
国際特許分類[B23K11/04]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | フラッシュバツト溶接 (35)
国際特許分類[B23K11/04]に分類される特許
1 - 10 / 35
溶接形鋼の製造方法及び製造装置
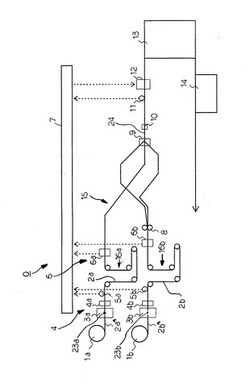
【課題】溶接形鋼のウェブ素材やフランジ素材の横継部を、低コストで高精度で、さらに確実に検出及び除去する方法を提供する。
【解決手段】送給機構15により、第1の横継部23aをする第1の鋼帯2aと、第2の横継部23bを有する第2の鋼帯2bとを連続して送給しながらH形の断面形状に組み合わせ、溶接機9により、突き合せ部の溶接を行った後に、横継部除去機構12により横継部を含む部分を除去することによって溶接H形鋼24を製造する。刻印機構4により、溶接電極の接触位置を除いた、第1の横継部23aの近傍、及び第2の横継部23bの近傍に、刻印を設け、検出機構6により、設けられた刻印を検出して、第1の横継部23aの位置、及び第2の横継部23bの位置を検出する。横継部除去機構12は、第1の横継部23aを含む部分、及び第2の横継部23bを含む部分を、検出機構6により検出された位置に基づいて、除去する。
(もっと読む)
導線溶接用チューブ及び接合導線の製造方法

【課題】溶接における接合部の肥大化をより効果的に抑制すること。
【解決手段】2つの導線20の端部同士の溶接において溶接部分を覆う導線溶接用チューブ10である。モース硬度が8以上の材料により、2つの導線20を両側から挿入可能な中空部12を有する筒状に形成されている。
(もっと読む)
鋼帯のつき合わせ溶接機用電極ホルダー
【課題】鋼帯面の品質を悪化させることなく、電極端面へのスパッタ溶着を防止する鋼帯のつき合わせ溶接機用電極ホルダーを提供する。
【解決手段】被溶接材の突き合わせ方向に設けた左右一対の電極と、該電極を支持するホルダーを有する。さらに、前記電極および前記ホルダーの被溶接材が突き合う側の端面には、液硬化型シリコン変性アクリル樹脂からなるプライマー層とシリケートセラミック塗料からなる上層の2層の塗料が塗布されている。
(もっと読む)
レール鋼のフラッシュバット溶接方法
【課題】レール鋼、とくに質量%で、C:0.85〜1.20%を含有する軌道用レール鋼のフラッシュバット溶接において、レール溶接部のHAZ軟化を抑制し、レールの偏摩耗・表面損傷を低減する。
【解決手段】フラッシュバット溶接にあたり、後期Iフラッシュ速度を後期IIフラッシュ速度より遅くし、且つ後期IIフラッシュ速度が0.8〜3.0mm/sec、また、さらにアプセット加圧力87N/mm2以上とすることにより、溶接継手部の熱影響幅が25mm以下、かつ軟化幅が8.5mm以下とすることができ、車輪による偏磨耗もなく、レールの長寿命化を図ることができる。
(もっと読む)
溶接形鋼の製造方法および製造装置
【課題】所定の長さを有する溶接H形鋼を、安定した歩留りで、かつ作業工数の増加をできるだけ抑制しながら、製造する。
【解決手段】ウェブ材2およびフランジ材3a、3bの溶接の前にそれぞれの長手方向へ発生する第1の品質不良部の範囲と、この溶接以降に長尺の溶接H形鋼7の長手方向へ発生する1または2以上の第2の品質不良部の範囲と、一定の製品長さを有する定尺製品、および、一定の範囲の製品長さを有する乱尺製品それぞれの製品寸法情報を求め、求めた第1の品質不良部情報、第2の品質不良部情報、及び製品寸法情報に基づいて、溶接不良部検出装置15の設置位置と、切断装置6による切断位置との間の長さの長尺の溶接形鋼5から、第1の品質不良部および第2の品質不良部を避けて、少なくとも定尺製品を切り出すように、切断装置6を制御する。
(もっと読む)
レールの溶接部の後熱処理方法
【課題】 レールのフラッシュバット溶接において、ダイバーンにより生じたマルテンサイトを後熱処理により無害化し、溶接部に損傷を生じにくくした。
