
Fターム[4E081AA12]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 目的、効果(突合せ溶接) (656) | 能率向上と省力化 (194)
Fターム[4E081AA12]の下位に属するFターム
溶接、溶着速度の向上 (15)
施工の容易化 (79)
溶接(施工)の機械化、自動化 (54)
Fターム[4E081AA12]に分類される特許
1 - 20 / 46
UOE鋼管のシーム溶接方法
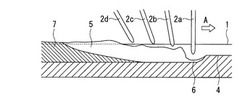
【課題】多電極(少なくとも3電極)のサブマージアーク溶接でUOE鋼管のシーム部を溶接するにあたって、溶接を終了する側で生じる余盛不足を短く抑えることによって、タブ板長さを短縮することが可能となり、ひいてはUOE鋼管の生産性を向上できるシーム溶接方法を提供する。
【解決手段】一方のタブ板から溶接を開始してUOE鋼管1のシーム部を溶接した後、他方のタブ板で第1電極2aのアークを停止し、次に第1電極のアーク停止位置近傍で第2電極2bのアークを停止し、さらに第3電極2c以降は第1電極のアーク停止位置を通過した後に同一位置でアークを停止する。
(もっと読む)
耐圧潰性および耐サワー性に優れた高強度ラインパイプおよびその製造方法
【課題】耐圧潰性および耐サワー性能を低下させることなく、高生産性、低コストで製造できる高強度ラインパイプおよびその製造方法を提供することを目的とする。
【解決手段】厚鋼板からなる母材を管状に成形し、その突合せ部を2層以上の溶接によって接合した溶接鋼管であって、質量%で、C: 0.02〜0.08%、Si: 0.01〜0.50%、Mn: 0.5〜1.5%その他一定含有量のP、S、Al、Nb、
Ca、Oを含有し、さらに、一定量のCu、Ni、Cr、Moの中から選ばれる1種以上を含有し、さらに、Ceqが0.30以上、PHICが1.00以下、ACRが1.0〜6.0で、残部Feおよび不可避的不純物からなり、管厚全域で島状マルテンサイト(M−A)の体積分率が4%以下で、母材表層部、母材管厚中心部の金属組織と硬さを規定した耐圧潰性および耐サワー性に優れた高強度ラインパイプ及びその製造方法。
(もっと読む)
耐圧潰性および耐サワー性に優れた高強度ラインパイプおよびその製造方法
【課題】耐圧潰性および耐サワー性能を低下させることなく、高生産性、低コストで製造できる高強度ラインパイプおよびその製造方法を提供することを目的とする。
【解決手段】厚鋼板からなる母材を管状に成形し、その突合せ部を2層以上の溶接によって接合した溶接鋼管であって、質量%で、C: 0.02〜0.08%、Si: 0.01〜0.50%、Mn: 0.5〜1.5%その他一定含有量のP、S、Al、Nb、
Ca、Oを含有し、さらに、一定量のCu、Ni、Cr、Moの中から選ばれる1種以上を含有し、さらに、Ceqが0.30以上、PHICが1.00以下、ACRが1.0〜6.0で、残部Feおよび不可避的不純物からなり、管厚全域で島状マルテンサイト(M−A)の体積分率が1%以下で、母材表層部、母材管厚中心部の金属組織と硬さを規定した耐圧潰性および耐サワー性に優れた高強度ラインパイプ及びその製造方法。
(もっと読む)
造管設備に適用される鉄板ストリップ接合装置

【課題】厚板ストリップの接合熔接を速かに遂行しながらも熔接部の品質を向上させることができる鉄板ストリップ接合装置を提供する。
【解決手段】先行鉄板ストリップの後端部を切断する第1切断ユニットと;後行鉄板ストリップの先端部を切断する第2切断ユニットと;第1切断ユニットを前後進移送する第1移送手段と;第2切断ユニットを前後進移送する第2移送手段と;第1切断ユニットと第2切断ユニットの間に配置される熔接ユニットとを含んでなる鉄板ストリップ接合装置であって、第1上部刃と前記第2上部刃が互いに対向方向に傾いて設置されることにより、前記両鉄板ストリップの端部が互いに突き合わせられてV字形を成すようにした状態で、前記熔接ユニットによって熔接を実施する装置。
(もっと読む)
洋上高圧ガス配管構造
【課題】温度条件の過剰仕様を改善して最適化するとともに、配管重量の低減や施工性の向上を実現できる洋上高圧ガス配管構造を提供する。
