
国際特許分類[B23B5/12]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 特定の加工のために特に適合した旋削機械または旋削装置;そのための付属装置 (266) | 車軸,棒,ロッド,管,ロールを旋削するもの,すなわち車軸旋盤,ロール旋盤;心なし旋削 (47) | 工作物のまわりに配置した切削バイトによって棒または管の皮むきをするもの (20)
国際特許分類[B23B5/12]に分類される特許
1 - 10 / 20
長尺材料の固定方法及び固定装置
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
金属線材の製造方法とこれにより製造される金属線材、皮剥ぎ装置、及び切削屑ガイド部材
【課題】金属線材の表層を連続して切削する皮剥ぎ工程を有する金属線材の製造方法において、皮剥ぎダイスにより金属線材の表層が切削されて生じる切削屑を、連続的に安定して排出させること。
【解決手段】金属線材の表層を連続して切削する皮剥ぎ工程を有する金属線材の製造方法であって、線材の送り通路と軸芯を一致させて配置され、上記金属線材を入口側に円形の切削刃を有する貫通孔に通過させて金属線材の表層を切削する皮剥ダイスと、皮剥ダイスの上流側に配置され、先端が尖った先細形状であり、該先端が皮剥ぎダイスの貫通孔の入口側に接近し、皮剥ぎダイスにより前記金属線材の表層が切削されて生じる切削屑を切断する2以上の切削チップと、中心部に金属線材が通過する貫通孔を有し、かつ切削チップの上流側に配置され、切削チップと共に切削屑の排出路を形成するガイド板と、を有する皮剥ぎ装置により皮剥ぎすることを特徴とする金属線材の製造方法。
(もっと読む)
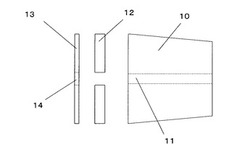
防振具及び防振具が挿入される薄肉円筒ワークの旋削方法

【課題】薄肉円筒ワークの内周面に対して発生させるバックアップ力を増加させることができると共に、互いに重なり合うことを抑制できる防振具、該防振具が挿入される薄肉円筒ワークの旋削方法を提供する。
【解決手段】回転自在に支持された薄肉円筒ワークの外周面を旋削する際に、薄肉円筒ワーク内に挿入されて薄肉円筒ワークの軸線方向に延びており、薄肉円筒ワークを回転させることに伴って薄肉円筒ワークの内周面に押し付けられ、薄肉円筒ワークのびびり振動を抑制する防振具1であって、防振具1の横断面の形状を楕円形状にした。
(もっと読む)
旋削装置
【課題】主軸の連続回転中、主軸の回転動作に制約されずに任意かつ連続的にバイトの切り込み量を調整することができる旋削装置を提供する。
【解決手段】主軸モータ9と、主軸モータ9により駆動される駆動軸5と、中空の主軸2と、主軸2の内部に主軸2と同心状に配置された伝達軸12と、駆動軸5から主軸2に回転動力を伝達する主軸駆動伝達系40と、駆動軸5から差動機構15を介して伝達軸12に回転動力を伝達する伝達軸駆動伝達系50と、主軸2の一端に設けられた面板1と、面板1に面板1の半径方向にスライド可能に設けたバイトホルダ21a−dと、主軸2に対する伝達軸12の相対回転運動を面板1の半径方向に沿ったバイトホルダ21a−dの直線運動に変換するバイト駆動伝達系60と、差動機構15を駆動してバイトホルダ21a−dを移動させる切込用モータ19とを備える。
(もっと読む)
樹脂管用スクレーパ
【課題】 小口径の樹脂管の外周面を切削できる樹脂管用スクレーパを目的とするものである。
