
国際特許分類[B21D22/04]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 型打ち,へら絞り,または深しぼりによる切削しない成形 (1,667) | 剛性の装置または工具を用いる型打ち (329) | 窪みの作成のためのもの (27)
国際特許分類[B21D22/04]に分類される特許
1 - 10 / 27
電池ケース用蓋の製造方法及び電池ケース用蓋
【課題】被成形金属板の加工硬化を抑制するとともに、容易に製造することができる電池ケース用蓋の製造方法を提供する。
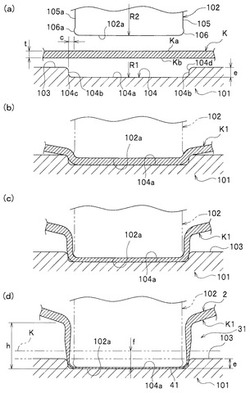
【解決手段】防爆弁を備えた電池ケース用蓋を製造する方法であって、凹部104を備えた延し成形用ダイ101に配置された金属板Kの一方側から延し成形用パンチ102を押し込んで、防爆弁を構成する薄板部41を成形する延し成形工程と、薄板部41に溝部を成形する溝部成形工程と、を含み、凹部104の内径は、延し成形用パンチ102の外径よりも大きくなっており、延し成形工程では、金属板Kを拘束しない状態で延し成形用パンチ102を押し込み、凹部104の底面104aと延し成形用パンチ102の押圧面102aとで金属板Kを圧延することで、薄板部41を成形することを特徴とする。
(もっと読む)
パーキングロックポールの製造方法

【課題】打ち抜き加工でパーキングロックポールを形成可能なパーキングロックポールの製造方法の提供。
【解決手段】外周部に凹状カム面70cを有するパーキングロックポール70を打ち抜き加工で形成するパーキングロックポール70の製造方法において、パーキングロックポール70の素材となる板材200に凹部201を形成し、凹部201の内面を支持し、切り刃として作用するバックアップ221aを備えたダイ221に対し、凹部201を備える面の裏側から板材200をパンチ220で打ち抜くことで、パーキングロックポール70を形成する。
(もっと読む)
ディンプル基板をプレスで製造する製造方法とプレス装置ならびに前記製造方法で製造されたディンプル基板
【課題】 過大なプレス装置を使用せずに、ワーク基板に多数のディンプルを規則的にプレスできるようにする。
【解決手段】 ダイ11に、成形用パンチ15と位置決め用パンチ16および修正用パンチ17が対向している。アルミニウムの金属板を供給して、成形用パンチ15でディンプルを加工する。次に金属板をX1方向へ移送し、位置決め用パンチ16で先に加工されたディンプルを位置決めし、成形用パンチ15で新たなディンプルを加工する。さらに、位置決め用パンチ16の位置決め用突部16bと修正用パンチ17の修正用突部17aとで、異なるストロークで加工されたディンプルの境界部の形状を修正する。
(もっと読む)
金属板と金属サイディング材ならびに金属板の成形型と製造方法
【課題】金属板に深い凹型目地を付与する場合に、金属板端部における波打ちの発生を防止すること。
【解決手段】表面に凹型目地2の柄部3を有する金属板1であって、端部4において凹型目地2に近接して外方へと向って並ぶ帯状溝5を設けるとともに、帯状溝5の配設部に隣接して該帯状溝5とは異形の波打ち防止部12を設ける。
(もっと読む)
ディンプル形成装置
【課題】中空、且つ円筒状の物品に、円筒精度を低下させることなく、効率的にディンプルを形成する。
【解決手段】テーブル11及びスライド12を備えたプレス部10と、テーブル11上に載置される金型部20とから構成される。金型部20は、基台21と、物品Pが外嵌される内型30と、内型30を起立状態と横倒状態とに揺動可能に支持する支持機構22と、物品Pの外面に外嵌される外型40と、内型30と外型40とを位置決めする位置決め部材50,53とを備える。外型40は、その内面と直交する貫通孔42に嵌入された加圧体43を備え、内型30は、加圧体43と合致する位置に穿設された成形孔33を備える。内型30,物品P及び外型40をセットして一体的に横倒させ、スライド12を降下させることで、加圧体43の下端部が物品Pを押圧し、ディンプルが形成される。
