
国際特許分類[B21C37/16]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 他に分類されない金属板,棒,線,管、型材または類似の半製品の製造;特殊形状管の製造 (702) | 管または金属ホースの製造;管製造のために組合わせた処置,例.多壁管の製造 (653) | 特殊形状管の製造;管の取付物の製造 (132) | 長手方向に直径の変化する管の製造 (47)
国際特許分類[B21C37/16]の下位に属する分類
円錐管 (22)
国際特許分類[B21C37/16]に分類される特許
1 - 10 / 25
長手方向異径断面スパイラル鋼管、その製造方法及びその製造装置
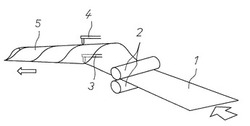
【課題】閉断面として剛性が高く、しかも鋼管の長手方向で径の異なる自動車用構造部材に適した薄肉鋼管およびその製造技術を提供する。
【解決手段】板厚tが0.4〜5.0mmであり、片側または両側が幅変更されたハイテン鋼板をスパイラル造管し、外径Dが300mm以下でV=t/Dとして定義される薄肉比Vが0.3%〜2%である異径断面を有するスパイラル鋼管とする。このスパイラル鋼管に、拡管と縮管の一方または双方の成形を施して自動車構造用部材とすることもできる。電縫鋼管では成形できなかった薄肉比Vの薄肉小径の鋼管を製造することができる。
(もっと読む)
鋼管端部の口絞り加工装置および口絞り加工方法

【課題】加熱された鋼管端部に発生する温度ばらつきを低減し、良好な口絞り加工性能を得ることができる鋼管端部の口絞り加工装置および口絞り加工方法の提供。
【解決手段】複数の被加熱材を同時に誘導加熱することができる加熱装置12と、鋼管端部を加熱装置12に装入して加熱しつつ、搬送するコンベア13と、搬送された鋼管端部を絞って口絞り加工を施す口絞り機14と、コンベア13により搬送された鋼管を口絞り機14に搬送する口絞り搬送装置15と、条件式により算出される基本投入電力と、加熱装置に装入された鋼管の本数とに応じて加熱装置12に投入する電力を調整する加熱制御手段17と、端部が加熱された鋼管に口絞り機14で口絞り加工を施す際、加熱装置12による加熱が完了してから口絞り加工を開始するまでに要する放冷時間を、条件式により算出される時間に応じて調整する放冷時間制御手段18とを有する鋼管端部の口絞り加工装置である。
(もっと読む)
高強度電縫鋼管の口絞り縮径加工方法および加工部品
【課題】TS980MPa級以上の高強度電縫鋼管を対象とした口絞り縮径加工における溶接シーム部割れの発生を防止することが可能な口絞り縮径加工方法を提供する。
【解決手段】電縫鋼管1からなる素管を穴ダイス2に押込むことにより、管端部をテーパ状に口絞りする、あるいは管の部分長もしくは全長を縮径する口絞り縮径加工方法において、素管として、電縫溶接直後に溶接シーム部を450〜550℃に加熱された電縫鋼管を用いる。
(もっと読む)
鋼管引抜装置、及び引抜鋼管の製造方法
【課題】引抜鋼管の各肉厚部分及び切断位置の寸法精度を向上させると共に、長尺物の引抜鋼管を高精度且つ高速で生産することができる鋼管引抜装置を実現する。
【解決手段】 ダイスとプラグとを鋼管引抜方向に対して正逆方向に相対移動させて段付きの引抜鋼管を製造するとき、第1油圧シリンダで鋼管引抜方向に対応してダイスを相対移動させ、第2油圧シリンダで前記ダイスの移動方向に対して逆方向へプラグを相対移動させる。このとき、位置検出センサが第2油圧シリンダのストローク位置を検出し、コンピュータが位置検出センサの検出した位置情報を受信して第2油圧シリンダの移動速度を制御する。これにより、コンピュータは、d領域の位置検出信号に基づいて、第2油圧シリンダの移動速度v2をb領域の移動速度v1より速くする。従って、引抜鋼管は速い移動速度v2で引き抜かれることでd領域においては肉厚勾配にダレが生じなくなる。
(もっと読む)
筒状体のレーザ加工方法と筒状体のレーザ加工装置
【課題】 円錐状の反射面に照射されるレーザ光線を中心位置に配置する筒状材の外周面や内周面・端面周囲に反射照射させるとともに高速スキャンで周回させて各面を変形加工・表面処理・熱処理・溶着させるレーザ加工方法とレーザ加工装置を提供する。