【解決手段】 樹脂管Pの外周面を切削するバイトアーム2を前方に張出させたL形フレーム3と、該L形フレーム3に取り付けられる送りねじ4と、該送りねじ4の先端に装着されて樹脂管Pを切削方向に移動させる樹脂管保持用アタッチメント5とを備えた樹脂管用スクレーパ1において、前記樹脂管保持用アタッチメント5が、筒状体50の内面中央部に送りねじ4螺挿用の雌ねじ部51を形成し、該筒状体50の後部外周面に樹脂管Pの先端部を強制嵌合させて樹脂管Pの調芯と管口変形を修正する拡径テーパ部52を形成するとともに、筒状体50の前半部を縦割り分割して樹脂管P内に強制嵌挿され、樹脂管Pを軸線方向に調芯させるコレット状弾性片53を多数形成したものである。
(もっと読む)
樹脂管用スクレーパ
【課題】サドル融着を行う際に必要な樹脂管の外周面を正確にスクレープすることができる安価な手動式の樹脂管用スクレーパを提供する。
【解決手段】樹脂管Pを抱持する本体枠1を、ハンドル10操作によって樹脂管Pを中心として左右に旋回可能とし、この本体枠1に、樹脂管Pの表面を切削するバイト17を備えたスライダ22とその送りネジ13とを取付ける。送りネジ13には本体枠1が左右いずれか一方向に旋回されたときにのみ送りネジ13を回転させる駆動ローラ14を設け、スライダ22を軸線方向に移動させながら、バイト17による切削を行わせる。
(もっと読む)
スクレーパ及びそのパイプ受け部材
【課題】切削屑がシャフトに絡み付くのを妨げる。
【解決手段】合成樹脂製パイプの外周面を切削するためのスクレーパ1は、スクレーパ本体2と、スクレーパ本体2の前方部に取り付けられたチャック3と、チャック3の爪3bに保持されたパイプ受け部材7と、スクレーパ本体2のネジ付き孔に螺合されたネジ付きシャフト4と、スクレーパ本体2の後方においてシャフト4に取り付けられたアーム5と、アーム5に取り付けられた切削刃6と、を具備する。切削屑がスクレーパ本体2の後方に到るのを妨げるために、パイプ受け部材7に半径方向外向きに突出する突起8を形成する。
(もっと読む)
チューブの接合構造、チューブ端部の加工方法および加工装置
【課題】外周面側にバリア層が形成されたチューブを継手に対して、確実かつ強固に加熱溶着することができ、チューブと継手の接合強度を向上させることができるチューブの接合構造を提供する。
【解決手段】チューブ10の端部12は、軸方向における所定長さで外周面側のバリア層11が切削され、該切削された部位に熱可塑性の材質が露出する切削周面13を有し、チューブ10の端部12を継手20の管端部21に嵌入させた状態で、チューブ10の端部12における切削周面13と、同じく熱可塑性の材質からなる継手20の管端部21における内周面22とを、互いに加熱溶着して接合した。
(もっと読む)
合成樹脂管の管端部外周面切削具
【課題】切削くずの回転操作治具の周辺での暴れ回り、および回転軸へのからみつきを、防止することができる合成樹脂管の管端部外周面切削具を提供する。
【解決手段】ねじ穴と、合成樹脂管の管端部内壁面に少なくとも一部が圧接自在な支持部5とを有し、支持部5の少なくとも一部が合成樹脂管の管端部内壁面に圧接した状態でねじ穴の中心軸が合成樹脂管の中心軸に一致した状態に合成樹脂管に装着固定される本体部材1が、固定部31との対面側端部に合成樹脂管及び本体部材1の他の部分より大きな外径をした円形傘状部41bを備えている構成とした。
(もっと読む)
薄肉有底円筒金属部材の製造方法
【課題】 薄肉化の加工が可能な薄肉有底円筒金属部材の製造方法を提供する。
【解決手段】 略一定の外径を有しかつ長尺状の金属製中実丸棒とされたワークの中心軸線に沿って切削加工により中心穴を形成し、ワークの先端部1aにて底部を有するように冷却穴1cを形成する穴形成工程を行い、次に、ワークの先端部1a側の外径が小さくなるように切削加工して、先端部1a側を薄肉化する薄肉化工程を行うことを特徴とする。
(もっと読む)
1 - 10 / 20
[ Back to top ]