
国際特許分類[B21C47/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 金属の処理法のみに関連した点を特徴とする金属線,金属帯または他の可撓性金属材料の巻取り,コイリングまたは巻戻し (621) | 巻取りまたはコイリング (135)
国際特許分類[B21C47/02]の下位に属する分類
国際特許分類[B21C47/02]に分類される特許
1 - 10 / 92
スリット帯板の巻取り方法
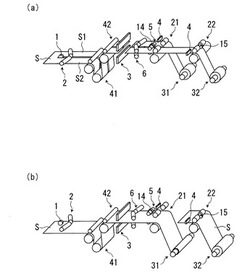
【課題】セパレータやセンタリングロールで、スリット帯板をライン中央側へ寄せることにより、エンドシヤーで板を切断する前からエッジガイドへ当接させることができるため、張力がなくなった板尾端部の通板が安定する方法を提供する。
【解決手段】デフレクタピンチロール21,22等に持たせた外側片圧下機能や内向きスキュー角機能により板S1,S2をライン中央側に寄せ、該寄せた板S1,S2のロールニップ近傍内の板エッジをエッジガイドディスク14、15に当接させる機構的蛇行防止手段を帯板スリットラインに設け、該機構的蛇行防止手段を、EPCオフとなる尾端部巻取り時に駆使して、巻きずれ及び耳傷みのない安定的通板を達成する。
(もっと読む)
熱間圧延鋼帯の巻取制御方法および巻取制御装置

【課題】費用が嵩むことなく高精度に尾端の定位置停止制御を行うことができる巻取制御方法を提供することにある。
【解決手段】ホットストリップミルのコイラーにより熱間圧延鋼帯をマンドレルで巻き取ってコイルにする際の巻き終わり時に熱間圧延鋼帯の尾端の定位置停止制御を実施するに際し、前記ホットストリップミルのクロップ形状計が出力する粗圧延鋼帯の尾端の2次元形状における幅方向中央での尾端位置とクロップカット位置とを比較して、幅方向中央での尾端位置がクロップカット位置よりも粗圧延鋼帯の先端寄りの場合に、前記ホットストリップミルのピンチロール出側の機内レーザーセンサーが検出した幅方向中央での尾端位置をその位置よりも後方に補正し、その補正後の尾端位置に基づき仕上げ圧延鋼帯の尾端の定位置停止制御を実施することを特徴とするものである。
(もっと読む)
線材捲取方法及び線材捲取装置
【課題】線材コイルのピッグテールが小さくなる線材捲取方法及び線材捲取装置を提供する。
【解決手段】線材捲取装置1は、線材誘導部2と、線材Mを線材コイルに形成する捲取部3と、圧延機Rと線材誘導部2との間で線材Mの通過を検出する通過センサ5と、線材コイルの上面の高さを検出する上面高さ検出部6と、底板を上下方向に移動させる上下駆動部36とを備える。捲取部3は、ドラム31と、ドラム31の内面に沿って上下方向に移動自在な底板33とを具備する。線材Mの後端が通過センサ5を通過する時点の線材コイルMの上面の高さと送出口21の高さとの差と、線材Mの後端が送出口21から送り出される時点の底板33の目標高さとの対応関係を予め定める。線材Mの後端が通過センサ5を通過する時点における線材コイルの上面の高さと送出口21の高さとの差を算出し、該高さの差と前記対応関係とから底板33の目標高さを設定し、捲取中に移動させる。
(もっと読む)
巻取制御装置および巻取制御方法
【課題】張力外乱に起因してストリップの張力変動が生じた場合であっても、ストリップの張力変動に影響されず、意図した指令に忠実にマンドレルの回転速度を制御して、安定的にストリップを巻き取れること。
【解決手段】本発明の一態様にかかる巻取制御装置1は、熱間圧延されたストリップ15を巻き取るマンドレル13の回転速度を制御するものであり、補償部5と、駆動電動機6と、張力外乱オブザーバ7とを備える。駆動電動機6は、指示されたトルクによってマンドレル13を回転させ、且つマンドレル13の回転速度応答値を出力する。張力外乱オブザーバ7は、トルク指令値と回転速度応答値とをもとに、駆動電動機6に加わる外乱トルクを推定する。補償部5は、駆動電動機6に指示するトルクを外乱トルクに基づいて補償し、補償後のトルク指令値を駆動電動機6および張力外乱オブザーバ7に送信する。
(もっと読む)
熱間圧延材の巻取り装置及び巻取り方法
【課題】コイル抜き出し不能トラブルの発生頻度を低減し、熱間圧延設備の安定稼動を実現することができる熱間圧延材の巻取り装置及び巻取り方法を提供する。
