
国際特許分類[B21C47/06]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 金属の処理法のみに関連した点を特徴とする金属線,金属帯または他の可撓性金属材料の巻取り,コイリングまたは巻戻し (621) | 巻取りまたはコイリング (135) | 移動ガイドを用いることなしにリールまたはドラム上へまたは内への巻取り (30) | リールまたはドラム上に材料を保持する荷重ローラー,ボルト,または同等の手段をもつもの (27)
国際特許分類[B21C47/06]に分類される特許
1 - 10 / 27
熱延鋼帯の巻取り装置及び方法
【課題】熱延鋼帯、特に高強度極厚み材をコイル状に巻き取った際に発生しやすいキンク、トップマークと呼ばれる形状不良の発生を防止する技術を提供する。
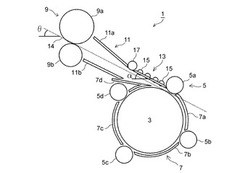
【解決手段】熱延鋼帯2をマンドレル3方向に曲げるための上下一対のピンチロール9と、マンドレル3の周囲に配置された複数本のラッパーロール5と、ピンチロール9によってマンドレル3方向に曲げられた熱延鋼帯2の先端をラッパーロール5に向けて案内するスロートガイド13を備えた熱延鋼帯の巻取り装置1であって、スロートガイド13が水平方向となす角度をα、下ピンチロール9b表面とマンドレル3表面との共通接線14が水平方向となす角度をθとしたときに、0≦(α−θ)≦5°になるようにスロートガイド13が配置されると共に、スロートガイド13と共通接線14とのギャップGを熱延鋼帯2の板厚の2倍以下に調整可能に構成されていることを特徴とするものである。
(もっと読む)
ストリップの製造方法

【課題】巻取り機を構成する4つのラッパーロールのジャンプ制御を行いながらこの巻取り機によりストリップの巻取りを行う際に、従来に比べ高速でストリップ先端部を巻き取ることにより、高い生産性でストリップを製造する。
【解決手段】圧延機、ランアウトテーブルおよび巻取り機を備える熱間圧延工程において、巻取り機に附帯する4つのラッパーロールのジャンプ制御を行いながら巻取り機によりストリップを巻き取る際に、ジャンプ制御を行う時間の大部分の時間において、同時に2つのラッパーロールのみがストリップに接触するようにしてストリップを巻取る。
(もっと読む)
ダブルベルト式ベルトラッパを備えた金属帯の巻取装置による金属帯の巻取方法およびダブルベルト式ベルトラッパを備えた金属帯の巻取装置
【課題】ダブルベルト式ベルトラッパ40を備えた金属帯11の巻取装置100による金属帯11の巻取方法において、軸方向に二つに分かれたラッパロール12の間隙にて、金属帯11が浮き上がった状態でマンドレル8に被せたゴムスリーブ81に巻き付いて金属帯11にスリ疵が入るのを防止し、金属帯11の幅方向の巻きずれも防止する。
【解決手段】スイングアーム回動用シリンダ25の駆動圧力を調整することで、ガイドベルト4の金属帯11への押付け圧力を、調整する。
(もっと読む)
コイル循環冷間圧延方法およびコイル循環冷間圧延設備
【課題】コイル循環冷間圧延方法およびコイル循環冷間圧延設備において、幅広い板厚範囲でも安定して巻き取りできる。
【解決手段】 設定板厚判定機能41は、圧延スケジュールから第1回パス終了後の板厚5.0mmを入力し、設定板厚4.0未満でないと判定し、グリップ方式巻取制御機能42に指令を出力する(ステップS41)。グリップ方式巻取制御機能42は、グリップ方式による制御を行う(ステップS42)。第N回パス終了後、ビルドアップコイル31の板厚が4.0mm未満(例えば、3.5mm)になると、設定板厚判定機能41は、圧延スケジュールから第N回パス終了後の板厚3.5mmを入力し、設定板厚4.0未満であると判定し、ベルトラッパ方式巻取制御機能43に指令を出力する(ステップS41)。ベルトラッパ方式巻取制御機能43は、ベルトラッパ方式による制御を行う(ステップS43)。
