
国際特許分類[B21K21/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造またはプレス製品の製造,例.馬蹄,リベット,ボルト,車輪 (1,308) | グループ1/00から19/00の単一のサブグループに包含されない中空物品の製造 (162)
国際特許分類[B21K21/00]の下位に属する分類
中空物品を製造するための半加工品としての円盤状または帽状体素材の製造,例.深絞りまたは押出し用の素材 (7)
薄肉厚の中空物品の形成,例.薬莢 (12)
厚肉厚の中空物品の形成,例.弾丸 (46)
軸心方向に異なった断面積をもった中空物品の形成,例.ノズル,スパークプラグ (36)
中空物品の端部形成 (20)
断面の形状についての中空物体の改造 (35)
国際特許分類[B21K21/00]に分類される特許
1 - 6 / 6
一又は二以上の凹みを備えた鋳造され鍛造される部品の製造方法
【課題】製造工程が少なく及び廉価のパーツの製造方法を提供することである。
【解決手段】一又は二以上の穴の開いた凹み1Cあるいは止まり穴の凹み1Cを含む鋳造プレフォーム1を形成する段階と、プレフォーム1を、該プレフォームの温度を一様に保持するトンネル炉に移動する段階と、鋳造プレフォーム1をプレス上に配備された圧造ダイに位置づける段階と、鍛造作業の前に、コマンドにより、一又は二以上の多方向ロッド2を鋳造プレフォーム1の凹み1Cあるいは空洞に一又は複数のロッド2を導入する段階と、形作られた凹み1Cの中にロッド2が一時的に位置付けられている間にロッド2を受けるプレフォーム1を所定の大きさにする段階と、上部鍛造ダイを持ち上げて鍛造されたプレフォーム1を自由にする段階と、凹み1Cに位置付けられたロッド2を引き出す段階と、鍛造されたプレフォーム1を取り外す段階とを実施する。
(もっと読む)
鍛造成形品、その製造方法および鍛造用金型

【課題】引けや折れ込みを発生させることのない鍛造成形品の製造方法を提供する。
【解決手段】素形材10が鍛造成形品の筒状部に対応する部位に複数段からなる凸曲面部13を有し、該複数段からなる凸曲面部の外周から第1段目13aと第2段目13bとの境界14の位置が、鍛造成形品の筒状部の内径より小さく、各複数段の各段間が滑らかな曲面で接続されているので、底部に引けを発生させることなく、筒状部のふち部に折れ込みを発生させることなく製造できる。
(もっと読む)
割れを抑制するカップ状部材のしごき加工方法
【課題】予備成形品の変形能を高めるための軟化を目的とした熱処理を省略ないし簡略化しても、加工時に割れを抑制することのできるカップ状部材のしごき加工方法を提供する。
【解決手段】鋼材を予めカップ状に予備成形して成る予備成形品10の中央穴部にパンチ12を挿入した状態で予備成形品10をパンチ12とともにダイス14に軸方向に通し、予備成形品10の外周部をしごき加工してパンチ12側に肉寄せし、外周及び内周形状を仕上げ加工するしごき加工方法において、ダイス14のダイアングルαを12.5°以下とし若しくは減面率を5.5%以下としてしごき加工を行う。
(もっと読む)
チタン材からなる有底円筒状の鍛造成形品
【課題】高強度且つ軽量であって、寸法安定性に優れ、外周部の伸びが均一であって、外周部に割れが無いなど種々の優れた特性を有し、しかも工業的に有利に製造されるバルブリフターなどの有底円筒状の鍛造成形品を提供すること。
【解決手段】底部と隣接する外周面上に余肉部10が形成されていることを特徴とするチタン材からなる有底円筒状の鍛造成形品。
(もっと読む)
一体成形された突出部を有する金属成形物の製造方法及び一体成形された突出部を有する金属成形物を成形するための成形装置
【課題】 低荷重で一体成形された突出部を有する金属成形物を成形するための製造方法及び低荷重で一体成形された突出部を有する金属成形物を成形するための成形装置を提供するものである。
【解決手段】 本発明の一体成形された突出部5を有する金属成形物1の製造方法は、平板部2cを有する金属成形物成形用素材2を準備する工程と、成形用素材2の平板部2cの突出部形成予定部位2e及びその周辺部2fを両面2a,2bより圧迫するものであり、かつ少なくとも一方の面2aを突出部形成用凹部14を有する加圧面保有部材11により圧迫するとともに、突出部形成予定部位2e及びその周辺部2fに引っ張り応力を付与することにより、平板部形成材料の一部を突出部形成用凹部14内に圧入させる突出部形成工程とを行うものである。
(もっと読む)
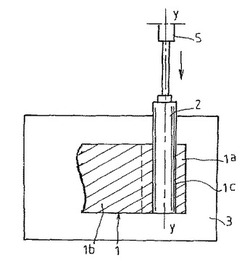
中空形状部品の製造方法
【課題】 従来、汎用プレスでは製造することの難しかった複雑形状を有する中空部品を精度良く製造する方法を提供する。
【解決手段】 鋼材からなる円筒部材あるいは底付円筒部材1の内部に、内部圧力保持金属2を挿入した鍛造用素材3に鍛造加工を施し所定の外形形状の成形した後、鍛造品5を内部圧力保持金属2融点以上の温度に加熱して、内部圧力保持金属2を溶融・除去して、鋼材からなる中空部品6を得る。
(もっと読む)
1 - 6 / 6
[ Back to top ]