
国際特許分類[B23K9/032]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シーム溶接;裏あて方法;インサート (621) | 三次元状シームのためのもの (12)
国際特許分類[B23K9/032]に分類される特許
11 - 12 / 12
鋼管仕口構造及び鋼管接合方法
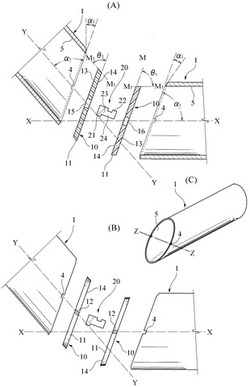
【課題】鋳鋼製トラスノード等の特殊且つ専用のジョイント部材を用いることなく、しかも、溶接熟練者等の高度な鋼管切断技能及び鋼管溶接技能に依存することなく、任意の方向に配向した鋼管同士を突合せ溶接する。
【解決手段】鋼管(1)の仕口端同士を突合せ溶接するための仕口端は、鋼管の中心軸線に対して任意の角度に切断した小口部を有する。メタルタッチ面(14)を有する平板の外周面(11)が、位置決め手段(4,12)を用いて小口部の開口に部分的に挿入される。平板の外周面は、メタルタッチ面に対する母線(M1、M2)を鋼管の中心軸線(X,Y)と実質的に平行に配向し且つ小口部の開口に内接する輪郭を有し、メタルタッチ面は、小口部から突出した位置に位置決めされる。溶接すべき鋼管のメタルタッチ面同士は、位置決め機構(15,16,20)を用いて相対的に位置決めされる。
(もっと読む)
溶接鋼管の製造方法

【課題】大掛かりな設備改造を行なうことなくスパイラル鋼管の製造に簡単に適用でき、その能率を大幅に向上させることができる溶接鋼管の製造方法を提供する。
【解決手段】本発明の溶接鋼管の製造方法では、スパイラル状に曲げられた熱延鋼帯の幅方向突合せ部を、まず、内面溶接機により内面溶接位置P1において内面側でサブマージアーク(SAW)溶接を実施した後、鋼管を溶接線に沿って約1周半した下流側に位置する高周波加熱コイル30に通電して外面溶接前の鋼帯突合せ部の予熱を行ない、しかる後、外面溶接機により外面溶接位置P2で外面側のSAW溶接を実施する。この場合、SAW溶接前の鋼板の幅方向端面突合せ部の表面温度は400℃以上にすることが好ましい。
(もっと読む)
11 - 12 / 12
[ Back to top ]