【解決手段】ガスの液化及び/または液化ガスの再ガス化を行う装置を備えた浮体設備に配設されて気化したガスを取り扱う洋上高圧ガス配管構造において、洋上高圧天然ガス配管14の配管素材として2相ステンレス材を用い、配管素材の溶接部20に、1層目にティグ(TIG)溶接層21を形成した後、炭酸ガスアーク溶接層22とティグ溶接層21とを交互に形成した多層溶接が施されている。
(もっと読む)
溶接鋼管の製造方法
【課題】溶接部の品質性に優れていると共に生産効率性を向上し得る溶接鋼管の製造方法を提供する。
【解決手段】鋼帯1を連続的に管状に曲成して直線シーム素管2を成形し、素管のシーム部を溶接して溶接鋼管を製造する製造方法において、素管のシーム部の内面側における素管の肉厚の1/2〜1/8の部位だけを高周波溶接3し、その溶接直後に溶接部の内面溶接ビード30及び外面溶接ビード31を切削して除去する。次いで、シーム部の外側面をサブマージアーク溶接で溶接4する。
(もっと読む)
横向溶接法及びそのための接合構造
【課題】横向溶接法及びそれに適した接合構造を提供する。
【解決手段】 2つの部品間に溶接接合部を形成する方法であって、本方法は、第1の部品(100)と第2の部品(200)を整列させて、第1の部品(100)と第2の部品(200)の間に、第1の部品(100)の突出部(122)と第2の部品(200)の陥凹部(222)とを含む接合部(300)であって、突出部(122)と陥凹部(222)とが相補的な形状を有する接合部(300)を形成するステップと、各々の主軸線(140,240)が縦向きに配向されるように第1の部品(100)と第2の部品(200)を配向するステップと、接合部(300)に沿って位置した略横向配向根元開口部(310)で第1の部品(100)と第2の部品(200)を溶接するステップ(730)とを含む。
(もっと読む)
バックシールド材を用いた配管の突合せ溶接開先継手の溶接方法
【課題】鋼管の突合せ溶接において管内面のシールドを異物を残さずに簡便かつ容易に行える溶接方法の提供。
【解決手段】配管3と、溶接検査用のγプラグ孔7のある配管5と、管内に装着されたバックシールド材1とを備え、バックシールド行う突合せ溶接方法において、帯状耐熱クロスが配管3の内径に対応して渦巻状に巻回されたバックシールド材1を管内面に装着し、このバックシールド材の中心からの一端部と、バックシールド材を配管5のγプラグ孔7よりも開先側に装着し、このバックシールド材1の中心から一端部とをγプラグ孔7から引き出し、開先を合わせ、バックシールドガスを供給した後に両配管を開先溶接し、溶接完了後にγプラグ孔7から引き出されたバックシールド材1の一端部を引っ張ることにより、配管5内のバックシールド材1と配管3内のバックシールド材を順次引き抜いてバックシールド材1を両配管から除去する。
(もっと読む)
鋼管のMIG溶接装置および溶接方法
【課題】クラッド鋼管を含むオーステナイト系ステンレス鋼管のMIG溶接方法を提供する。
【解決手段】溶接対象とする鋼管6同士を固定し、鋼管芯合わせを行い、バックシールドガス供給機能およびバックシールドガスの気密機能を持つクランプ装置7は、溶接開先11の背面に平行に銅製裏当て21を配置し、溶接開先11の背面と銅製裏当て21との間隔を0.1〜0.5mmの間隔に固定し、溶接開先11の背面と、銅製裏当て21および管内壁面をクランプし、鋼管芯合わせを行う鋼製クランプシュー26により構成されるバックシールドガスを充填する空間22を有する機構を備える。
(もっと読む)
鋼管矢板用ガスシールドアーク溶接装置
【課題】鋼管矢板の本管と連結継手とのガスシールドアーク溶接装置において、トーチ周りのスペースが狭くても健全な溶接部が得られると共に本管長手方向に変形が生じない鋼管矢板を高能率に溶接することができる鋼管矢板用ガスシールドアーク溶接装置を提供する。
【解決手段】鋼管矢板の本管と連結継手とを溶接するガスシールドアーク溶接装置であって、複数の走行台車のそれぞれに設置した1対の2電極溶接トーチを備え、先行電極の前方および後行電極の後方に、シールドガスの噴出し口が扁平形状のシールドガスノズルを有することを特徴とする鋼管矢板用ガスシールドアーク溶接装置。
(もっと読む)
立向姿勢溶接装置
