
国際特許分類[B22D11/059]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 金属の連続鋳造,すなわち不定長さへの鋳造 (5,350) | 両端が貫通している鋳型へのもの (670) | 鋳型の材料またはメッキ (61)
国際特許分類[B22D11/059]に分類される特許
1 - 10 / 61
チタンまたはチタン合金からなる鋳塊の連続鋳造用の鋳型およびこれを備えた連続鋳造装置
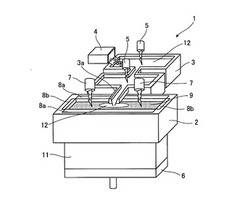
【課題】表面に欠陥が少ない鋳塊を鋳造することができるようにする。
【解決手段】鋳型2の内周面の少なくとも一部において、少なくとも溶湯12の湯面が接触する箇所に、緩冷却板8a,8bを設けることで、緩冷却板8a,8bに接触する溶湯12からの抜熱量が、鋳型2に接触する溶湯12からの抜熱量よりも小さくなるようにする。
(もっと読む)
鋳型材及び連続鋳造用鋳型

【課題】溶湯の凝固速度が均一となるような熱伝導率が得られ、強固な固定が可能な優れた機械的強度を有する鋳型材及びこの鋳型材を用いた連続鋳造用鋳型を得る。
【解決手段】連続鋳造用鋳型の溶湯と接する部分に用いられる鋳型材であって、鋳型材は、銅粉末を焼結した焼結金属から成り、鋳型材に用いられる銅粉末の粒度は、鋳型材の溶湯側の方が、溶湯側とは反対側よりも大きい。
(もっと読む)
連続鋳造鋳型
【課題】対向配置された長辺の間に対向配置される短辺の内側角部の欠け及び磨耗を防止することが可能な連続鋳造鋳型を提供する。
【解決手段】対向配置される長辺11、12と、長辺11、12の間に対向配置される短辺13、14とを有する連続鋳造鋳型10において、長辺11、12の内側表面に当接する短辺13、14の内側角部、又は短辺13、14のメニスカス部を含む下側領域であって長辺11、12の内側表面に当接する内側角部に面取りを施し、内側角部と長辺11、12の内側表面との間に空間部19を形成し、短辺13、14の内側角部の損傷を防止した。
(もっと読む)
連続鋳造鋳型
【課題】対向配置される長辺の間に短辺を横移動可能に対向配置した際に、長辺側の鋳型コーナー部となる長辺の短辺移動領域における早期の母材露出を防止することが可能な連続鋳造鋳型を提供する。
【解決手段】連続鋳造鋳型10は、対向配置される長辺12、13と、長辺12、13の間に横移動可能に対向配置される短辺14、15とを有し、対向する長辺12、13の内幅が鋳片の鋳造方向に狭まるマルチテーパが長辺12、13の内側に形成され、かつ長辺12、13の内側には耐磨耗性の補強皮膜が形成され、しかも、長辺12、13に短辺14、15が当接する短辺移動領域の補強皮膜18、19の厚みを、長辺12、13の中央領域に形成された補強皮膜20の厚みより厚くした。
(もっと読む)
成形用アルミニウム合金板
【課題】高Mg含有Al−Mg系合金板でのβ相の析出を低減して、プレス成形性を向上させた成形用アルミニウム合金板を提供する。
【解決手段】Mg:6.0〜15.0質量%を含むAl−Mg系合金からなる成形用アルミニウム合金板であって、合金板の表面に設定された全板幅Wを1辺とする正方形状の領域において、板幅方向および板長さ方向に所定の間隔a、bで設定された板幅方向測定点PxでMg濃度を測定し、それらの平均値を板幅方向平均Mg濃度(Co)とし、板幅方向測定点Pxにおいて、板厚方向に所定の間隔cで全板厚Tにわたって設定された板厚方向測定点PyでMg濃度を測定し、それらの平均値を板厚方向平均Mg濃度(Ci)としたとき、板厚方向平均Mg濃度(Ci)と板幅方向平均Mg濃度(Co)との差(Ci−Co)で定義される領域Mg偏析度(X)の絶対値は、最大値が0.5質量%以下、かつ、平均値が0.1質量%以下である。
(もっと読む)
連続鋳造用鋳型
【課題】鋳片の凝固遅れを抑制して、良好な品質の鋳片を製造可能な連続鋳造用鋳型を提供する。