(もっと読む)
熱延鋼板の巻き取り方法および巻き取り装置
【課題】熱間圧延ラインにおける高強度厚肉熱延鋼板の巻き取り手段を提供する。
【解決手段】熱延鋼板1の先端部から尾端部までをコイル状に巻き取った後、コイル1に対して遊星状に配置された複数のラッパーロール5a〜5dをコイルに押し付けた状態にてコイルに対して冷却水を噴射し、コイル外周部を所定の冷却時間だけ冷却した後、冷却を停止してコイルを所定の滞留時間だけ巻き取り装置内に滞留させた後にラッパーロールを解放し、巻き取り機から抜き出す。
(もっと読む)
巻取機のコイル尾端停止位置制御方法および装置
【課題】コイル尾端の停止位置制御方法において、最大減速レートの演算精度を上げる方法ではなくて、別の手段によって誤差を補正することで、停止位置制御の精度を向上させる。
【解決手段】鋼帯の尾端が巻取機のピンチロールを通過した後、定められた速度基準に基づいてマンドレルの回転速度を制御し、鋼帯を巻取った後のコイル尾端を目標位置に停止させるコイル尾端の停止位置制御方法において、マンドレルの回転速度を検出して、該回転速度が基準速度を超えているかどうか判定し、基準速度を超えている場合には、コイルを押付けているラッパーロールの回転速度および押付力を制御して、マンドレルの回転速度が前記速度基準になるようにする。
(もっと読む)
金属コイル用の支持台とこのような支持台を有する装置
金属コイル(1,11,31)が、本質的にその横断面で見て円形の周囲を備え、支持台が、少なくとも3つの支持点(2,2’,12,32)を有し、支持台による支承及び/又は搬送を特に確実に行なうために、金属コイル(1,11,31)が支持台上に載置されたときに、これら支持点(2,2’,12,32)が、金属コイル(1,11,31)の周方向に金属コイル(1,11,31)に接触するように、支持点(2,2’,12,32)が配設されている、金属コイル(1,11,31)用の支持台。 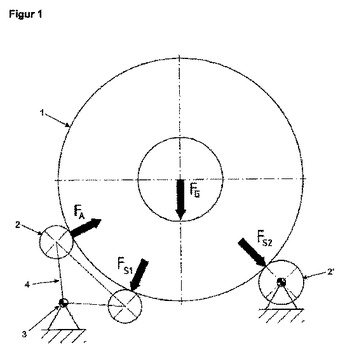 (もっと読む)
(もっと読む)
熱間圧延ラインにおける巻取装置、熱間圧延における被圧延材の巻取方法、および、熱延金属帯の製造方法
【課題】高強度極厚材であっても、巻き緩みが生じたりテレスコが生じたりするのを防止できる、熱間圧延ラインにおける巻取装置、熱間圧延における被圧延材の巻取方法、および、熱延金属帯の製造方法を提供する。
【解決手段】一対のピンチロール1a,1bが被圧延材8を曲げる曲げモーメントと同方向の曲げモーメントを作用させるガイドロール5a,5bを、一対のピンチロール1a,1bに付設する。
(もっと読む)
高強度厚肉熱延鋼板の巻取装置および巻取方法
【課題】高強度厚肉熱延鋼板を、スプリングバック変形を低減した状態でコイルに巻き取ることができる高強度厚肉熱延鋼板の巻取装置および巻取方法を提供する。
【解決手段】ピンチロール、ラッパーロールおよびマンドレルを有する巻取装置に、3本のロールからなる曲げ・曲げ戻し手段を設け、巻き取り時にピンチロールを通過してマンドレルに案内される高強度厚肉熱延鋼板に曲げ・曲げ戻し加工を加えることにより、コイルのスプリングバックを抑制する。
(もっと読む)
高強度厚肉熱延鋼板の巻き取り装置および巻き取り方法
【課題】高強度厚肉熱延鋼板を、巻き緩みや浮き上がりを低減した状態でコイルに巻き取ることができる巻き取り装置と巻き取り方法を提供する。
【解決手段】コイラー装置と該コイラー装置からコイルを抜き出すコイルカーを備える高強度厚肉熱延鋼板の巻き取り装置において、該コイルカー9は、コイル軸心方向と平行な方向に中心軸を有する、コイルを支持するための2本のクレードルロール8,8を備え、かつ2本のクレードルロールの軸心間隔Lを可変にする手段を備える。2本のクレードルロールの軸心間距離は、鋼種、巻き取り温度、コイル重量、板厚、板幅に応じて設定することができる。
(もっと読む)
1 - 10 / 27
[ Back to top ]