【解決手段】 レーザ発振器50から導き出されたレーザ光線Lをガルバノ機構30により円周軌跡S1で凹状の円錐反射筒90に周回照射させて円錐中心部91に集束させ、上記円錐反射筒の中心孔91に挿通させた筒状体の外周面P0を照射加工する筒状体のレーザ加工方法である。
(もっと読む)
延伸フローフォーミング成形の方法及び装置
本発明は、管状ワーク(10)を回転マンドレル(20)の周囲に配置し、回転させ、少なくとも一つの成形ローラ(40)を管状ワークに対向するように設定して行う、フローフォーミング成形方法に関する。成形動作時に回転マンドレルは、管状ワークに対して軸方向に相対的に移動する。さらに、本発明は、管状ワークの内部に配置することができる回転マンドレルと、管状ワークと対向して、管状ワークを成形する少なくとも一つの成形ローラと、管状ワークを回転駆動させる回転駆動部と、を備えた、管状ワークに対してフローフォーミング成形を行う装置(80)に関する。この装置では、回転マンドレルは、成形動作時にワークに対して軸方向に相対的に移動できるように取り付けられている。 (もっと読む)
ネジ付き配管用鋼管
【課題】配管用鋼管どうしをソケットなしに直接接続することが可能なネジ付き配管用鋼管を安価に提供する。
【解決手段】素材鋼管の一端部を加熱状態で管長手方向に圧縮して、この一端部を外径が素材鋼管外径より大で板厚が素材鋼管板厚より厚くなるように拡径・増肉(拡径・増肉部5)し、この鋼管の他端部の外面に雄ネジ3を形成し、前記拡径・増肉部5の内面に、前記他端部の雄ネジ3が螺合するサイズの雌ネジ2を形成してなる。別部品のソケットを用いずに配管用鋼管1どうしを直接接続することができるので、管接続の作業性が向上し、部品点数が削減され、取り扱いが簡便になり、コストも安くなる。
(もっと読む)
鋼管の連続熱処理方法
【課題】鋼管の連続熱処理方法に関するものであり、特に油井管として用いられる拡管用の電縫鋼管のフルボディ熱処理に好適な、鋼管の連続熱処理方法を提供する。
【解決手段】鋼管の端部どうしを連結した状態で鋼管を熱処理設備に連続的に送り込み、鋼管の全体に対して冷却水による急冷を伴う熱処理を行う。鋼管の一方の端部を拡径し、その内周面にメネジを切って他の鋼管とネジ結合して連結することができる。また、鋼管の端部どうしを連結部材を介して連結することもできる。
(もっと読む)
異径鋼管の製造方法
【課題】1パスの芯引き加工時に多段の縮径加工を行わせて、軸方向で径及び板厚が異なる異径鋼管を効率的に製造する。
【解決手段】素管外径よりも内径が小さい孔部を有するダイスと、鋼管内部に挿入して板厚を制御するためのプラグを使用する芯引き加工により1本の鋼管から板厚の厚い大径部と板厚の薄い小径部と前記大径部及び前記小径部を連結するテーパ部を備えた鋼管を製造する際、少なくとも二回以上の多段で加工する場合において、複数段のダイスを加工方向に沿って直列に配置し1パスで成形する。
また複数段全てのダイスを使用して芯引き加工した後、上流側のダイスを順次分割して被加工素管から外して芯引き加工を続行し、最終工程で最終段のダイスのみを使用して芯引き加工してもよい。
(もっと読む)
拡管性に優れた油井用鋼管およびその製造方法
【課題】拡管性に優れた油井用鋼管を提供する。
【解決手段】鋼管の両端面側を、好ましくは3%以上の拡管率で拡管加工し、該拡管加工された部位に溶接用開先を形成する。これにより、とくに溶接継手部での漏れが防止でき、油井内に挿入された状態での拡管性が向上する。なお、使用する鋼管は、降伏強さ:350MPa以上、n値:0.08以上を有し、かつn値と均一伸びu-Elとが、n>0.007×(25−u-El)(ここで、n:n値、u-El:均一伸び(%))を満足する鋼管とすることが好ましい。また、この鋼管は、質量%で、C:0.35%以下、Si:1.5%以下、Mn:0.10〜3.50%を含み、P、S、Alを適正量含有し、あるいはさらにCr,Cuの群、Niの群、Mo,V,Nb,Ti,Zr,B,Wの群、Caの群のうちの1群または2群以上を含有する組成を有する鋼管に、熱処理を施すことが好ましい。
(もっと読む)
1 - 10 / 25
[ Back to top ]