
国際特許分類[B24B7/13]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 平担なガラス面の研磨を含む工作物の平面を研削するために設計された機械または装置;そのための附属装置 (808) | 専用機械または専用装置 (196) | 走行する長尺素材,例.ストリップ状工作物,を研削するもの (25) | コイルからコイルへ移動中の素材を研削するもの (14)
国際特許分類[B24B7/13]に分類される特許
1 - 10 / 14
異形断面条及びその製造方法
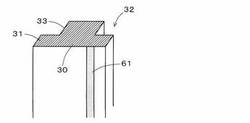
【課題】表面粗さの低減による品質向上を図り、且つ、表面粗さ不良を防止して製造コストを低減することができる異形断面条及びその製造方法を提供する。
【解決手段】平板状条材23を圧延加工してなり、表面に薄板部31と厚板部30とからなる段差部33を備えた異形断面条32において、裏面であって薄板部31と厚板部30との境界部34に、他の部分とは表面粗さの異なる5mm以上の幅を有する領域61が長手方向に亘って形成されたものである。
(もっと読む)
化成処理性に優れた高張力鋼板の製造方法およびその製造装置

【課題】化成処理性に優れた高張力鋼板の製造方法およびその製造装置を提供する。
【解決手段】質量%で、Siを0.5%以上含有する高張力鋼板を連続焼鈍後に、表面研削処理と酸洗処理を行うにあたり、前記表面研削処理時には、連続焼鈍前の高張力鋼板の急峻度に応じて、研削体の回転数、圧下量及び研削体に供給されるクーラント流量のいずれか1つまたは2つ以上を調整し、さらに前記表面研削処理後の鋼板が酸洗設備に到達するまでの時間を60秒以内とすることを特徴とする化成処理性に優れた高張力鋼板の製造方法。
(もっと読む)
マグネシウム合金板の研磨方法およびマグネシウム合金板
【課題】マグネシウム合金板の表面を平滑に湿式研磨した場合に、その表面に研磨焼けが生じにくく、縞模様が目立たないようにすることができるマグネシウム合金板の研磨方法およびその研磨方法によって作製されたマグネシウム合金板を提供する。
【解決手段】マグネシウム合金板の研磨方法は、搬送されるマグネシウム合金板Pの表面を、研磨液13の使用下で研磨ベルト1A(研磨材)により研磨する研磨工程を具える。そして、研磨液13は、研磨ベルト1Aの幅方向の局所に噴射されることなく、マグネシウム合金板Pの上に噴射される。そうすることで、研磨液13をマグネシウム合金板Pの表面幅方向全体に均一に広げられ、マグネシウム合金板Pの幅方向に対して、研磨液13の濡れ状態に局所的な差が生じることを緩和することができる。
(もっと読む)
ベルト状物研削加工方法
【課題】ベルト状被加工物の幅方向端部の研削加工が容易にできる方法を提供する。
【解決手段】
一定方向に連続的に搬送されるベルト状被加工物の表面を、底面外周に砥石を配して形成される研削加工部を有する研削ヘッドをベルト状被加工物の表面に圧着して自転させ、かつ該研削ヘッドを前記ベルト状被加工物の幅方向に渡って往復運動させることにより研削加工する方法であって、研削ヘッドの研削加工部のはみ出す長さを特定の範囲に規定し、はみ出す部分を下支えする当て板、並びにベルト状被加工物、及び当て板を下支えする敷き板を用いる研削加工方法。
(もっと読む)
テープ状基材の研磨方法及び酸化物超伝導体用ベース基材
【課題】テープ状基材の表面を、超伝導膜と中間層膜とを配向性良く結晶化させるために、テープ基材表面を数ナノレベルの平滑性と均一性を持つように仕上げる研磨方法。