【解決手段】連続鋳造用鋳型10の冷却部材12の溶鋼接触面23側に、溶鋼22の湯面位置を上位置P1とし、上位置P1から下方へ300mm以上を下位置P2とする膨出部24を設け、膨出部24の縦断面を上位置P1から下位置P2まで3つ以上8つ以下の連続する直線部L1〜L3で構成し、隣り合う直線部L1〜L3のなす角θ1、θ2を、174度以上179.97度以下の範囲内とし、上位置P1と下位置P2を結ぶ直線L4を底辺とする膨出部24の最大高さを0.2mm以上5mm以下の範囲内として、冷却部材12の幅方向に隣り合う締結手段群の間に形成された窪み部29と、冷却部材12に向けて突出して、その先端面が窪み部29の底面に当接する仕切り部31、32が設けられた支持部材13で導水溝18〜20を形成した。
(もっと読む)
連続鋳造用鋳型
【課題】鋳片の凝固遅れを抑制して、良好な品質の鋳片を製造可能な連続鋳造用鋳型を提供する。
【解決手段】連続鋳造用鋳型10の冷却部材12の溶鋼接触面21側に、溶鋼20の湯面位置を上位置P1とし、上位置から下方へ300mm以上を下位置P2とする膨出部22を設け、膨出部の縦断面を上位置から下位置まで3つ以上8つ以下の連続する直線部L1〜L3で構成し、隣り合う直線部のなす角θ1、θ2を、174度以上179.97度以下の範囲内とし、上位置と下位置を結ぶ直線L4を底辺とする膨出部の最大高さhを0.2mm以上5mm以下の範囲内として、冷却部材の裏面側の上下方向に隣り合う締結手段15間の導水溝17〜19は幅広に形成され、締結手段の側方部分の導水溝17、19の平断面積を、上下方向の締結手段間の導水溝の平断面積の−20%〜+20%の範囲内とした。
(もっと読む)
連続鋳造用鋳型及びその施工方法
【課題】銅合金の連続鋳造用鋳型、特にカーボン鋳型において、2分割スリーブ鋳型のシンプルな構造を生かしつつスリーブと水冷プロテクターの密着性を向上させるための鋳型構造及びその施工方法を提供する。
【解決手段】水冷プロテクター11の内壁に、短辺側で2分割したコ字状のスリーブ13を配した連続鋳造用鋳型において、水冷プロテクターの長辺側内壁に圧縮復元性を有する伝熱シート14を設け、短辺側の2分割スリーブ間に、その両スリーブを伝熱シートを介して水冷プロテクターの長辺側内壁に押し付ける拡幅手段18を設けたものである。
(もっと読む)
連続鋳造用鋳型
【課題】溶湯メニスカス部分での抜熱特性が良くて冷却制御が良好に行える冷却水路を備えて、容易に経済的に製作できる連続鋳造用鋳型を提供する。
【解決手段】銅又は銅合金製の鋳型1の鋳造方向に冷却水路6を設けた連続鋳造用鋳型であって、冷却水路6に冷却水を鋳造方向と平行に流して鋳塊を冷却する。冷却水路6内には、熱伝導率の異なる材料製の内部挿入管21、22を配置している。これらの内部挿入管21、22により、鋳造方向における前記冷却水路6部分の熱伝導率を調節して冷却能力を制御するようにている。
(もっと読む)
連続鋳造用鋳型の補修方法及び補修された連続鋳造用鋳型
【課題】補修に伴う鋳型の冷却効率の上昇を抑制し、良好な品質の鋳片の製造が可能な連続鋳造用鋳型の補修方法及び補修された連続鋳造用鋳型を提供する。
【解決手段】上下方向に貫通し溶鋼を受入れて冷却する空間部11を内側に形成する冷却部材12の内面側に、溶鋼湯面位置を上位置とし、上位置から下方へ300mm以上を下位置として空間部11側へ張り出す膨出部21が設けられ、膨出部21の縦断面の内側線は、上位置から下位置までを3〜8の連続する直線部で構成され、隣り合う直線部のなす角は、174〜179.97度であり、上位置と下位置を結ぶ直線を底辺とする膨出部21の最大高さhは0.2〜5mmである連続鋳造用鋳型10の補修方法であって、冷却部材12の内面側を改削して膨出部21の形状を復元し、改削後の冷却部材12の外面、又は内面と外面の双方に、冷却部材12より熱伝導率が小さい金属の熱抵抗層29を形成する。
(もっと読む)
1 - 10 / 61
[ Back to top ]