(もっと読む)
成形品の寸法精度に優れたプレス成形方法
【課題】本発明は、従来技術の範囲では解決できない、ハット型断面形状のフレーム部品で長手方向に湾曲するフレーム部品をプレス成形において製造するときに、該フレーム部品の縦壁面に発生するうねりやスプリングバックによる形状不良、寸法精度不良を解消することを課題とする。
【解決手段】前記湾曲したフレーム部材の縦壁面に図4に示すような深さ3mm以上の凹部を形成することで、伸びフランジ変形部の引張力を減らすことが可能であり、離型時のうねりも小さく抑えられることを見出し、この知見に基づき成されたものである。
(もっと読む)
塑性加工方法及びその装置と、金型の製造方法
【課題】短時間で加工することが可能な塑性加工による微細形状アレイ創成方法を提供する。
【解決手段】内部にカム6を収容する空間を有するハウジングと、ハウジング内に配置され、側面に1条以上の突出部を有する円筒形もしくは円柱形のカムと、ハウジングに固定され、内部に被加工物を塑性加工する圧子1を収容する圧子案内孔を有するリテーナ2と、リテーナ内に配置された圧子と、カムを回転駆動させる駆動装置を備えた塑性加工装置を用い、塑性加工装置に対向して被加工物3を配置し、カムの駆動と被加工物の表面走行をNCにより同時制御することで、駆動装置を駆動してカムを回転させて、カム表面に形成されている突出部7と、圧子とを間欠的に接触させることにより圧子を被加工物側に圧出させ、圧出された圧子が被加工物に圧入することによって被加工物に圧痕を形成する。
(もっと読む)
金属部材製造方法、圧子及び金属部材製造装置
【課題】孔のサイズが大きい場合であっても比較的低いプレス荷重で孔の周囲に残留応力を付与することに適した金属部材製造方法、圧子及び金属部材製造装置を提供する。
【解決手段】金属部材製造方法は、金属材料90の第1部分をプレスしないで金属材料90の第2部分をプレスするステップと、第2部分をプレスしないで第1部分をプレスするステップとを具備する。金属材料90は、一つの貫通孔を形成すべき領域としての孔形成予定領域93を有する。第1部分及び第2部分は孔形成予定領域93に含まれる。
(もっと読む)
形状凍結性に優れたプレス成形方法およびその装置
【課題】 スプリングバックによる角度変化や稜線そり(面そり)やねじれなどの3次元的な形状不良を生じさせることなくプレス成形品を得ることができる形状凍結性に優れた金属板のプレス成形方法およびその装置を提供すること。
【解決手段】 ダイとパンチの相対的な直進移動によって金属板を成形するプレス成形方法において、伸びフランジ成形部位となる部分に複数のエンボスを配置した金属板の中間品を成形し、該中間品をプレス成形する際に、プレス末期工程のプレス下死点前でこれらエンボスをエンボス潰しパンチで潰し、伸びフランジ成形部位に圧縮応力を与え、かつ、プレス末期工程のプレス下死点前で縮みフランジ成形部位となる部分に余肉ビード形成パンチで複数の余肉ビードを形成し、縮みフランジ成形部位に引張応力を与えて、プレス成形品の残留応力を平準化することを特徴とする。
(もっと読む)
プレス装置、金属板製造方法、及び、液体噴射ヘッドの製造方法
【課題】パンチ打ち込み面の隆起の発生を抑制することが可能な金属板のプレス装置、金属板製造方法、及び、液体噴射ヘッドの製造方法を提供する。
【解決手段】金属板31にパンチ36を打ち込んで塑性加工するプレス装置30であって、パンチの外周面のうち先端側の領域に他の領域よりも表面粗さが粗い粗面部47を備え、当該粗面部よりも基端側の領域に該粗面部よりも滑らかな平滑面部48を備え、金属板にパンチの挿入を開始する側と反対側の面を粗部が越えるまでパンチを挿入することで、パンチ打ち込み面の隆起の発生を抑制した。
(もっと読む)
1 - 10 / 27
[ Back to top ]