
車両補強用中空部材

【課題】接合部信頼性、エネルギーコスト、表面性状、製品形状の各点で有利に製造できる、車両補強用中空部材を提供する。
【解決手段】C:0.15〜0.20質量%、Si:0.01〜0.5質量%、Mn:1.5〜3.0質量%、P:0.020質量%以下、S:0.005質量%以下、N:0.005質量%以下、Al:0.01〜0.05質量%、Ti:0.1質量%以下、Nb:0.1質量%以下、B:0.0005〜0.0030質量%以下を含有し、残部がFe及び不可避的不純物であり、焼戻しマルテンサイト相:95体積%以上且つ残留オーステナイト相:5体積%未満を含む組織の電縫鋼管を素管に用い、該素管の管長さ方向の一部分における管周方向の全域若しくは一部に対し熱処理を施してなり、該熱処理部3の引張強度が未熱処理部4に比し400MPa以上低く、且つ、前記熱処理部3の引張強度と伸びの積が12000MPa・%以上である。
【解決手段】C:0.15〜0.20質量%、Si:0.01〜0.5質量%、Mn:1.5〜3.0質量%、P:0.020質量%以下、S:0.005質量%以下、N:0.005質量%以下、Al:0.01〜0.05質量%、Ti:0.1質量%以下、Nb:0.1質量%以下、B:0.0005〜0.0030質量%以下を含有し、残部がFe及び不可避的不純物であり、焼戻しマルテンサイト相:95体積%以上且つ残留オーステナイト相:5体積%未満を含む組織の電縫鋼管を素管に用い、該素管の管長さ方向の一部分における管周方向の全域若しくは一部に対し熱処理を施してなり、該熱処理部3の引張強度が未熱処理部4に比し400MPa以上低く、且つ、前記熱処理部3の引張強度と伸びの積が12000MPa・%以上である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車両補強用中空部材に関する。本発明にいう車両補強用中空部材とは、自動車骨格部品の中でも特に部品長さ方向に曲がりを有する車両補強用部品例えばAピラー・リンフォースメントのような部品の素材として、曲げ加工されて当該部品とされる中空部材であって、部材長さ方向において曲げ加工される部位がその他の部位よりも軟質で曲げ加工性が良好であり、且つその他の部位では十分な部材強度(ひいては部品強度)が確保される中空部材の事である。
【背景技術】
【0002】
上記車両補強用中空部材を得る方法としては、強度の異なる鋼板をテーラード溶接したものを管素材として造管してテーラードチューブとなす方法(特許文献1)がある。又、鋼管ではないが、形材においては全体の一部と他部とで強度差をつけるために部分領域毎に焼入れする方法(特許文献2)がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−314102号公報
【特許文献2】特表2010−539326号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
テーラードチューブを得る方法では、電縫溶接部以外にも接合部としてテーラード溶接部を有するため、接合部信頼性が十分でない。又、部分焼入れによる方法は、高温域(オーステナイト域)への加熱を要し、エネルギーコストが高い、酸化スケールによる肌荒れが大きい、熱歪みにより変形が生じる、などの問題がある。これらの点が課題であった。
本発明は、接合部信頼性、エネルギーコスト、表面性状、製品形状の各点で有利に製造できる、引張強度(TS)1470MPa以上級の車両補強用中空部材を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記課題を解決した本発明は、次のとおりである。
(1) C:0.15〜0.20質量%、Si:0.01〜0.5質量%、Mn:1.5〜3.0質量%、P:0.020質量%以下、S:0.005質量%以下、N:0.005質量%以下、Al:0.01〜0.05質量%、Ti:0.1質量%以下、Nb:0.1質量%以下、B:0.0005〜0.0030質量%以下を含有し、残部がFe及び不可避的不純物であり、焼戻しマルテンサイト相:95体積%以上且つ残留オーステナイト相:5体積%未満を含む組織をなし、引張強度が1470MPa以上である電縫鋼管を素管に用い、該素管の管長さ方向の一部分における管周方向の全域若しくは一部に対し500〜750℃に加熱後室温まで冷却する熱処理を施してなり、該熱処理部の引張強度が未熱処理部に比し400MPa以上低く、且つ、前記熱処理部の引張強度と伸びの積が12000MPa・%以上であることを特徴とする車両補強用中空部材。