【解決手段】レール使用時にフラッシュバット溶接部の接合面から100mm〜200mm離れた頭部表面に損傷が生じたり、レール底面から疲労亀裂が発生することがある。これらの損傷の起点部には熱影響部が存在し、マルテンサイト組織が発生していることを把握した。レールの定置式フラッシュバット溶接部の後熱処理方法であって、溶接時に電極が装着されていたレール頭頂部表面を250℃以上600℃以下に再加熱し、溶接時に電極が装着されていたレール足裏面表面を250℃以上、固相線温度以下に再加熱する。また、レールの可動式フラッシュバット溶接部の後熱処理方法であって、溶接時に電極が装着されていたレール柱部表面を250℃以上、固相線温度以下に再加熱する。
(もっと読む)
レール鋼のフラッシュバット溶接方法
【課題】レール溶接部の軟化を抑制し、レールの偏摩耗を低減することができるレールのフラッシュバット溶接方法を提供する。
【解決手段】絶縁体を介して水冷配管を設けた導体に接触させて冷却される電極をレール鋼の頭頂面および底面に配置し、かつ、前記電極をレール長手方向において近接面側の端面間距離が100mm以内に配置した後にフラッシュバット溶接を行い、溶接直後のレール頭部及びレール長手方向の電極に挟まれた範囲を前記電極により冷却することにより、溶接継手部の熱影響幅が25mm以下で、かつ軟化幅が8.5mm以下とする。
(もっと読む)
鋼板のフラッシュバット溶接方法及び溶接装置
【課題】本発明は、フラッシュバット溶接時の大気巻き込みに起因する溶接部の酸化を抑制するという課題を解決し、安全性の高い非可燃性のガスを用いて溶接部のシールドを安定的に長期間使用可能とし、高い溶接品質を得ることができる鋼板のフラッシュバット溶接方法及び装置を提供することを目的とする。
【解決手段】鋼板クランプ面近傍からシールドガスを供給する際に、クランプ部材の前面(シルードガス供給孔がある面)に十分な高さを持たせることにより、クランプ部材の前面が壁となり、大気の巻き込みが抑制され、鋼板とクランプ部材で囲まれた比較的狭い空間を不活性ガスで置換することができる。これにより、高濃度な不活性ガスによるシールド環境下で高品質な溶接が可能となる。
(もっと読む)
建築構造用リング鋼材の製造方法
【課題】本発明は、材料の歩留まりが非常によく、材料費が大幅に節減できて、製品のコストダウンが図れ、安価で、しかも建築構造に用いるのに十分な品質特性を有するリング鋼材の製造方法を提供する。
【解決手段】本発明は、帯状の鋼材(C≦0.20%、Si≦0.55%、Mn≦1.60%、P≦0.035%、S≦0.035%以下の化学成分である炭素鋼で、機械的性質が降伏点≧320Mpa、490Mpa≦引張強さ≦610Mpa、降伏比≦80%、破断伸び≧17%)を冷間曲げ加工してC形で円弧状の鋼材となし、この両端面を突き合わせて溶接することで閉鎖断面をなす円環状の鋼材とした後、740℃〜900℃の熱処理を行って、成形品の機械的性質を降伏点≧320Mpa、490Mpa≦引張強さ≦610Mpa、降伏比≦80%、伸び≧17%にしたことを特徴とする。
(もっと読む)
レール溶接用の溶接ヘッド
本発明は、レールの二つの部位の端部を溶接するための溶接ヘッドに関するもので、該溶接ヘッドは、長さ方向において整列されて互いにスライド自在な二つのハーフヘッド(10)を有している。各ハーフヘッドは、レールの各部位を把持するためのグリップ手段(12,13)と、フラッシュバット溶接を実施するべくレールの各部位に接触するのに好適な二つの電極を有している。溶接ヘッドは、長さ方向に延びて、二つのハーフヘッド(10)の一方を長さ方向で他方のハーフヘッドに向けて移動させるために二つのハーフヘッドに接続された牽引アクチュエータ手段(20)を更に有し、該牽引アクチュエータ手段は、レールの二つの部位の溶接サイクル中に、同時にレールの引張を調整することを許容するのに好適なストロークを有している。
 (もっと読む)
(もっと読む)
1 - 10 / 35
[ Back to top ]