【解決手段】テープ状金属基材110と、テープ上金属基材110の上に形成された中間層と、さらにこの中間層の上に形成された酸化物超伝導膜層とから成る酸化物超伝導体における、テープ状金属基材110のうち、中間層が形成される面である被研磨面を研磨するテープ状金属基材110の研磨方法であって、テープ状金属基材110を連続に走行させながら、被研磨面を研磨する研磨工程を備え、研磨工程は、初期研磨である第1研磨処理部103と、その後に行う仕上研磨である第2研磨処理部104とを含んで成り、研磨工程終了後の被研磨面には走行方向と平行な研磨溝が形成されてなること、を特徴とする。
(もっと読む)
ステンレス鋼帯の研削方法
【課題】熱間圧延を施しさらに焼鈍を施したステンレス鋼帯の上面を研削する際に、下面に疵が発生するのを軽減できる研削方法を提供する。
【解決手段】表面粗度Raが0.1μm未満であるビリーロール2をステンレス鋼帯1の下面に当接し、ベルト駆動ロール3によって駆動される研削ベルト4を前記ステンレス鋼帯の上面に当接して上面の研削を行なう。
(もっと読む)
超電導体用テープ基材の製造方法及びテープ基材
【課題】超電導体用テープ基材の製造において、テープ状金属基材の表面を数ナノメートル以下で仕上げ、かつ、結晶配向性が良くなるような研磨方法を提供する。
【解決手段】超電導体用テープ基材の製造方法であって、圧延処理によりテープ状基材を製造する工程と、テープ状基材を鏡面ロールにより加工する工程と、遊離砥粒を使用してテープ状基材Tをテープ研磨する工程と、から成り、テープ状基材の平均表面粗さRaが最終的に2nm以下となることを特徴とする方法。
(もっと読む)
酸化物超伝導体用テープ基材の研磨方法並びに酸化物超伝導体及び酸化物超伝導体用基材
【課題】超伝導薄膜の臨界電流を向上させるべく、テープ状金属基材の表面の結晶配向性を高めるための表面研磨方法を提供する。
【解決手段】テープ状基材110と、テープ状基材110の上に形成された中間層と、中間層の上に形成された酸化物超伝導薄膜層とから成る酸化物超伝導体において、テープ状基材の被研磨面を研磨する方法は、テープ状基材110を連続走行させながら、被研磨面を研磨する工程であって、研磨工程は、初期研磨103及び仕上げ研磨104を含むところの工程から成り、最終的に、被研磨面の表面平均粗さRaが2ナノメートル以下となり、中間層の面内配向性Δφが5°以下となることを特徴とする。
(もっと読む)
酸化物超伝導体用テープ基材の研磨方法並びに酸化物超伝導体及び酸化物超伝導体用基材
【課題】超伝導薄膜の臨界電流を向上させるべく、テープ状金属基材の表面の結晶配向性を高めるための表面研磨方法を提供する。
【解決手段】テープ状基材110と、テープ状基材110の上に形成された中間層と、中間層の上に形成された酸化物超伝導薄膜層とから成る酸化物超伝導体において、テープ状基材の被研磨面を研磨する方法は、テープ状基材110を連続走行させながら、被研磨面を研磨する工程であって、研磨工程は、初期研磨103及び仕上げ研磨104を含むところの工程から成り、最終的に、被研磨面の表面平均粗さRaが2ナノメートル以下となり、中間層の面内配向性Δφが5°以下となることを特徴とする。
(もっと読む)
テープ状金属基材の表面研磨システム及び研磨方法
【課題】高速で効率良く数百メートル単位のテープ状金属基材の表面を均一に研磨するための研磨システム及び方法を提供する。
【解決手段】テープ状金属基材の被研磨面を連続研磨するための研磨システムは、テープ状金属基材を連続走行させるための装置と、テープ状金属基材に所定のテンションを加えるための装置と、テープ状金属基材の被研磨面をランダムに初期研磨するための第1研磨装置と、テープ状金属基材の被研磨面を走行方向に沿って仕上げ研磨するための第2研磨装置と、から成り、仕上げ研磨により、被研磨面に走行方向に沿った研磨痕が形成される、ところの研磨システム。
(もっと読む)
1 - 10 / 14
[ Back to top ]