(2) 前記電縫鋼管は、Cu:0.20質量%以下を含有することを特徴とする(1)に記載の車両補強用中空部材。
【発明の効果】
【0006】
本発明によれば、例えばAピラー・リンフォースメントのような車両補強用部品の素材としての車両補強用中空部材を、接合部信頼性、エネルギーコスト、表面性状、製品形状の各点で有利に製造できる。即ち、本発明では電縫鋼管である素管の長さ方向の一部分における管周方向の一部若しくは全域に500〜750℃加熱後冷却という熱処理を施すから、テーラード溶接部の如き余分な接合部を含まない分だけ接合部信頼性に優れ、又、焼入れ強化に比べて低温で熱処理する分、エネルギーコストは下がり、酸化スケール及び熱変形の悪影響は軽減する。
【図面の簡単な説明】
【0007】
【図1】本発明の実施例1を示す概略図である。
【図2】実施例1における(a)曲げ加工要領及び(b)引張試験採取位置を示す概略図である。
【図3】本発明の実施例2を示す概略図である。
【図4】実施例2における(a)曲げ加工要領及び(b)引張試験採取位置を示す概略図である。
【発明を実施するための形態】
【0008】
本発明では、部品長さ方向に曲がりを有する車両補強用部品の素材への要求性能を満たすべく、上記構成を採用した。以下、本発明に係る各要件の限定理由を説明する。
[化学組成]
(C:0.15〜0.20質量%)
Cは、オーステナイト相を安定化させる元素であると共に、電縫鋼管の強度を得る為に必要な元素である。C含有量が0.15質量%未満ではマルテンサイト単相組織であっても1470MPa以上の引張強度を得る事が困難となる。一方、0.20質量%を超えると、鋼管の強度が過剰に上昇し、加工性が劣化する。この為、C量は0.15〜0.20質量%の範囲とする。好ましくは0.17〜0.19質量%の範囲である。
【0009】
(Si:0.01〜0.5質量%)
Siは、電縫溶接部の健全性を確保する為に添加され、その効果はその含有量が0.01〜0.5質量%で発揮される為、Siの含有量を0.01〜0.5質量%とする。
(Mn:1.5〜3.0質量%)
Mnは、管素材に用いる冷延鋼板のオーステナイトの焼入れ性を向上させて所望のマルテンサイトを生成させ、目標とする強度を確保するために必須な元素である。然し、含有量が1.5質量%未満であると、目標とする1470MPa以上の引張強度を得る事が困難となる。一方、3.0質量%を超えると偏析が顕著となり、又、電縫鋼管の強度が過剰に上昇し、加工性が劣化する。それ故、Mn量は1.5〜3.0質量%の範囲とする。好ましくは、1.5〜2.0質量%の範囲である。
【0010】
(P:0.020質量%以下)
Pは、粒界偏析による粒界破壊を助長する元素であり、その含有はできるだけ低い方が望ましい為、その上限を0.020質量%とする。好ましくは0.010質量%以下である。特に溶接性向上の観点からは、0.008質量%以下とする事が好ましい。
(S:0.005質量%以下)
Sは、MnSなどの介在物となって、耐衝撃特性や耐遅れ破壊特性の劣化を誘引する為、その含有量は極力低くする事が望ましく、その上限を0.005質量%とする。好ましくは0.001質量%以下である。
【0011】
(Al:0.01〜0.05質量%)
Alは、脱酸の為に有効な元素であるので、0.01質量%以上含有させるものとする。然しながら、多量に添加すると鋼板(電縫鋼管の素材)中の介在物が増加して延性を低下させる為、その上限を0.05質量%とする。
(N:0.005質量%以下)
Nは、不可避的不純物であり、窒化物を形成する。特に含有量が0.005質量%超になると窒化物の形成により高温及び低温での延性が低下する。その為、N量は0.005質量%以下とする。
【0012】
(Ti:0.1質量%以下、Nb:0.1質量%以下)
Ti,Nbは何れも、炭化物や窒化物等の析出物を形成し、鋼の強度を上昇させる他、結晶粒を微細にする事により、降伏強度を高める為に有効な元素である。これらの効果を得る為には各0.01質量%以上の添加が好ましいが、各0.1質量%を超えるとその効果が飽和する。それ故Ti,Nb量は夫々0.1質量%以下とする。