【課題】生産効率の向上を実現し、高張力鋼板の突合せ溶接にも適用可能としたうえで、溶接金属に酸化やブローホールなどの欠陥を生じさせることなく立向姿勢での突き合わせアーク溶接を行い得る立向姿勢溶接装置を提供する。
【解決手段】立向姿勢にある一対の厚板鋼板W,Wの端面Wa,Wa間に形成されるI形開先Wb内に溶接ワイヤ2を送出する溶接トーチ3と、I形開先Wbに沿って溶接トーチ3を移動させる台車5,スライドユニット6と、これらにより溶接トーチ3を上下動させると共にワイヤ送出量を制御することで、溶接トーチ3から送出される溶接ワイヤ2の先端部分2aをI形開先Wb内で往復動させて、溶接金属2Aを順次積層させる制御手段20と、I形開先Wbの外側からI形開先Wb内にシールドガスを供給するノズル8と、溶接トーチ3に装着されて溶接トーチ3から積層した溶接金属2AまでのI形開先Wbを覆うガス受け10を備えた。
(もっと読む)
管体および管体の製造方法
【課題】フランジ部の溶接部近傍での亀裂の発生を抑える。
【解決手段】管体は、フェライト系ステンレス鋼製の管本体と、フランジ部と、溶接部とを備える。フランジ部は、管本体の軸方向端部が径方向外側に曲げられて形成された環状の部分である。溶接部は、管本体とフランジ部とに渡って設けられる。そして、フェライト系ステンレス鋼にNiを添加した場合のNi当量nと降伏応力σとの関係がσ=an+b(a,bは定数)である場合において、溶接部におけるNi当量pと、管本体の板厚に対する前記溶接部の板厚の比qとは、x-y座標系において、点(p,q)が、x=(300-b)/a、x=(355-b)/a、y=355/(ax+b)、y=300/(ax+b)を示すラインL1〜L4で囲まれた領域内に位置するように設定されている。
(もっと読む)
管材の溶接方法およびシールドガス充填用発泡剤
【課題】シールドガス保持性能および施工性を向上できる管材の溶接方法およびシールドガス充填用発泡剤を提供すること。
【解決手段】この管材の溶接方法では、管材1の内部に泡沫層Sが形成され、この泡沫層Sにより封止された空間にシールドガスが充填された後に、管材1、1の溶接が行われている。このとき、泡沫層Sの形成にあたり、ケラチンタンパク質を含むシールドガス充填用発泡剤が用いられている。また、スプレー装置2にシールドガス充填用発泡剤が充填され、そのノズル22を介して管材1の内部にシールドガス充填用発泡剤が噴射されている。
(もっと読む)
溶接鋼管の製造方法
【課題】石油や天然ガスの採掘および輸送に使用される高強度高靱性な溶接鋼管、特にシーム溶接部の余盛高さが低く均一な溶接鋼管の製造方法を提供する。
【解決手段】両幅端に開先加工を行った板厚15mm以上の鋼板を幅方向に筒状に冷間加工し、その突合せ部に仮付け溶接を行った後に、内外面1層ずつの多電極サブマージアーク溶接によってシーム溶接する溶接鋼管の製造方法において、内面側溶接、外面側溶接の少なくとも一方のシーム溶接を行う前に、開先断面積を全長に渡って連続測定して平均値を求め、当該平均値をもとに、または溶接直前において求めたものをもとに、溶接ビードの余盛高さが0.1mm以上3.0mm以下になるように溶接する。
(もっと読む)
帯状金属薄板の突合せ接合装置
【課題】 幅広の帯状金属薄板であっても、先行の帯状金属薄板の終端と後行の帯状金属薄板の始端との突き合せ作業を簡単且つ正確に行えるようにする。
【解決手段】 先行の帯状金属薄板W1及び後行の帯状金属薄板W2を載置する作業用テーブル2を設けたキャビネット本体1と、先行の帯状金属薄板W1の終端部上面及び後行の帯状金属薄板W2の始端部上面を保持する上部クランプ4と、先行の帯状金属薄板W1と後行の帯状金属薄板W2の突合せ部近傍を上部クランプ4とで挾持固定する下部治具5と、両帯状金属薄板W1,W2の位置決めを行うセンタープレート6と、両帯状金属薄板W1,W2の突合せ部を突合せ溶接する溶接装置8とを具備した帯状金属薄板の突合せ接合装置に於いて、下部治具5に、先行の帯状金属薄板W1の終端部と後行の帯状金属薄板W2の始端部とを下部治具5の上面へ密着状に保持固定するワーククランプ7を配設する。
(もっと読む)
棒鋼のガスシールドアークエンクローズ溶接用裏当材
