
国際特許分類[C21D9/08]の内容
化学;冶金 (1,075,549) | 鉄冶金 (18,991) | 鉄系金属の物理的構造の改良;鉄系もしくは非鉄系金属または合金の熱処理用の一般的装置;脱炭,焼もどし,または他の処理による金属の可鍛化 (13,238) | 特定の品物に用いられる熱処理,それに用いる炉,例.焼なまし,硬化,焼入れ,焼もどし (5,563) | 管状体およびパイプ用 (289)
国際特許分類[C21D9/08]の下位に属する分類
散弾銃銃身
砲身 (1)
耐摩耗または耐圧性パイプ (2)
国際特許分類[C21D9/08]に分類される特許
1 - 10 / 286
車両補強用中空部材
【課題】接合部信頼性、エネルギーコスト、表面性状、製品形状の各点で有利に製造できる、車両補強用中空部材を提供する。
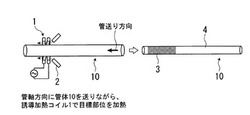
【解決手段】C:0.15〜0.20質量%、Si:0.01〜0.5質量%、Mn:1.5〜3.0質量%、P:0.020質量%以下、S:0.005質量%以下、N:0.005質量%以下、Al:0.01〜0.05質量%、Ti:0.1質量%以下、Nb:0.1質量%以下、B:0.0005〜0.0030質量%以下を含有し、残部がFe及び不可避的不純物であり、焼戻しマルテンサイト相:95体積%以上且つ残留オーステナイト相:5体積%未満を含む組織の電縫鋼管を素管に用い、該素管の管長さ方向の一部分における管周方向の全域若しくは一部に対し熱処理を施してなり、該熱処理部3の引張強度が未熱処理部4に比し400MPa以上低く、且つ、前記熱処理部3の引張強度と伸びの積が12000MPa・%以上である。
(もっと読む)
配管の熱処理方法

【課題】溶接または加工によって発生した配管の残留応力を改善する熱処理方法に関し、特に板厚の薄い小径配管にすでに割れなどの欠陥が存在する可能性がある場合の熱処理方法を提供する。
【解決手段】加熱前に欠陥の有無および欠陥寸法を測定する工程と、配管板厚さを測定する工程と、測定された欠陥寸法と板厚から板厚と目標外表面温度低下速度の関係を求める工程と、熱処理対象位置の配管外面に温度測定器を取り付ける工程と、該熱処理対象部に加熱装置を取り付ける工程と、熱処理装置を用いて該温度測定器の温度が目標温度になるように配管を加熱する工程と、目標温度到達後、温度測定器で外表面温度の時間変化を計測しながら配管内面に冷媒を流し、配管内面を急冷する工程と通水終了後、測定された板厚と外表面温度低下速度から施工が適正か否かを評価する工程からなる。
(もっと読む)
車両補強用中空部材
【課題】接合部信頼性、エネルギーコスト、表面性状、製品形状の各点で有利に製造できる、車両補強用中空部材を提供する。
【解決手段】C:0.05〜0.20質量%、Si:0.5〜2.0質量%、Mn:1.0〜3.0質量%、P:0.1質量%以下、S:0.01質量%以下を含有し、残部がFe及び不可避的不純物であり、フェライト相とマルテンサイト相との2相組織又は該2相と残留オーステナイト相との3相組織をなし、引張強度が980MPa以上である電縫鋼管を素管に用い、該素管の管長さ方向の一部分における管周方向の全域若しくは一部に対し500〜750℃に加熱後室温まで冷却する熱処理を施してなり、該熱処理部3(若しくは3A)の引張強度が未熱処理部4に比し200MPa以上低く、且つ、前記熱処理部の引張強度と伸びの積が14000MPa・%以上である。
(もっと読む)
引張強さ780MPa以上の低降伏比厚肉円形鋼管用鋼板およびその製造方法、並びに引張強さ780MPa以上の低降伏比厚肉円形鋼管
【課題】最大板厚が80mmの厚肉で、D/t=10〜20のような強曲げ加工時に、780MPa以上の高強度と90%以下の低降伏比を両立すると共に、鋼管加工後にも良好な靭性を安定して達成することができる円形鋼管用鋼板を提案する。
【解決手段】所定の化学成分組成を満たし、所定の関係式で規定される焼入れ性指数DIが8inch以上であると共に、下記(A)、(B)および(C)の要件を満足する。
(A)板厚1/4部位におけるミクロ組織において、ベイナイトが90面積%以上である、
(B)板厚1/4部位におけるミクロ組織において、方位差が15°以上の大角粒界で囲まれた領域の平均円相当直径が4μm以下である、
(C)板厚1/4部位におけるミクロ組織において、平均円相当直径が0.5〜3μmで、ビッカース硬さHvが700以上の島状マルテンサイトを3〜10面積%で含んでいる。
(もっと読む)
降伏比の低い内面突起つきスパイラル鋼管およびその製造法
【課題】現場での補強作業を省略でき、建築物等から受ける軸力や曲げモーメントに対しても十分な強度と低降伏比を有するコンクリート充填鋼管に使用される内面突起つきスパイラル鋼管およびその製造法を提供する。