【0013】
(B:0.0005〜0.0030質量%)
Bは、鋼の焼入れ性を向上させ、マルテンサイト単相組織をより容易に得る為に有効な元素である。然しながら、含有量が0.0005質量%未満の添加ではその添加効果に乏しく、一方0.0030質量%を超えて添加しても焼入れ性向上効果は飽和し、むしろ延性の低下が懸念される。それ故、B量は0.0005〜0.0030質量%の範囲とする。好ましくは0.0005〜0.0020質量%の範囲である。
【0014】
(Cu:0.20質量%以下)
Cuは、本発明では任意選択添加元素であるが、オーステナイト相を安定化させ、マルテンサイト単相組織を得やすくするだけでなく、腐食環境下において鋼板表層に濃化層を形成する事により鋼中への水素の侵入を抑制し、耐遅れ破壊特性を向上させる作用がある。然しながら、添加量が0.20質量%を超えるとこれらの効果は飽和する為、Cuは0.20質量%以下で含有させるものとした。
上記成分を除いた残部はFe及び不可避的不純物である。
[素管のTS≧1470MPa]
素管のTSが1470MPa未満であると、車両補強用中空部材の強度特性が不十分であるため、TS≧1470MPaとする。
[素管の組織]
素管の組織は、TS1470MPa級以上の高強度と十分な延性を確保するために、焼戻しマルテンサイト相:95体積%以上且つ残留オーステナイト相:5体積%未満(残留オーステナイト相が0体積%の場合も含まれる)を含む組織とする必要がある。好ましくは、焼戻しマルテンサイト単相組織である。
【0015】
尚、素管とする電縫鋼管は、上記組成の冷延鋼帯を連続焼鈍工程にて焼入れ・焼戻し処理し、得られた、焼戻しマルテンサイト相が95体積%以上で且つ残留オーステナイト相が5体積%未満の金属組織を有し、且つTS1470MPa以上である鋼帯を素材とし、これを管状にロール成形し、形成した被溶接衝合端部を電縫溶接する方法(即ち、通常の電縫溶接法)により、製造される。
[軟質化:Δ400MPa以上]
TS1470MPa以上の超高強度電縫鋼管に対しては、Δ400MPa以上の軟質化をさせないと軟質化部(熱処理部)の延性確保(TS×EL≧12000MPa・%)が難しく、部品形状設計の自由度(小R曲げ加工性)を向上させる事が難しい 上限はΔ700MPa程度とするのが望ましい。Δ700MPa程度を超えて軟質化しようとすると、加熱温度を高くする、加熱保持時間を長くする、冷却速度を速くする、の少なくとも何れか1つの措置をとらねばならず、熱伝導により所定部分以外の軟質化領域が増加し、軟質化領域の明瞭な区分けが困難となる。
[TS×EL≧12000MPa・%]
TS×ELが12000MPa・%未満では、軟質化部(熱処理部)の延性が不足し部品形状設計の自由度が小さい。本発明規定の組成及び組織の電縫鋼管に本発明規定の熱処理を施すことで、TS×EL≧12000MPa・%が達成できる。
[管体の熱処理]
(加熱温度:500〜750℃)
加熱温度が500℃未満では加熱保持時間が数秒以下の短時間加熱でΔ400MPa(TS低下分で400MPa)以上の軟質化を達成する事が困難であり、一方、750℃超では、水冷環境下で冷却速度が速い場合、焼入れ処理となり軟質化させることが困難となるばかりか、TS×ELバランスが12000MPa・%未満となり延性が低下する。又、加熱温度が高め、加熱保持時間が長め、冷却速度が遅めの場合、熱伝導により所定部分以外の軟質化領域が増加し、軟質化領域の明瞭な区分けができなくなる。よって、加熱温度:500〜750℃とする。
【0016】
加熱保持時間は数秒以下とし、TS1470MPa以上を確保する領域(未熱処理部)の温度が450℃以上に熱伝導で上昇しないように所定部分(熱処理施工部)を加熱することが望ましい。
加熱手段は、誘導加熱、レーザー加熱などエネルギー密度が高く、所定部位のみを短時間で加熱できる手段が望ましい。
【0017】
ガス冷却又は液体冷却しながら加熱する事により所定部以外の温度上昇を抑制することができる。
加熱により生成したスケールが問題となる場合には、後工程でショットブラスト、酸洗などにより除去する。又は、不活性ガス雰囲気下で加熱することにより生成が抑制される。
【実施例1】
【0018】
