
国際特許分類[B23K15/04]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 電子ビーム溶接または切断 (323) | 環状継目の溶接のためのもの (5)
国際特許分類[B23K15/04]に分類される特許
1 - 5 / 5
等速自在継手の外側継手部材の溶接方法および外側継手部材

【課題】溶接部の品質の向上、追加工程や後加工の省略あるいは削減による製造コスト削減、かつ溶接部の確実な検査による安定した品質を有するロングステムタイプの等速自在継手に好適な外側継手部材の溶接方法および外側継手部材を提供することにある。
【解決手段】トルク伝達要素19が係合するトラック溝30を内周に形成したカップ部12と、カップ部12の底部に形成された軸部13とを2つ以上の別部材で構成し、カップ部12を形成するカップ部材12aと軸部13を形成する軸部材13bとを接合してなる等速自在継手10の外側継手部材11の溶接方法において、カップ部材12aと軸部材13bは、その端部72、73、74、75を突合せたとき密閉された中空空洞部47が形成される形状を備えており、中空空洞部47が大気圧以下の状態で、カップ部材12aと軸部材13bの突合せた端部72、73、74、75を溶融溶接することを特徴とする。
(もっと読む)
被加工物の加工方法

【課題】溶接によって、被加工物の加工精度を向上させることができる被加工物の加工方法を提供する。
【解決手段】第1部材110及び第1部材110に組み付けられる第2部材120に対して溶接する被加工物100の加工方法において、第2部材120を基準軸として被加工物100を回転させた際に生じる第1部材110の最大振れ位置を検出する振れ測定工程S3、最大振れ位置と第1部材110に相当する部材と第2部材120に相当する部材との偏位発生傾向位置を予め設定した偏位発生傾向位置データとを対比して第1部材110と第2部材120の接合部に溶接開始位置Sを設定する溶接開始位置設定工程S5、溶接開始位置Sを溶接始点として第1部材110と第2部材120との接合部を溶接する溶接工程S6を備える。
(もっと読む)
溶接装置及び溶接方法
【課題】入熱量の偏りに起因する溶接対象物の溶接変形量を最小限に抑える。
【解決手段】溶接対象物を回転させながら溶接用ビームを照射することで前記溶接対象物を溶接する溶接装置であって、一次溶接に供する一次溶接パターンと、二次溶接に供する二次溶接パターンとを含む溶接パターンに基づいて前記溶接用ビームの出力及び前記溶接対象物の回転状態を制御する制御部を備え、前記一次溶接パターンは、前記二次溶接パターンに基づいて前記溶接対象物の溶接を行った場合に生じる変形を相殺する方向に変形を生じさせるように設定されている。
(もっと読む)
耐疲労特性に優れた高エネルギー密度ビーム溶接継手
【課題】超極厚(例えば、厚さ50mm超)の鋼板又は鋼管を、高エネルギー密度ビーム溶接で溶接する際、(i)溶接部に引張応力が残留しない施工条件を見いだし、(ii)ギガサイクル域の振動環境に、長期間耐える疲労特性有し、かつ、十分な破壊靱性を有する高エネルギー密度ビーム溶接継手を提供する。
【解決手段】一方の管継手部材に、他方の管継手部材を嵌合し、嵌合域に高エネルギー密度ビームを照射して溶接した溶接継手であって、上記嵌合域に、管継手部材の水平断面に対し傾斜し、かつ、管継手部材を周回する溶接部が形成されていることを特徴とする耐疲労特性に優れた高エネルギー密度ビーム溶接継手。
(もっと読む)
ローラ体の製造方法およびローラ体
本発明は、ローラへさらに加工するためのローラ体を製造するための方法、およびローラの構成要素としてのローラ体、または圧力および/または温度を印加することによってウェブ形状の媒体を処理するための、好ましくは紙を製造するためのローラを製造するための方法に関する。ローラ体(1、2)を製造するための方法であって、a)それぞれ、少なくとも0.45の炭素当量と、少なくとも130mmの壁厚(W)とを有する鋼鉄製パイプ部(1、2)は、b)軸方向に互いに隣り合って配設され、c)電子ビーム溶接によって互いに接続される、方法。 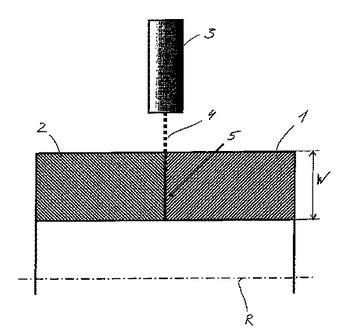 (もっと読む)
(もっと読む)
1 - 5 / 5
[ Back to top ]