
国際特許分類[B21D28/34]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | プレスカッティングによる成形;穴抜き (1,417) | 穴抜き,すなわち穴の押抜き (664) | 穴抜き工具;ダイス保持具 (260)
国際特許分類[B21D28/34]に分類される特許
1 - 10 / 260
半導体装置の製造方法、及び、リード切断装置
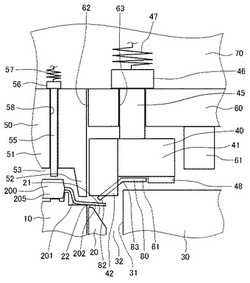
【課題】切断屑の飛散と切断屑の残留とを簡易な構成により抑制する。
【解決手段】半導体装置の製造方法は、半導体装置200の外部リード(リード201)の先端部202をダイ20と押さえ部材40とで挟持した状態で、ダイ20とパンチ50とによる剪断によって先端部202を切断する工程と、ダイ20と押さえ部材40とを離間させる工程を有する。押さえ部材40には、押さえ部材40におけるダイ20側の面よりダイ20側に突出する弾性体(例えば板状弾性体80)が設けられている。ダイ20と押さえ部材40とで外部リードを挟持する際には、弾性体をダイ20により押してダイ20とは反対側へ弾性変形させる。ダイ20と押さえ部材40とを離間させることにより、弾性体をダイ20側へ弾性復帰させ、切断により切断屑203となった先端部202を弾性体によって押さえ部材40及びダイ20から払い除ける。
(もっと読む)
ダイホルダ

【課題】 ダイの交換時等に、工具を用いずに簡単な操作でダイを円滑に取り外すことができ、しかもダイを強固に固定することができるダイホルダを提供する。
【解決手段】ダイホルダ1は、上面にダイ保持凹部4を有するダイホルダ本体2と、このダイホルダ本体2の段差部8の上方においてダイ保持凹部4に嵌合したダイ70に対し接近した接近位置P1と離反した離反位置P2間で進退可能、かつ離反位置P2と下降位置P3間で昇降可能なカバー体15と、接近位置P1にあるカバー体15の離反位置P2側への移動を拘束する拘束機構30と、カバー体15の下側にカバー体15に対してダイ70に接近および離反する方向に進退可能に設けられ、ダイ70の外周面に当接してダイ保持凹部4の段差部8と反対側の内壁面7aに押し付けるクランパ16と、クランパ16をダイ70の側へ付勢するばね部材18とを備える。
(もっと読む)
熱間剪断加工方法
【課題】本発明の解決すべき課題は、加熱した金属板材を、金型内で剪断加工し、当該剪断加工と同時に前記金型内で焼入れする、熱間プレス成形工程を経ない熱間剪断加工方法、ならびに、加熱した金属板材を、前記金型内でプレス成形し、当該プレス成形と同時または直後に前記金型内で剪断加工し、当該剪断加工と同時に前記金型内で焼入れする、熱間プレス成形工程を経る熱間剪断加工方法について、剪断加工面の硬度を均一にするとともに、剪断加工面の引張残留応力を低減できる熱間剪断加工方法を提供すること。
【解決手段】加熱した金属板材を、金型内で剪断加工し、当該剪断加工と同時に前記金型内で焼入れする熱間剪断加工方法において、軸方向に径が一定の基軸部20とこれに連続するパンチ先端に向かって先太りとなる逆テーパー部21を備えるパンチ10を用いて、前記金属板材1を剪断加工することを特徴とする熱間剪断加工方法。
(もっと読む)
金型装置
【課題】 パンチに十分な量の潤滑剤を付着させた状態で被加工材を成形することができ、且つ、供給された潤滑油の圧力により被加工材が変形することを防止し得る金型装置を提供すること。
【解決手段】 金型装置1は、潤滑油溜め空間S内の潤滑油圧力を設定圧力P0以下の圧力に維持するリリーフ弁33を備える。このリリーフ弁33は、潤滑油路121内の潤滑油圧力が被加工材Wが塑性変形しない上限圧力として予め定められた設定圧力P0以下であるときに潤滑油溜め空間Sから潤滑油路121に向かう流体の流れを遮断し、潤滑油路121内の潤滑油圧力が設定圧力P0を越えたときに潤滑油溜め空間Sから潤滑油路121に向かう流体の流れを許容することにより、潤滑油溜め空間S内の潤滑油圧力を設定圧力P0以下の圧力に維持する。
(もっと読む)
プレス金型
【課題】 開口部の形成とバリ除去とを同じ箇所で同時に行うことができるようにする。