【解決手段】熱間圧延された板厚10mm以上の厚肉熱間圧延材(ストリップS)をマンドレル11でコイル状に巻き取る際に、ストリップ先端位置がマンドレル11の鉛直方向5時〜7時の範囲(NG領域)内となるのを回避すると共に、ストリップ尾端位置が所定の尾端停止目標領域内となるようにマンドレル11の回転を制御する尾端停止制御を行う。尾端停止制御は2回に分けて行い、1回目の尾端停止制御でストリップ尾端位置を第1の尾端停止位置Aで停止した後、2回目の尾端停止制御でストリップ尾端位置を尾端停止目標領域内の尾端停止目標位置B又はDに停止する。
(もっと読む)
線材の加工方法
【課題】高い稼働効率で線材に加工を施すことが可能な線材の加工方法を提供する。
【解決手段】繰り出される線材10に加工を施して巻き取る複数の製造設備11で複数の線材10を同時に加工する線材10の加工方法であって、複数の製造設備11についてそれぞれ、線材10に加工が施された電線Cの巻取長L2を計測し、製造する電線Cの要求長L1、電線Cの巻取長L2及び線材10の線速Vに基づいて、線材10に対する加工終了予定時刻T1を算出し、加工終了予定時刻T1及び製造設備11における加工終了から次の加工開始までに要する準備時間t2に基づいて次の加工を開始する開始予定時刻T2を算出し、一つの製造設備11における加工終了予定時刻T1と加工開始予定時刻T2との間で、他の製造設備11が加工終了予定時刻T1となる場合に、その旨を警報する。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】仕上焼鈍時のコイル内径部に発生するC反り発生を抑制することによって、製造ラインへの通板トラブルを防止し、あるいは切捨量を低減し、歩留まりよく方向性電磁鋼板を製造する方法を提案する。
【解決手段】Si含有冷延鋼板を一次再結晶焼鈍した後、コイル状態で仕上焼鈍を施して方向性電磁鋼板を製造する方法において、仕上焼鈍後の巻き戻し時における鋼板形状の劣化の程度(例えば、C反り量)と前記コイル内径との関係を予め鋼板の板厚ごとに求めておき、鋼板形状の劣化の程度が予め定めた許容範囲を満たすよう仕上焼鈍時のコイル内径を設定することを特徴とする方向性電磁鋼板の製造方法。
(もっと読む)
熱間圧延鋼板のループ検知方法および装置並びに巻取制御方法および巻取制御装置
【課題】ホットランテーブル上での熱間圧延鋼板へのループの発生を検知することにある。
【解決手段】仕上圧延機から巻取機までの間に配置されたホットランテーブル上で鋼板の長手方向にループが発生したことを検知する方法において、前記ホットランテーブルのテーブルローラ5を駆動する駆動用電動機6の電流値を継続的に検出し、前記電流値が所定値以下に低下した場合に鋼板Sの長手方向にループが発生したと判断することを特徴とする熱間圧延鋼板のループ検知方法である。
(もっと読む)
鋼帯のリールマーク防止方法およびリールマーク防止用緩衝材
【課題】鋼帯の板厚が1.0mm以上と厚い場合であっても、鋼帯のコイル巻き取り時に発生するリールマークを的確に防止することができるリールマーク防止方法およびリールマーク防止用緩衝材を提供する。
【解決手段】鋼帯1をリール2にコイル状に巻き取る際に、リールマーク(板折れ部)1hの発生を防止するために、巻き取り初期の鋼帯1の一巻き目先端1aと二巻き目1bとが重なる個所に、ポリエチレンシート11とポリエチレンシート12との間に空気泡13の層を備えた3層構造の気泡緩衝材10Aを挿入する。
(もっと読む)
モーター停止用の制御装置
【課題】複数のモーターが使用されているプロセスラインにおいて、連続材の破断を防止し、緊急時に、ラインの停止を早期に実現することができるモーター停止用の制御装置を提供する。
【解決手段】本制御装置は、ペイオフリール及びテンションリールの各コイル径情報と各モーターの回転数情報とが入力される入力部17と、各モーターの定格と各機械部の慣性モーメントとが予め記録された記録部18とを備える。停止時間演算部19は、各モーターについて、その時点におけるトルクで回生制動を実施した場合の停止時間を演算する。また、トルク制限値演算部20は、最大停止時間に合わせて停止させるためのトルク制限値を、各モーターについて演算する。そして、非常停止指令が入力されると、出力部21は、上記各トルク制限値を出力し、そのトルク制限値でトルク制限した回生制動を行わせる。
(もっと読む)
1 - 10 / 92
[ Back to top ]