
国際特許分類[B21F7/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 線材の加工または処理 (503) | 線材のねじり;線材のよりあわせ (22)
国際特許分類[B21F7/00]に分類される特許
11 - 20 / 22
ゴム製品補強用スチールコード
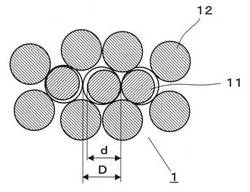
【課題】車両用タイヤや工業用ベルト等のゴム製品の補強材として使用されるゴム製品補強用スチールコードを、超偏平で且つ耐疲労性に優れたものとする。
【解決手段】3本の素線からなる芯の周りに側となるN(N=5〜13)本の素線を撚り合わせた3+N構造のスチールコードを、芯素線11が全て互いに略平行で、コード断面において略直線状に一方向に並ぶことによりコード断面が超偏平な形状となり、且つ、その芯素線11が式、P=0.22Pc〜0.43Pc、d1=1.02d〜1.05d(ただし、P:くせピッチ(mm)、Pc:側素線の撚りピッチ(mm)、d1:見掛けの外径(mm)、d:芯素線径(mm))を満たすことで、芯素線11が伸びやすくなって、芯素線11と側の素線12に引張荷重が分散されるようにする。
(もっと読む)
撚線機

【課題】4度撚りを行う撚線機のコンパクト化を図る。
【解決手段】第1乃至第4のターンローラB1〜B4に近接して第1乃至第4の撚線ガイドD1〜D4が設けられ、各撚線ガイドD1〜D4は各ターンローラB1〜B4と一体となって中心線Mの周りに回転する。第1,第2のターンローラB1,B2及び第1,第2の撚線ガイドD1,D2は同一方向に回転し、第3,第4のターンローラB3,B4及び第3,第4の撚線ガイドD3,D4は第1のターンローラB1等とは逆方向に回転する。撚り口ダイスAと撚線巻取部Cを結ぶ中心線M上に4個のターンローラB1〜B4を上記の位置関係で配置することで撚線を引き回す経路を短くした。
(もっと読む)
撚り合せ電線の製造装置、撚り合せ電線の製造方法及び撚り合せ電線
【課題】撚り合わされた電線間の隙間をなるべく小さくすると共に、撚り合わせのほどけを防止すること。
【解決手段】複数の電線Wの一端部を保持する第1電線端部保持部12と、複数の電線の端部をそれぞれ保持する複数の第2電線端部保持部30と、第1電線端部保持部12を回転させる撚り合せ駆動部20と、複数の第2電線端部保持部30を回転可能状態と回転規制状態とで切換える電線端部支持状態切換部40と、複数の電線Wの撚り合せのための回転を規制する撚り合せ回転規制部50と、撚り合せ回転規制部50を移動させる回転規制部駆動部60とを備え、複数の電線Wのそれぞれの他端部を回転可能に保持した状態で第1電線端部保持部12を回転させつつ、撚り合せ回転規制部50を移動させる第1撚り合せ処理の後、複数の電線Wのそれぞれの他端部を回転規制状態に保持した状態で第1電線端部保持部12を回転させる第2撚り合せ処理を実行する。
(もっと読む)
伝動ベルト及びその製造方法
【課題】継続的な繰り返し負荷に対しても撚り緩みが生じず巻き付けた形状を維持することができる環状金属コードを備え、破断が生じにくく、かつ、製造が容易な伝動ベルト及びその製造方法を提供する。
【解決手段】伝動ベルトB1は、抗張力体となる環状金属コードC1と、環状金属コードC1を覆う被覆部70とを備え、環状金属コードC1は、複数のストランド材1,2同士を撚り合わせた金属コード20が解撚されて合計断面積の異なる2つの線材群に分けられ、合計断面積の大きい方のストランド材1の群を再使用線材群3とし、合計断面積の小さい方のストランド材2の群を不使用線材群4として、再使用線材群3の長手方向の一部が環状にされつつその環状部分3aにおける不使用線材群4の抜けた螺旋状の空隙部5に再使用線材群3の余長部3bが嵌め入れられて巻き付けられている。
(もっと読む)
撚線機
【課題】線材の付け替え作業を軽減し簡単に撚線を製造することができる撚線機を提供する。
