
国際特許分類[B22D7/06]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | インゴットの鋳造 (137) | インゴット鋳型またはそれらの製造 (52)
国際特許分類[B22D7/06]の下位に属する分類
分割インゴット鋳型
そのためのホットトップ (24)
国際特許分類[B22D7/06]に分類される特許
1 - 10 / 28
鋳造装置
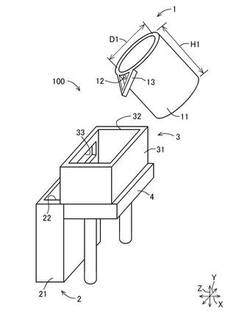
【課題】 Cu−Ga合金からなるCu−Ga合金スラブを溶解鋳造により作製するための鋳造装置において、大型のCu−Ga合金スラブを、ひび割れ発生を充分に抑制して製造することができる鋳造装置を提供する。
【解決手段】 鋳造装置100は、坩堝1と鋳型2との間に貯留槽3を備える。貯留槽3は、坩堝1の下方に配置され、坩堝1の出湯開口12から出湯された溶湯を一時的に貯留する。この貯留槽3は、坩堝1の出湯開口12から出湯された溶湯が流入する流入開口32と、該流入開口32よりも下方に設けられ、流入開口32から流入して貯留される溶湯を、溢流させて排出可能な排出開口33とが設けられている。
(もっと読む)
柱状インゴットの鋳造装置およびこれを用いた柱状インゴットの鋳造方法

【課題】 本発明の目的は、ノズル閉塞性の低減と、タンディッシュとの分離性とを両立させた柱状インゴットの鋳造装置およびこれを用いた柱状インゴットの鋳造方法を提供することである。
【解決手段】 本発明は、複数本の柱状鋳型と、個々の該鋳型に対応する複数のノズル穴を底部に有するタンディッシュと、該タンディッシュ下面に配置され、前記柱状鋳型の上部端面に接続して前記ノズルとの間に鋳型毎の断熱空間を形成する、耐火物で断熱された断熱枠と、を具備しており、前記断熱枠の下部端面と前記柱状鋳型の上部端面とは、断熱枠側の自重により載置接続される柱状インゴットの鋳造装置である。
(もっと読む)
柱状インゴットの鋳造装置
【課題】 本発明の目的は、タンディッシュ強度の確保と、鋳造装置の組み立て精度の確保が可能な柱状インゴットの鋳造装置を提供することである。
【解決手段】 本発明は、複数本の柱状鋳型と個々の該鋳型に対応する複数のノズル穴を底部に有し、金属製枠に耐火物を内張りしたタンディッシュを具備する柱状インゴットの鋳造装置であって、タンディッシュ下面には補強枠が設けられ、該補強枠は格子状であって、かつ該補強枠の目開きの中央にノズルが位置するように配置されており、且つ前記断熱枠は前記補強枠の目開きにはめ込み固定できるブロック状であって、タンディッシュ下面に接触する断熱枠上面と、補強枠に接触する断熱枠側面と、前記柱状鋳型の上部端面に接続する断熱枠下部端面と、該断熱枠下部端面側から断熱枠内部に形成され、鋳型空間に連通しかつノズルに連通する空洞状の断熱空間とを有する柱状インゴットの鋳造装置である。
(もっと読む)
柱状インゴットの鋳造装置および柱状インゴットの製造方法
【課題】 本発明の目的は、引け巣の発生の抑制と、鋳造後のタンディッシュからの分離性を改善した柱状インゴットの鋳造装置およびこれを用いた柱状インゴットの製造方法を提供することである。
【解決手段】 本発明は、複数本の柱状鋳型と、個々の該鋳型に対応する複数のノズルを底部に有し該底部が前記鋳型の上部に設けた断熱枠に接触離間可能なタンディッシュとを具備し、前記鋳型の断熱枠は個々の該鋳型に対して独立して設けられ、鋳型本体に連続する断熱筒体と、前記ノズルからの溶湯を鋳型に導く開孔連通部有し、該開孔連通部は前記断熱筒体に対して全周オーバーハング形状となる断熱蓋部とを具備する柱状インゴットの鋳造装置である。
(もっと読む)
インゴット鋳造方法
【課題】 本発明の目的は、チャンバー内での鋳造にあたり、特別な装置を適用することなく、非金属介在物のインゴットへの巻き込みを抑制できる鋳造方法を提供することである。