表1に組成、組織、TS、サイズを示す二種類の電縫鋼管を夫々素管A,Bとした。素管A,Bは、夫々表1に示す組成の冷延鋼帯を連続焼鈍工程にて焼入れ処理し得られた表1に示す組織、TSレベルの鋼帯を素材とし、通常の電縫溶接法により製造された。
【0019】
【表1】

【0020】
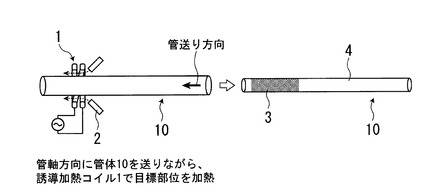
実施例1では、上記素管Aに対し、図1に示す方法で管長さ方向の一部分における管円周方向全域を熱処理施工の目標部位として部分熱処理を施した。即ち、管体10を管軸方向(管長さ方向)に送る経路上に配置した誘導加熱コイル1(管体10の全周を取り囲む配置形態)と水冷ノズル2とを用い、管体10を送っている間、水冷ノズル2はオン(管体10への冷却水吹き付け)維持とし、誘導加熱コイル1は熱処理対象部の通過時のみ電源オン(それ以外はオフ)として、図1に示すように、熱処理部3と、それ以外の部位である未熱処理部4とを形成させた。このとき、加熱条件を種々変更し、誘導加熱コイル1の出側で放射温度計にて熱処理部3の加熱中の加熱温度(熱処理温度)T1を測定した。尚、未熱処理部4についても測温したがその温度は100℃未満であった。
【0021】
上記部分熱処理した管体10の熱処理部3と未熱処理部4とから図2(b)に示すように採取したJIS14A引張試験片7を用い、引張試験を行って、熱処理部の引張強度TS1及び未熱処理部の引張強度TS2を測定し、強度差Δ=TS2−TS1を求めた。又、熱処理部のELを測定し、TS×ELを求めた。
又、上記部分熱処理した管体10全長を試験片として、図2(a)に示す要領にて曲げ加工を行い、曲げ加工性評価を行った。
【0022】
これらの結果を表2に示す。同表より、本発明例は、強度差Δ=TS2−TS1及びTS×ELが共に本発明規定を満たし、且つ曲げ加工性も良好であって、車両補強用中空部材として十分な性能を有する事が分る。
【0023】
【表2】
【実施例2】
【0024】
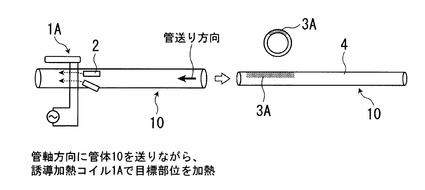
実施例2では、前記素管Bに対し、図3に示す方法で管長さ方向の一部分における管円周方向の1/4周(90°)部を熱処理施工の目標部位として部分熱処理を施した。即ち、管体10を管軸方向(管長さ方向)に送る経路上に配置した誘導加熱コイル1A(管体10の1/4周(90°)部のみと対面する配置形態)と水冷ノズル2とを用い、管体10を送っている間、水冷ノズル2はオン(管体10への冷却水吹き付け)維持とし、誘導加熱コイル1Aは熱処理対象部の通過時のみ電源オン(それ以外はオフ)として、図1に示すように、熱処理部3Aと、それ以外の部位である未熱処理部4とを形成させた。このとき、加熱条件を種々変更し、誘導加熱コイル1Aの出側で放射温度計にて加熱中の熱処理部3の加熱温度(熱処理温度)T1を測定した。尚、未熱処理部4についても測温したがその温度は100℃未満であった。
【0025】
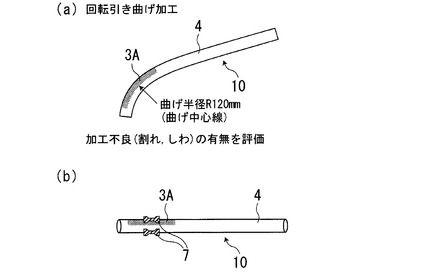
上記部分熱処理した管体10の熱処理部3Aと未熱処理部4とから図4(b)に示すように採取したJIS14A引張試験片7を用い、引張試験を行って、熱処理部の引張強度TS1及び未熱処理部の引張強度TS2を測定し、強度差Δ=TS2−TS1を求めた。又、熱処理部のELを測定し、TS×ELを求めた。
又、上記部分熱処理した管体10全長を試験片として、図4(a)に示す要領にて曲げ加工を行い、曲げ加工性評価を行った。
【0026】
これらの結果を表3に示す。同表より、本発明例は、強度差Δ=TS2−TS1及びTS×ELが共に本発明規定を満たし、且つ曲げ加工性も良好であって、車両補強用中空部材として十分な性能を有する事が分る。
【0027】
【表3】
【符号の説明】
【0028】
1 誘導加熱コイル(管体の全周(360°)部を加熱)
1A 誘導加熱コイル(管体の1/4周(90°)部を加熱)
2 水冷ノズル
3 熱処理部(管体の長さ方向の一部分における全周(360°)部)
3A 熱処理部(管体の長さ方向の一部分における1/4周(90°)部)
4 未熱処理部
7 JIS14A引張試験片
10 管体
【技術分野】
【0001】