【解決手段】C:0.05〜0.20、Si:0.01〜0.6、Mn:0.8〜2.2、P:0.02以下、S:0.005以下、Nb:0.005〜0.080、Ti:0.005〜0.030、Al:0.001〜0.05、N:0.001〜0.006、O:0.006以下を含有し、残部が鉄および不可避的不純物からなり、かつ、CE値が0.40〜0.55の範囲にある母材からなる内面突起つきスパイラル鋼管を、860〜960℃に加熱後、鋼管外表面が650〜850℃の温度から水槽の中に鋼管を浸漬させて、10℃/秒以上の冷却速度となるように200℃以下まで水冷し、その後、650℃以下で焼き戻し処理する。
(もっと読む)
差強度鋼管の製造方法
【課題】接合部信頼性、エネルギーコスト、表面性状、製品形状の各点で有利に製造できる、差強度鋼管の製造方法を提供する。
【解決手段】C:0.05〜0.20質量%、Si:0.5〜2.0質量%、Mn:1.0〜3.0質量%、P:0.1質量%以下、S:0.01質量%以下を含有し、残部がFe及び不可避的不純物であり、フェライト相とマルテンサイト相との2相組織又は該2相と残留オーステナイト相との3相組織をなし、引張強度が980MPa以上である電縫鋼管を素管に用い、複数の相異なる管長さ部分を500〜750℃に加熱後室温まで冷却する熱処理を施して、該熱処理部3に、引張強度が未熱処理部4に比し200MPa以上低く、且つ、引張強度と伸びの積が15000MPa・%以上である機械的特性を付与する。
(もっと読む)
ベンド管の製造方法とその特性改善方法
【課題】X70ク゛レート゛以上の優れた強度及び靭性バランスを有する、引張性能及び溶接金属の低温靭性が優れた高強度のベンド管を提供する。
【解決手段】組成が、C:0.03〜0.12%、Si:0.05〜0.50%、Mn:1.4〜2.2%、S:0.01%以下、Al:0.06%以下、N:0.008%以下、残部Fe及び不純物であり、炭素当量Ceqが0.36%以上であるとともに溶接割れ感受性指数Pcmが0.22%以下である母材と、溶接割れ感受性指数Pcmが0.28%以下であり、B量が5ppm以下であるとともにO量が280ppm以下である溶接金属とを備えるUOE鋼管を、900〜1100℃の温度域に加熱して曲げ加工した後、それを直ちに3℃/s以上の冷却速度で300℃以下の温度域まで冷却し、その後300〜500℃の温度域で焼戻す。
(もっと読む)
耐サワー性に優れたラインパイプ用厚肉高強度継目無鋼管およびその製造方法
【課題】耐サワー性に優れた厚肉高強度継目無鋼管を提供する。
【解決手段】焼入焼戻処理を施して、降伏強さ:450MPa超えを有し、少なくとも管最外側または管最内側で荷重:5kgf(試験力:49N)で測定可能なビッカース硬さHV5が、250HV5以下となるように調整する。このためには、焼入処理後に表層を板厚方向深さで表面から0.3mm以上研削する加工処理を施すか、焼入処理を、大気雰囲気中でAc3変態点以上の加熱温度に、120s以上保持したのち、核沸騰状態で水冷する処理、または膜沸騰状態で水冷したのち核沸騰状態で水冷する処理とする。このような焼入れ処理とすることにより、表層の硬さが上記した250HV5以下と低くなり、肉厚中央に向かう途中の位置に最高硬さが示す位置が存在する、M型の硬さ分布を示すか、表層の硬さが最も高くなるが上記した250HV5以下より低くなる、U型またはフラット型の硬さ分布を示す鋼管を得ることができ、耐サワー性が顕著に向上する。
(もっと読む)
加熱後の金属管の冷却装置及び冷却方法
【課題】加熱された金属管を冷却液の噴霧ノズル列を用いて急冷して熱処理する方法において、金属管の変形や表面むらの発生の原因となる金属管の部位毎の冷却の不均一を解消する。
【解決手段】金属管2の外周に金属管2と同心円状に配置され金属管2の外面に冷却液を水膜状に噴出させて加熱された金属管2を冷却する冷却装置1であって、金属管2に一定の角度で斜め方向から冷却液を噴出するための環状のスリットノズルのスリット内縁8をスリット外縁9よりも長さLだけ冷却液の噴射方向に突出可能として、金属管2の外面の真円状の同一円周上に液膜が所定の噴射角度で衝突するようにして金属管2の全周を確実に均一に急冷する。
(もっと読む)
電縫溶接部の耐HIC性と低温靭性に優れた電縫鋼管およびその製造方法
【課題】電縫溶接部の耐HIC性および低温靭性に優れた、引張強さ434MPa以上を有する電縫鋼管及びその製造方法を提供する。
【解決手段】電縫溶接部に存在し、かつ円相当径で20μm以上の介在物に含まれる、Si、Mn、Al、Ca、Crの合計量が、質量%で、20ppm以下する。C、Si、Mn、Al、あるいはさらに、Ca、Crを所定量含有する電縫鋼管とする。酸素含有量を(1000/foxy)ppm以下に調整した雰囲気中で電縫溶接を行うか、あるいは、鋼帯の端部に、管内表面または管外表面から肉厚方向に肉厚の10〜60%の位置まで、10×log(foxy)〜40×log(foxy)を満足する傾斜平均角からなるテーパ部を有する開先を付与するロール成形を行うか、あるいはこれらの両方を組み合わせて行うことにより、達成できる。なお、foxy=Mn+10(Si+Cr)+100Al+1000Caで定義される。
(もっと読む)
1 - 10 / 286
[ Back to top ]