【解決手段】 本発明は、チャンバー内でインゴットケースに下注ぎ鋳造を行うインゴット鋳造方法であって、該インゴットケースは、上端部内壁面に設けた段状の拡張部に、所定厚の断熱材を設置して前記上端部内壁面を覆うことで押湯枠部が形成され、且つ該押湯枠部の上端に、発熱性金属を含有する発熱保温板が前記押湯枠部の上面に蓋をするように載置されてなり、前記インゴットケースに対して、非酸化性雰囲気下で下注ぎ鋳造を開始し、溶鋼が該発熱保温板に達するまで鋳造した後、該チャンバーを大気開放して、凝固を進行させるインゴット鋳造方法である。
(もっと読む)
下注ぎ方式の注湯管及び注湯方法
【課題】溶融金属の下注ぎ方式の注湯方法において、注湯速度を低下させることなく、又は前記注湯速度が変動する条件下でも同様に、複雑な装置を設置する等の生産性低下やコスト上昇等を招来することのない簡易な方法で、注湯中の鋳型内溶融金属の湯面方向(直上方向)の流速を低減させる。
【解決手段】鋳型4の底部に設けられた吐出口3から下方へ長さLまでの領域内の注湯管1の内孔2の形状が、横方向断面の径が吐出口3たる起点から下方向に向かって漸次曲線で縮径し、かつその漸次縮径する曲線が、注湯管の中心軸を通過する縦方向断面において特定の式によって表される形状を有するようにする。
(もっと読む)
下注ぎ鋳造方法
【課題】外気温に近い温度の鋳型を用いて鋳造を行う場合、鋳造時の天候状態が良くない場合であっても、水素性表面欠陥の発生を防止する。
【解決手段】外気温、露点温度、および、鋳型温度の変化を計測し、凝固シェル内にトラップされ、固相の水素飽和溶解度を超えてブローホール化する水分をなくすように鋳型の予熱を行う、初晶がγ相で凝固する鋼種の下注ぎ鋳造方法である。
【効果】外気温に近い温度の鋳型を用いて鋳造を行う場合に、鋳造時の天候状態が良くない場合であっても、インゴットの水素性表面欠陥を防止でき、その欠陥を起源とした製品の外面における線状疵や表面直下の空隙欠陥を低減できる。
(もっと読む)
TiAl合金インゴットの製造方法及び該方法により製造されたTiAl合金インゴット
【課題】溶解にかかるプロセス時間と設備運転費用を削減して製造コストを安価に抑えるとともに、TiAl合金中に混入される酸素の量を軽減させることにより健全な大型のTiAl合金インゴットの製造が可能なTiAl合金インゴットの製造方法を提供する。
【解決手段】 イットリアを材料として用いたセラミックルツボ1内において、溶解原料であるTi及びAlを高周波誘導溶解によって溶解させて得た溶湯を鋳型に鋳湯することにより、直径200mm以上のTiAl合金インゴットを製造する。
(もっと読む)
再生地金、及び再生地金の製造方法
【課題】製品表示の確認が容易となるよう再生地金に刻印を付す。
【解決手段】
平版印刷版の製造過程で発生する端材又は/及び使用済み平版印刷版を1%以上含有する再生地金1は、矩形の底面2と、底面2から上方に向けて広がるように傾斜する4側面4a、4b、4c、4dと、底面2と対向する上面6と、上面6に形成された刻印5を有する。
(もっと読む)
鋼の下注造塊方法
【課題】鋳込み中に反応したH2ガスやCOガスに起因するブローホール性表面欠陥の発生を防止する。
【解決手段】鋳型3の底部から溶鋼4aを注入する鋼の下注造塊方法である。鋳型内部への溶鋼4aの注入前に、鋳型上部に蓋7をして鋳型内部を大気と遮断した後、鋳型内部に不活性ガスまたは窒素ガスを吹き込んで鋳型内部の雰囲気中の酸素濃度を1質量%以下にしておく。その後の鋳型内部への溶鋼注入中も、必要に応じて鋳型内部に不活性ガスまたは窒素ガスを吹き込んで鋳型内部の雰囲気中の酸素濃度を1質量%以下に維持する。鋳型内に注入された溶鋼表面に添加する鋼塊被覆剤6におけるH2OおよびCO2のそれぞれの含有量を1質量%以下とする。
【効果】鋳込み中に反応したガスに起因して形成されるブローホール性表面欠陥を防止でき、その欠陥を起源とした製品の外面における線状疵や表面直下の空隙欠陥を低減できる。
(もっと読む)
1 - 10 / 28
[ Back to top ]