本発明は、車両補強用中空部材に関する。本発明にいう車両補強用中空部材とは、自動車骨格部品の中でも特に部品長さ方向に曲がりを有する車両補強用部品例えばAピラー・リンフォースメントのような部品の素材として、曲げ加工されて当該部品とされる中空部材であって、部材長さ方向において曲げ加工される部位がその他の部位よりも軟質で曲げ加工性が良好であり、且つその他の部位では十分な部材強度(ひいては部品強度)が確保される中空部材の事である。
【背景技術】
【0002】
上記車両補強用中空部材を得る方法としては、強度の異なる鋼板をテーラード溶接したものを管素材として造管してテーラードチューブとなす方法(特許文献1)がある。又、鋼管ではないが、形材においては全体の一部と他部とで強度差をつけるために部分領域毎に焼入れする方法(特許文献2)がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−314102号公報
【特許文献2】特表2010−539326号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
テーラードチューブを得る方法では、電縫溶接部以外にも接合部としてテーラード溶接部を有するため、接合部信頼性が十分でない。又、部分焼入れによる方法は、高温域(オーステナイト域)への加熱を要し、エネルギーコストが高い、酸化スケールによる肌荒れが大きい、熱歪みにより変形が生じる、などの問題がある。これらの点が課題であった。
本発明は、接合部信頼性、エネルギーコスト、表面性状、製品形状の各点で有利に製造できる、引張強度(TS)1470MPa以上級の車両補強用中空部材を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記課題を解決した本発明は、次のとおりである。
(1) C:0.15〜0.20質量%、Si:0.01〜0.5質量%、Mn:1.5〜3.0質量%、P:0.020質量%以下、S:0.005質量%以下、N:0.005質量%以下、Al:0.01〜0.05質量%、Ti:0.1質量%以下、Nb:0.1質量%以下、B:0.0005〜0.0030質量%以下を含有し、残部がFe及び不可避的不純物であり、焼戻しマルテンサイト相:95体積%以上且つ残留オーステナイト相:5体積%未満を含む組織をなし、引張強度が1470MPa以上である電縫鋼管を素管に用い、該素管の管長さ方向の一部分における管周方向の全域若しくは一部に対し500〜750℃に加熱後室温まで冷却する熱処理を施してなり、該熱処理部の引張強度が未熱処理部に比し400MPa以上低く、且つ、前記熱処理部の引張強度と伸びの積が12000MPa・%以上であることを特徴とする車両補強用中空部材。
(2) 前記電縫鋼管は、Cu:0.20質量%以下を含有することを特徴とする(1)に記載の車両補強用中空部材。
【発明の効果】
【0006】
本発明によれば、例えばAピラー・リンフォースメントのような車両補強用部品の素材としての車両補強用中空部材を、接合部信頼性、エネルギーコスト、表面性状、製品形状の各点で有利に製造できる。即ち、本発明では電縫鋼管である素管の長さ方向の一部分における管周方向の一部若しくは全域に500〜750℃加熱後冷却という熱処理を施すから、テーラード溶接部の如き余分な接合部を含まない分だけ接合部信頼性に優れ、又、焼入れ強化に比べて低温で熱処理する分、エネルギーコストは下がり、酸化スケール及び熱変形の悪影響は軽減する。
【図面の簡単な説明】
【0007】
【図1】本発明の実施例1を示す概略図である。
【図2】実施例1における(a)曲げ加工要領及び(b)引張試験採取位置を示す概略図である。
【図3】本発明の実施例2を示す概略図である。
【図4】実施例2における(a)曲げ加工要領及び(b)引張試験採取位置を示す概略図である。
【発明を実施するための形態】
【0008】
本発明では、部品長さ方向に曲がりを有する車両補強用部品の素材への要求性能を満たすべく、上記構成を採用した。以下、本発明に係る各要件の限定理由を説明する。
[化学組成]
(C:0.15〜0.20質量%)
Cは、オーステナイト相を安定化させる元素であると共に、電縫鋼管の強度を得る為に必要な元素である。C含有量が0.15質量%未満ではマルテンサイト単相組織であっても1470MPa以上の引張強度を得る事が困難となる。一方、0.20質量%を超えると、鋼管の強度が過剰に上昇し、加工性が劣化する。この為、C量は0.15〜0.20質量%の範囲とする。好ましくは0.17〜0.19質量%の範囲である。
