
国際特許分類[B22D17/10]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 加圧または噴射ダイキャスト,すなわち,高圧により鋳型に金属を注入する鋳造 (2,753) | コールドチャンバー機械,すなわち溶融金属を注ぐ加熱していない加圧室をもつもの (52) | 水平の加圧作動をもつもの (9)
国際特許分類[B22D17/10]に分類される特許
1 - 9 / 9
横型ダイカストマシン及びダイカスト鋳造方法
【課題】鋳造サイクルタイムと、後工程に要する時間と、金型交換に要する時間とを短縮することができ、生産性を向上することができる横型ダイカストマシン及びダイカスト鋳造方法を提供する。
【解決手段】対向する2つの金型取付盤を有する横型ダイカストマシンにおいて、前記金型取付盤の一方に取り付けられた金型と、前記金型取付盤の他方に取り付けられたダミー金型と、前記金型と組み合わされる少なくとも2つの回転金型と、前記金型取付盤間に配置され、前記回転金型を取り付け可能な、少なくとも2つの回転金型取付面を有する回転金型取付部と、前記回転金型取付部と、前記回転金型取付部を型開閉方向と略直交する回転軸周りに回転可能に支持し、型開閉方向に移動させる支持部とからなる回転金型支持装置と、を備えたことを特徴とする横型ダイカストマシンによって達成される。
(もっと読む)
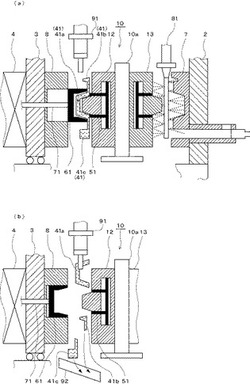
コールドチャンバー式ダイカストマシン

【課題】鋳造品質を低下させる空気の巻き込みを最小限にすると共に、鋳込み抵抗を最小限にして、高品質のダイカスト製品を安定して鋳造する事が出来るコールドチャンバー式パーティング射出ダイカスト機を提供する。
【解決手段】溶湯を固定金型19と可動金型1の合せた内部へ圧送する高速射出シリンダー5を有し、高速射出シリンダーを保持する為のシリンダープレート10、シリンダープレートを保持する為の射出台を有している。おのおの上下に配置したガイドバー7で保持してスリーブ2の押付力を吸収させて、金型パーティング面21から金属溶湯を鋳込む事を特徴にしたコールドチャンバー式ダイカストマシンである。
(もっと読む)
ダイカストマシン
【課題】ダイカストマシンを搬送するに際し、ダイカストマシンに吊り構造を備えることで、ダイカストマシンを吊り具で容易に吊り上げられるようにする。
【解決手段】ダイカストマシン1に、鋳造運転中には固定配置され、型厚調整時には移動可能であるテールストック5と、可動ダイプレート7に固定された可動金型と型開閉される固定金型が固定される固定ダイプレート4を備え、テールストック5にはその上部に突出して、孔部13を有するブロック部12を形成すると共に、固定ダイプレート4にはその上部2箇所を貫通した貫通孔16を形成する。ダイカストマシン1を吊り上げて搬送等する際、固定ダイプレート4の貫通孔16とテールストック5の上部に設けた孔部13にワイヤーロープRを掛けることができる吊り構造を備えていることから、ダイカストマシン1を簡単に吊り上げることができる。
(もっと読む)
ダイカストマシン
【課題】射出シリンダの作動中に金型スリーブの中心軸と射出シリンダの中心軸との間でズレや角度が生じるのを回避して、金型スリーブ内でプランジャがこじられるなどの不具合が生じるおそれのない減肉・軽量化されたダイカストマシンを提供する。
【解決手段】固定ダイプレート14と、可動ダイプレートと、一対の横架材部38a、38bおよび縦ブロック材部38cとを有し、一対の横架材部38a、38bの他端がそれぞれ固定ダイプレート14の背面に取り付けられたフレーム38と、射出シリンダ34と、固定ダイプレート14に取り付けられた金型スリーブ32とを備えるダイカストマシンにおいて、一対の横架材部38a、38bの曲げ強度を互いに等しく形成することにより上記課題を解決することができる。
(もっと読む)
ダイカストマシン