【解決手段】動作切替部9A,9Dを引き抜き、動作切替部9B,9Cを差し込んだ状態で、太陽歯車5Aが回転すると歯車軸6Aが回転し、衛星歯車5B,5Eも回転して歯車軸6B,6Eが回転する。その結果、複数本の線材束L1の上端部が中心軸回りにそれぞれ回転し、複数本の線材束L1がそれぞれ撚られて複数本の個別撚線が製造される。歯車軸6A,6Bに動作切替部9A,9Dを差し込み、歯車軸6Aから動作切替部9Bを引き抜き、連結部8から動作切替部9Cを引き抜いた状態で太陽歯車5Aが回転すると、衛星歯車5B,5Eが連結部8と一体となって太陽歯車5Aの回りを公転する。その結果、中心の1本の個別撚線の周囲に複数本の個別撚線が巻き付けられて、複数本の個別撚り線が撚り合わされて1本の全体撚線が製造される。
(もっと読む)
ツイスト線の製造方法及び製造装置
【課題】インピーダンスのばらつきを抑制するとともに歩留まりを高めることができるツイスト線の製造方法及び製造装置を提供すること。
【解決手段】本発明によるツイスト線の製造方法は、一対の電線のそれぞれの一方端を独立して把持して、当該それぞれの一方端を当該電線の中心軸線回りに拘束し、他方端を固定して、前記一対の電線の一方端を左右いずれかの方向に撚ることを特徴とする。
(もっと読む)
伝動ベルト及びその製造方法
【課題】破断強度に優れ、かつ製造が容易な伝動ベルト及びその製造方法を提供する。
【解決手段】伝動ベルトB1は、環状金属コードC1と被覆部70とを備え、環状金属コードC1は、金属素線5を6本撚り合わせてなるストランド材1を所定の環状径に巻いて始端部を仮止めして環状コア部3を形成した状態で、環状コア部3から連続したストランド材1を環状コア部3に対して螺旋状に6周巻き付けることにより、環状コア部3の外周面を覆う外層部4を形成し、その後、ストランド材1の始端部1aと終端部1bとを軸方向に沿って重ねた状態となるように、ストランド材1の直径の2倍未満のスリーブ内径を有するコイルばね状スリーブからなる接続部材7aの内側に収容して接続し、さらに、接続部材7aの外側に露出した末端余長部6a,6bを切断して除去することにより製造されている。
(もっと読む)
伝動ベルト及びその製造方法
【課題】破断が生じにくく、かつ、製造が容易な伝動ベルト及びその製造方法を提供する。
【解決手段】抗張力体となる環状金属コードC1と、環状金属コードC1を覆う被覆部とを備え、環状金属コードC1は、第1の金属素線31の一部が所定の環状径のループとされ、当該ループに対して第1の金属素線31の余長が螺旋状に複数周巻き付けられ、第1の金属素線31の始端部31aと終端部31bが結合されて形成された環状コア部3と、第2の金属素線11を複数本撚り合わせてなる1本のストランド材1が環状コア部3に対して螺旋状に複数周巻き付けられて環状コア部3の外周面を覆い、ストランド材1の巻き付け始端部1aと巻き付け終端部1bが結合されて形成された外層部4と、を有する。
(もっと読む)
コンパクトより線機具
【課題】 制御盤や電気器機内での接続配線の一部に、ノイズ対策の一つとしてツイスト線を使用することがある、そのツイスト線を作る為の、コンパクト縒り線機具を提供する。
【解決手段】 一次側回転主軸棒の一端に、充電式電動ドライバーやハンドドリルなどを装着できる用にし、この主軸棒と、二次側逆回転軸に歯車を設けて噛合し、二次側回転軸は左に回転し、線がねじれることで戻ろうとする、その反発力の一部を利用しながら本体共に右回転させる事を特徴とする。
(もっと読む)
伝動ベルト及びその製造方法
【課題】破断強度に優れ、且つ製造が容易な伝動ベルト及びその製造方法を提供する。
【解決手段】伝動ベルトB1は、環状金属コードC1と被覆部70とを備え、環状金属コードC1は、金属素線5を6本撚り合わせてなるストランド材1を所定の環状径に巻いて始端部を仮止めして環状コア部3を形成した状態で、環状コア部3から連続したストランド材1を環状コア部3に対して螺旋状に6周巻き付けることにより、環状コア部3の外周面を覆う外層部4を形成し、その後、ストランド材1の始端部と終端部とを接続部材7を用いて結合させることにより形成されている。
(もっと読む)
11 - 20 / 22
[ Back to top ]