【0009】
(Si:0.01〜0.5質量%)
Siは、電縫溶接部の健全性を確保する為に添加され、その効果はその含有量が0.01〜0.5質量%で発揮される為、Siの含有量を0.01〜0.5質量%とする。
(Mn:1.5〜3.0質量%)
Mnは、管素材に用いる冷延鋼板のオーステナイトの焼入れ性を向上させて所望のマルテンサイトを生成させ、目標とする強度を確保するために必須な元素である。然し、含有量が1.5質量%未満であると、目標とする1470MPa以上の引張強度を得る事が困難となる。一方、3.0質量%を超えると偏析が顕著となり、又、電縫鋼管の強度が過剰に上昇し、加工性が劣化する。それ故、Mn量は1.5〜3.0質量%の範囲とする。好ましくは、1.5〜2.0質量%の範囲である。
【0010】
(P:0.020質量%以下)
Pは、粒界偏析による粒界破壊を助長する元素であり、その含有はできるだけ低い方が望ましい為、その上限を0.020質量%とする。好ましくは0.010質量%以下である。特に溶接性向上の観点からは、0.008質量%以下とする事が好ましい。
(S:0.005質量%以下)
Sは、MnSなどの介在物となって、耐衝撃特性や耐遅れ破壊特性の劣化を誘引する為、その含有量は極力低くする事が望ましく、その上限を0.005質量%とする。好ましくは0.001質量%以下である。
【0011】
(Al:0.01〜0.05質量%)
Alは、脱酸の為に有効な元素であるので、0.01質量%以上含有させるものとする。然しながら、多量に添加すると鋼板(電縫鋼管の素材)中の介在物が増加して延性を低下させる為、その上限を0.05質量%とする。
(N:0.005質量%以下)
Nは、不可避的不純物であり、窒化物を形成する。特に含有量が0.005質量%超になると窒化物の形成により高温及び低温での延性が低下する。その為、N量は0.005質量%以下とする。
【0012】
(Ti:0.1質量%以下、Nb:0.1質量%以下)
Ti,Nbは何れも、炭化物や窒化物等の析出物を形成し、鋼の強度を上昇させる他、結晶粒を微細にする事により、降伏強度を高める為に有効な元素である。これらの効果を得る為には各0.01質量%以上の添加が好ましいが、各0.1質量%を超えるとその効果が飽和する。それ故Ti,Nb量は夫々0.1質量%以下とする。
【0013】
(B:0.0005〜0.0030質量%)
Bは、鋼の焼入れ性を向上させ、マルテンサイト単相組織をより容易に得る為に有効な元素である。然しながら、含有量が0.0005質量%未満の添加ではその添加効果に乏しく、一方0.0030質量%を超えて添加しても焼入れ性向上効果は飽和し、むしろ延性の低下が懸念される。それ故、B量は0.0005〜0.0030質量%の範囲とする。好ましくは0.0005〜0.0020質量%の範囲である。
【0014】
(Cu:0.20質量%以下)
Cuは、本発明では任意選択添加元素であるが、オーステナイト相を安定化させ、マルテンサイト単相組織を得やすくするだけでなく、腐食環境下において鋼板表層に濃化層を形成する事により鋼中への水素の侵入を抑制し、耐遅れ破壊特性を向上させる作用がある。然しながら、添加量が0.20質量%を超えるとこれらの効果は飽和する為、Cuは0.20質量%以下で含有させるものとした。
上記成分を除いた残部はFe及び不可避的不純物である。
[素管のTS≧1470MPa]
素管のTSが1470MPa未満であると、車両補強用中空部材の強度特性が不十分であるため、TS≧1470MPaとする。
[素管の組織]
素管の組織は、TS1470MPa級以上の高強度と十分な延性を確保するために、焼戻しマルテンサイト相:95体積%以上且つ残留オーステナイト相:5体積%未満(残留オーステナイト相が0体積%の場合も含まれる)を含む組織とする必要がある。好ましくは、焼戻しマルテンサイト単相組織である。
【0015】
尚、素管とする電縫鋼管は、上記組成の冷延鋼帯を連続焼鈍工程にて焼入れ・焼戻し処理し、得られた、焼戻しマルテンサイト相が95体積%以上で且つ残留オーステナイト相が5体積%未満の金属組織を有し、且つTS1470MPa以上である鋼帯を素材とし、これを管状にロール成形し、形成した被溶接衝合端部を電縫溶接する方法(即ち、通常の電縫溶接法)により、製造される。
[軟質化:Δ400MPa以上]