【解決手段】 プレス対象物300に打ち抜くべき開口部310に対応した凹部111が形成された雌型110と、この雌型110に載置されたプレス対象物300を介して前記凹部111に対して押圧される雄型120とを備えており、前記凹部111の周囲には、前記雄型120がプレス対象物300に対して押圧された際に、プレス対象物300の開口部310の周縁部311となるべき箇所に食い込み、開口部310が打ち抜かれた際には周縁部311が圧接される凸脈112が形成されている。
(もっと読む)
プレス加工装置
【課題】プレス加工時に、可動側金型とワークとの接触面に潤滑油を確実に供給することができるプレス加工装置を提供する。
【解決手段】パンチ10とワークWとの接触面に潤滑油を供給し、パンチ10とダイ101とによってワークWを打ち抜き加工する打ち抜き加工装置100であって、パンチ10の底面11には、中央部11Cから周囲部11Rに向かって溝15が形成されている。またパンチ10の側面12には、略プレス方向Pに沿って溝16が形成されているものである。
(もっと読む)
パンチプレスの追い抜き金型、板材の長孔形成方法、およびパンチ金型
【課題】 比較的安価に製作でき、パンチ孔の重なり部分を滑らかに仕上げながら、追い抜き加工を能率良く行うことができるパンチプレスの追切り金型を提供する。
【解決手段】 追い抜き金型は、ダイ金型1とパンチ金型11との組み合わせからなる。ダイ金型11は、平面形状が長方形状で上下に貫通した貫通孔12を有し、この貫通孔12の板材送り方向上流側の上面開口縁から上流側にかけて他の部分よりも上面の高さが低い凹部13が形成されている。パンチ金型1は、ダイ金型11の貫通孔12に嵌り合い状態に進入する刃部3を有し、この刃部3の板材送り方向上流側のコーナー部4が平面視で円弧状に形成されている。ダイ金型1とパンチ金型11とを用い、前回加工で形成されたパンチ孔と今回加工で形成されるパンチ孔とが互いに板材送り方向Aに重なるように板材Wに追い抜き加工を行って、長孔を形成する。
(もっと読む)
パンチ加工装置
【課題】パンチの設置位置の自由度が高く、かつ小型化が可能なパンチ加工装置の構造を提供する。
【解決手段】カムユニット1を用いてパンチを移動させることにより、薄板金属等のワーク600にパンチ加工を施すパンチ加工装置において、パンチとして突破りパンチ2Aを用いる。そして、突破りパンチ2Aをカムユニット1のカムスライダ12Aに、リテーナを用いることなく直接取り付けて固定する。突破りパンチ2Aは、ダイス610との間に大きなクリアランスを取ることが可能であり、ダイス610に対する偏芯を許容できる。このため、パンチ位置の精密な位置合わせが不要であり、また、ダイス610から引き抜くときの接触抗力も小さくなるため、リテーナを用いることなく、突破りパンチ2Aをカムスライダ12Aに直接取り付けて固定することが可能となる。
(もっと読む)
金属シート材の打ち抜き方法及び打ち抜き装置
【課題】金属シート材を圧縮することなく引っ張り状態でせん断して打ち抜くことができて、打ち抜き部分に残留歪が生じるのを抑制することができる金属シート材の打ち抜き方法及び打ち抜き装置を提供する。
【解決手段】刃先13,16を有するダイ11及びパンチ15を用いて、金属シート材Mを打ち抜く。ダイ11及びパンチ15のうちで、少なくともダイ11の刃先角R1が90度以下のものを用いる。パンチ15に設けられた応力付与部17により、金属シート材Mに降伏点を越えないように引張応力を作用させた状態で、金属シート材Mの打ち抜きを行う。
(もっと読む)
穴抜きパンチ
【課題】抜きカス上りの無い鋭利な刃先エッジを有する穴抜きパンチを低コストで提供する。
【解決手段】穴抜きパンチ1は、穴抜き加工用のものであって、周縁部が穴抜きパンチ1の刃先エッジ5となっている先端面6を備える。先端面6は、スプリングバックによる径の拡大を抜きカスに生じさせる直円錐台の形状を有しており、平坦部8及びテーパ部9により構成される。例えば、穴抜きパンチ1のパンチ径Aが10.5mmである場合、該直円錐台の下底と母線とのなす角αは15°とされ、該直円錐台の高さhは0.45mmとされる。
(もっと読む)
1 - 10 / 260
[ Back to top ]