【課題】 本発明は、異形棒鋼等の棒状の被溶接材をその端部で突合せガスメタルアーク溶接する場合に使用される新規の裏当材を提供するものである。
【解決手段】 矩形板状のセラミックス部材であり、棒状被溶接材との当接面は凹凸のない平坦面であり、この面の側の矩形幅方向両端部に所定幅以上の非セラミックス繋止用粘着テープが添着され、前記当接面と反対側の裏面には矩形長手方向に直交する方向に所定角度以下の楔形溝が所定間隔以下に形成されていることを特徴とする棒状部材のガスシールドアークエンクローズ溶接用裏当材
(もっと読む)
棒状部材に対するガスメタルエンクローズ溶接装置
【課題】溶接装置として裏当金部とシールドヘッド部とで構成して行なうための新規のガスメタルエンクローズ溶接装置を提供するものである。
【解決手段】所定の開先間隔を設けて同軸上に開先面を対向配置された一対の棒状の被溶接材の両端部の所定部分を略半周包囲する裏当金と、この裏当金の中央所定部分に対向挿入され当該裏当金と反対側の被溶接材の両端部の残りの略半周を包囲するシールドヘッド部材と、このシールドヘッド部材の中央部に被溶接材の対向軸に略垂直方向に形成された溶接操作のための矩形状開口部と、この矩形状開口部の対向する長径面に平行する少なくとも一対のシールドガス吐出溝と、この吐出溝には先端部に被溶接材の外周に沿うように所定幅の半環状開口部が対向して設けられ、かつ、吐出溝の中間部には吐出されるシールドガス流を均一化する整流体を配置して行なうようにした棒状部材に対するガスメタルエンクローズ溶接装置。
(もっと読む)
ボックス柱の製造方法およびボックス柱
【課題】溶接によるスキンプレートの材質劣化を低減することができるボックス柱の製造方法およびボックス柱を提供する。
【解決手段】この実施の形態に係るボックス柱の製造方法においては、4枚のスキンプレート(鋼板)1を断面形状が方形の箱型に組み合わせて、隣接するスキンプレート1どうしを内側から隅肉溶接3を行うことにより、建築構造用のボックス柱(四面ボックス柱)2を製造する。前記隅肉溶接3の際に、スキンプレート1端部の開先加工は必要としない。このようにすることにより、溶接入熱を低減できるので、スキンプレート1への熱影響を低減でき、スキンプレート1の強度や靭性の低下を抑えることができる。
(もっと読む)
T型継手の貫通溶接方法及び貫通溶接構造物
【課題】上板側に形成される開先溝や継手ギャップを不要にし,上板表面側からの1パス溶接で下側の立板側まで確実に溶融接合して,十分な溶接強度を得ること。
【解決手段】上板の板厚T1より厚肉の立板3上面に1枚重ね配置された上板1表面又は2枚並列に突合せ配置された上板1,2表面から下側の立板3まで溶融接合するT型継手の貫通溶接方法において,不活性ガスのシールドガス9bを流出するシールドガス供給手段を用いて非消耗電極方式のアーク溶接を遂行すると同時に,溶け込み深さ促進性のフラックス剤が充填されているフラックス入りワイヤ4をアーク6溶接部分に送給しながら下側の立板3まで溶融させ,少なくとも上板裏面貫通後の立板3側の溶け幅wを前記上板1,2の板厚T1より大きく(w>T1)形成,又は上板1,2裏面の貫通部分若しくは立板3側の溶け幅w部分の溶接断面積Aを上板1,2側の板厚断面積B1より大きく(A>B1)形成する。
(もっと読む)
両側溶接方法及び両側溶接構造物
【課題】両側溶接が必要な厚板の管部材や板部材の両面U型開先継手を対象に、低変形で高能率及び高品質な両側積層溶接部を得ると共に、生産性向上及びコスト低減に有効な両側溶接方法及び両側溶接構造物を提供する。
【解決手段】前記両面U型開先継手の板厚Tの中央部又はその近傍に形成されている表側の開先3の底部を初層裏波溶接し、初層溶接部分15を含む開先3の底部から溶接前開先深さHo1又は二等分板厚Tの1/5以上2/5以下の範囲である積層ビード高さHbに到達するか或いは溶接前開先深さHo1の4/5以下3/5以上の範囲である残存開先深さHkに到達するか或いは開先肩幅w1、w2収縮量の所定の上限値が2mmに接近するまで表側積層溶接し、その後に裏側のU型開先継手の開先底部B2から開先上部の最終層まで裏側積層溶接し、その後に表側の残り開先部分から開先上部の最終層まで表側積層溶接する。
(もっと読む)
1 - 20 / 46
[ Back to top ]