TS1470MPa以上の超高強度電縫鋼管に対しては、Δ400MPa以上の軟質化をさせないと軟質化部(熱処理部)の延性確保(TS×EL≧12000MPa・%)が難しく、部品形状設計の自由度(小R曲げ加工性)を向上させる事が難しい 上限はΔ700MPa程度とするのが望ましい。Δ700MPa程度を超えて軟質化しようとすると、加熱温度を高くする、加熱保持時間を長くする、冷却速度を速くする、の少なくとも何れか1つの措置をとらねばならず、熱伝導により所定部分以外の軟質化領域が増加し、軟質化領域の明瞭な区分けが困難となる。
[TS×EL≧12000MPa・%]
TS×ELが12000MPa・%未満では、軟質化部(熱処理部)の延性が不足し部品形状設計の自由度が小さい。本発明規定の組成及び組織の電縫鋼管に本発明規定の熱処理を施すことで、TS×EL≧12000MPa・%が達成できる。
[管体の熱処理]
(加熱温度:500〜750℃)
加熱温度が500℃未満では加熱保持時間が数秒以下の短時間加熱でΔ400MPa(TS低下分で400MPa)以上の軟質化を達成する事が困難であり、一方、750℃超では、水冷環境下で冷却速度が速い場合、焼入れ処理となり軟質化させることが困難となるばかりか、TS×ELバランスが12000MPa・%未満となり延性が低下する。又、加熱温度が高め、加熱保持時間が長め、冷却速度が遅めの場合、熱伝導により所定部分以外の軟質化領域が増加し、軟質化領域の明瞭な区分けができなくなる。よって、加熱温度:500〜750℃とする。
【0016】
加熱保持時間は数秒以下とし、TS1470MPa以上を確保する領域(未熱処理部)の温度が450℃以上に熱伝導で上昇しないように所定部分(熱処理施工部)を加熱することが望ましい。
加熱手段は、誘導加熱、レーザー加熱などエネルギー密度が高く、所定部位のみを短時間で加熱できる手段が望ましい。
【0017】
ガス冷却又は液体冷却しながら加熱する事により所定部以外の温度上昇を抑制することができる。
加熱により生成したスケールが問題となる場合には、後工程でショットブラスト、酸洗などにより除去する。又は、不活性ガス雰囲気下で加熱することにより生成が抑制される。
【実施例1】
【0018】
表1に組成、組織、TS、サイズを示す二種類の電縫鋼管を夫々素管A,Bとした。素管A,Bは、夫々表1に示す組成の冷延鋼帯を連続焼鈍工程にて焼入れ処理し得られた表1に示す組織、TSレベルの鋼帯を素材とし、通常の電縫溶接法により製造された。
【0019】
【表1】
【0020】
実施例1では、上記素管Aに対し、図1に示す方法で管長さ方向の一部分における管円周方向全域を熱処理施工の目標部位として部分熱処理を施した。即ち、管体10を管軸方向(管長さ方向)に送る経路上に配置した誘導加熱コイル1(管体10の全周を取り囲む配置形態)と水冷ノズル2とを用い、管体10を送っている間、水冷ノズル2はオン(管体10への冷却水吹き付け)維持とし、誘導加熱コイル1は熱処理対象部の通過時のみ電源オン(それ以外はオフ)として、図1に示すように、熱処理部3と、それ以外の部位である未熱処理部4とを形成させた。このとき、加熱条件を種々変更し、誘導加熱コイル1の出側で放射温度計にて熱処理部3の加熱中の加熱温度(熱処理温度)T1を測定した。尚、未熱処理部4についても測温したがその温度は100℃未満であった。
【0021】
上記部分熱処理した管体10の熱処理部3と未熱処理部4とから図2(b)に示すように採取したJIS14A引張試験片7を用い、引張試験を行って、熱処理部の引張強度TS1及び未熱処理部の引張強度TS2を測定し、強度差Δ=TS2−TS1を求めた。又、熱処理部のELを測定し、TS×ELを求めた。
又、上記部分熱処理した管体10全長を試験片として、図2(a)に示す要領にて曲げ加工を行い、曲げ加工性評価を行った。
【0022】
これらの結果を表2に示す。同表より、本発明例は、強度差Δ=TS2−TS1及びTS×ELが共に本発明規定を満たし、且つ曲げ加工性も良好であって、車両補強用中空部材として十分な性能を有する事が分る。
【0023】
【表2】
【実施例2】
【0024】
