ結合ボルト29の締め付けによって第1サポート部材と第2サポート部材からあるサポートユニットUをディスク3に一体的に結合させ、基端面が根本部7の先端面よりも大きくなるように余肉33eを有した補修翼33を用い、摩擦接合により補修翼33の基端面を根本部7の先端面及びサポートユニットUの頂面に接合させること。
(もっと読む)
溶接継手
【課題】鋼橋など優れた疲労特性が要求される鋼構造物に好適な、溶接部に新たな応力集中部となる変形を与えずに圧縮残留応力を導入し疲労強度を向上させた溶接継手を提供する。
【解決手段】鋼材の溶接継手であって、ハンマーピーニングまたは超音波衝撃処理の振動端子によって溶接ビードに沿って鋼材表面に連続形成された打撃痕を有し、前記振動端子は、その先端部に、進行方向直角断面の頂部が曲率半径:1mm以上10mm以下の円弧状で、または、進行方向直角断面の頂部が0.1mm以下の直線部の両端に曲率半径0.1mm以上2mm以下の面取り部を有し、または進行方向直角断面の頂部が短径が1mm以上で短径/長径≦2の楕円形の長径側の円弧状で、進行方向に長さ:1mm以上10mm以下の幅を有し、前記打撃痕は、前記振動端子によって、溶接止端より母材側に5mm、好ましくは0.5〜5mmの領域に、最大深さが0.03mm以上0.50mm未満に形成する。
(もっと読む)
管端溶接部の補修構造及び管端溶接部の補修方法
【課題】シェル内を流れる液体の、管板外への漏洩及び伝熱管内への漏洩のいずれをも防止した、管端溶接部の補修構造及び管端溶接部の補修方法を提供する。
【解決手段】流体を流動させるための筒状のシェルと、シェルの開口部に設けられた管板3と、シェル内に配置され、かつ管板3の貫通孔に内挿された伝熱管4とを有し、伝熱管4がその端部にて溶接により管板3にシール材11で固定されてなる管端溶接部の補修構造である。筒部21とその一端側に設けられてその外側に張り出す鍔部22とからなるキャップ部材20が、筒部21が伝熱管4に内挿され、鍔部22がシール材11を覆って配置され、鍔部22が管板3に液密に溶接されてなるとともに、筒部21が伝熱管4に液密に溶接されてなる。
(もっと読む)
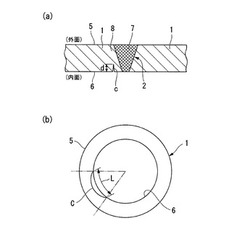
鋼製部材へのライニングプレートの固定構造
【課題】鋼製容器等の塔槽類などを構成する鋼板等の鋼製部材に直接溶融溶接できないチタン等からなるライニングプレートを密封状態で固定することができる鋼製部材へのライニングプレートの固定構造を提供する。
【解決手段】胴板1上に金属からなるライニングプレート5を固定する固定構造であって、胴板1上に配置されたライニングプレート5に開口部6が設けられ、この開口部6に鋼製の孔付きの座金7が胴板1にライニングプレート5を押え付けるように嵌合され、この座金7の貫通孔71の内周面と胴板1の表面とが溶接されることにより、胴板1にライニングプレート5が固定され、ライニングプレート5上にこのライニングプレート5と同じ金属からなる蓋部材8が座金7を覆うように配置され、この蓋部材8の外周縁部とライニングプレート5の表面とがシール溶接されている。
(もっと読む)
131 - 140 / 781
[ Back to top ]