【課題】射出用電動サーボモータをもつダイカストマシンにおいて、高速射出工程における高速の射出速度を、応答性よく、確実に得ることを提供する。
【解決手段】射出プランジャ14を前進させることにより金属溶湯を金型キャビティ内に射出・充填するダイカストマシンにおいて、ピストン体を兼ねる射出プランジャ14が前後進可能に備えられた油圧シリンダ13と、該油圧シリンダに圧油を供給する油圧回路の一部(ACC12、制御弁21、逆止弁25,29及び圧力センサ30)とを移動体6に搭載し、該移動体6を射出用電動サーボモータ8にて駆動されるボールネジ機構(ボールネジ9及びナット体10)を用いて射出プランジャ14の進退方向に駆動する構成とした。
(もっと読む)
成形機
【課題】キャビティを排気するための構成が離型に及ぼす影響を低減して、成形品の離型時における成形品の破損を抑制できる成形機を提供する。
【解決手段】ダイカストマシン1は、移動金型105を貫いて分割面105a側表面において開口する排気路109を介して、キャビティCaを排気可能な真空ポンプ23と、固定金型103及び移動金型105の間に配置され、型開閉方向の移動により、移動金型105の分割面105a側表面に当接又は離間して排気路109を開閉可能なバルブチップ47aを有するバルブ部材47と、バルブ部材47を型開閉方向に駆動するアクチュエータ49と、移動金型105から成形品Dtが離型するときに、バルブチップ47aにより成形品Dtを押すようにアクチュエータ49を制御する制御装置13とを有する。
(もっと読む)
ダイカスト金型及び鋳造方法
【課題】プランジャースリーブ内のガスや酸化膜が製品に巻き込むのを効果的に防止でき、高品質の製品を得ることができるダイカスト金型及び鋳造方法の提供を目的とする。
【解決手段】プランジャースリープ内に注湯し、プランジャーで金型内に溶湯を射出するダイカスト鋳造用金型であって、金型キャビティ内に連通するランナーのスリーブ側湯口の少なくとも下端がプランジャースリーブ内に注湯した溶湯の湯面より下に位置するように配置してあり、注湯した溶湯の湯面より上部にガス抜き口が位置し、プランジャースリーブ内からのガス抜き部を形成してあることを特徴とする。
(もっと読む)
芯出しカップリング
【課題】射出成形時に結合状態が確保でき、プランジャースリーブの熱膨張変化にも追従でき、プランジャースリーブとプランジャーロットの変形磨耗の発生の少ない芯出しカップリングを提供する。
【解決手段】射出シリンダのロット5の先端とプランジャーロット3の後端の接触面を凹凸の摺り合わせ面20に形成し、前記射出シリンダのロット5の先端部に軸方向へ一体動するよう外嵌固定した駆動軸側ケーシング12と、前記プランジャーロット3の後端部に軸方向への移動が可能となるよう外嵌した従動軸側ケーシング13を結合し、前記従動軸側ケーシング13の内部にプランジャーロット3へ外嵌する芯出しリング16を配置し、この芯出しリング16にバネ17で常時駆動軸側ケーシング12に当接する方向の弾性を付勢する。
(もっと読む)
型締装置
【課題】 直圧型締且つ省スペースでありながら、タイバー引き抜きが可能であり、さらに、移動ダイプレートの後退動作とタイバー引抜を同時動作させることにより金型交換時間を短縮可能にした新規な型締装置を提供する。
【解決手段】 金型交換時にのみタイバー18を固定ダイプレート10から引き抜くように固定ダイプレート内に型締シリンダを構成する環状ピストン36を設け、当該ピストンに隣接して一対のハーフナット48A、48Bを配置し、前記タイバーの固定ダイプレート側端部に形成した係合部18Aと、引き抜き時以外は常時係合させる。前記タイバーの右端面がストッパープレート46に接触したとき前記ハーフナットとの相対位置は係合可能な状態になるように設定されている。係合状態で型締昇圧時、及び型開きの初期動作用に前記環状ピストンを駆動してタイバーに力を伝達する。
(もっと読む)
1 - 9 / 9
[ Back to top ]