実施例2では、前記素管Bに対し、図3に示す方法で管長さ方向の一部分における管円周方向の1/4周(90°)部を熱処理施工の目標部位として部分熱処理を施した。即ち、管体10を管軸方向(管長さ方向)に送る経路上に配置した誘導加熱コイル1A(管体10の1/4周(90°)部のみと対面する配置形態)と水冷ノズル2とを用い、管体10を送っている間、水冷ノズル2はオン(管体10への冷却水吹き付け)維持とし、誘導加熱コイル1Aは熱処理対象部の通過時のみ電源オン(それ以外はオフ)として、図1に示すように、熱処理部3Aと、それ以外の部位である未熱処理部4とを形成させた。このとき、加熱条件を種々変更し、誘導加熱コイル1Aの出側で放射温度計にて加熱中の熱処理部3の加熱温度(熱処理温度)T1を測定した。尚、未熱処理部4についても測温したがその温度は100℃未満であった。
【0025】
上記部分熱処理した管体10の熱処理部3Aと未熱処理部4とから図4(b)に示すように採取したJIS14A引張試験片7を用い、引張試験を行って、熱処理部の引張強度TS1及び未熱処理部の引張強度TS2を測定し、強度差Δ=TS2−TS1を求めた。又、熱処理部のELを測定し、TS×ELを求めた。
又、上記部分熱処理した管体10全長を試験片として、図4(a)に示す要領にて曲げ加工を行い、曲げ加工性評価を行った。
【0026】
これらの結果を表3に示す。同表より、本発明例は、強度差Δ=TS2−TS1及びTS×ELが共に本発明規定を満たし、且つ曲げ加工性も良好であって、車両補強用中空部材として十分な性能を有する事が分る。
【0027】
【表3】
【符号の説明】
【0028】
1 誘導加熱コイル(管体の全周(360°)部を加熱)
1A 誘導加熱コイル(管体の1/4周(90°)部を加熱)
2 水冷ノズル
3 熱処理部(管体の長さ方向の一部分における全周(360°)部)
3A 熱処理部(管体の長さ方向の一部分における1/4周(90°)部)
4 未熱処理部
7 JIS14A引張試験片
10 管体
【特許請求の範囲】
【請求項1】
C:0.15〜0.20質量%、Si:0.01〜0.5質量%、Mn:1.5〜3.0質量%、P:0.020質量%以下、S:0.005質量%以下、N:0.005質量%以下、Al:0.01〜0.05質量%、Ti:0.1質量%以下、Nb:0.1質量%以下、B:0.0005〜0.0030質量%以下を含有し、残部がFe及び不可避的不純物であり、焼戻しマルテンサイト相:95体積%以上且つ残留オーステナイト相:5体積%未満を含む組織をなし、引張強度が1470MPa以上である電縫鋼管を素管に用い、該素管の管長さ方向の一部分における管周方向の全域若しくは一部に対し500〜750℃に加熱後室温まで冷却する熱処理を施してなり、該熱処理部の引張強度が未熱処理部に比し400MPa以上低く、且つ、前記熱処理部の引張強度と伸びの積が12000MPa・%以上であることを特徴とする車両補強用中空部材。
【請求項2】
前記電縫鋼管は、Cu:0.20質量%以下を含有することを特徴とする請求項1に記載の車両補強用中空部材。
【請求項1】
C:0.15〜0.20質量%、Si:0.01〜0.5質量%、Mn:1.5〜3.0質量%、P:0.020質量%以下、S:0.005質量%以下、N:0.005質量%以下、Al:0.01〜0.05質量%、Ti:0.1質量%以下、Nb:0.1質量%以下、B:0.0005〜0.0030質量%以下を含有し、残部がFe及び不可避的不純物であり、焼戻しマルテンサイト相:95体積%以上且つ残留オーステナイト相:5体積%未満を含む組織をなし、引張強度が1470MPa以上である電縫鋼管を素管に用い、該素管の管長さ方向の一部分における管周方向の全域若しくは一部に対し500〜750℃に加熱後室温まで冷却する熱処理を施してなり、該熱処理部の引張強度が未熱処理部に比し400MPa以上低く、且つ、前記熱処理部の引張強度と伸びの積が12000MPa・%以上であることを特徴とする車両補強用中空部材。
【請求項2】
前記電縫鋼管は、Cu:0.20質量%以下を含有することを特徴とする請求項1に記載の車両補強用中空部材。
【図1】

【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−72113(P2013−72113A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−211983(P2011−211983)
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]