
国際特許分類[B24C1/02]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 粒状物質を用いた研削性のまたはこれに類以のブラスト加工 (1,863) | 特殊な効果を生ぜしめるために砥粒の吹き付けを用いる方法;そのような方法に関係ある補助装置の使用方法 (683) | 切削工具を刃砥ぎまたはクリーニングするための方法,例.ヤスリ (47)
国際特許分類[B24C1/02]に分類される特許
1 - 10 / 47
超音波溶接工具のローレット面再加工方法
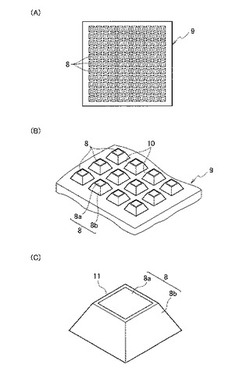
【課題】凝着した超音波接合工具のローレット面を短時間で再生することができ、再生コストの低減を実現できる超音波接合工具のローレット面再加工方法を提供する。
【解決手段】超音波接合を繰り返し行うことで凝着したローレット面9に対して、ブラシラップ、エアロラップ、ショットブラスト等の手法で凝着したローレット面9を加工して、ローレット面9から凝着物12を取り除く。突起先端の平坦面を平面研削して突起部上面8aの摩擦係数を、突起部斜面8b及び溝部10の摩擦係数より大きくする。こうすることで、摩耗したローレット面を一旦完全に研磨して平面とした後に、再度ローレット面9を形成する手間を省くことができる。
(もっと読む)
ダイヤモンドドレッサの製造方法

【課題】短時間でダイヤモンド粒を均一に突出させることができるダイヤモンドドレッサの製造方法を提供する。
【解決手段】母型21の内周壁21aに接着剤22を塗布し、母型の内周壁にダイヤモンド粒13を円周方向および軸方向に間隔を有して配置するとともに、これらダイヤモンド粒の各間にダイヤモンド粒よりも粒径の小さなビーズ23を配置し、母型の内周壁と芯金24との空間部に金属粉末25を充填するとともに、溶浸材26をセットし、しかる後、金属粉末および溶浸材を加熱して溶浸材を金属粉末の間隙内に溶融浸透させて溶浸材と金属粉末とからなる焼結金属を含むダイヤモンド焼結体11を製作し、次いで、ダイヤモンド焼結体を母型より取り出し、その後、ダイヤモンド焼結体の外周にショットブラスト処理を施すことにより、ビーズを削り取ってダイヤモンド焼結体の外周上にダイヤモンド粒を所定量突出させた。
(もっと読む)
切削工具再研磨装置
【課題】切削工具1個当たりの研磨加工に要する時間が短く安定したムラの無い研磨加工が可能であり製造コストの低い切削工具再研磨装置を提供する。
【解決手段】本発明の切削工具再研磨装置100は、割出し回転テーブル1と、該割出し回転テーブル1上に設置される複数の切削工具9を前記割出し回転テーブル1に固定支持する複数の固定支持手段3と、前記切削工具に研磨液8を投射する投射ノズル2と、を備え、前記切削工具9に前記研磨液8を投射して所定数の前記切削工具9を再研磨する工程を反復させて、複数の前記切削工具9を再研磨することを特徴とする。
(もっと読む)
離型および溝彫り用インサートおよびその作製方法
【課題】本発明は、レーキ面および反対側の底面を有する引き伸ばされた形状を有するコーティングされた切削工具に関係する。
【解決手段】インサートにブラスト処理した底面を備えることにより改善された強度特性を得る。このインサートは離型および溝彫り操作に使用することが好ましい。
(もっと読む)
被膜付き切削工具インサートおよびその製造方法およびその使用
【課題】船舶用ドライブシャフト、風力発電所用シャフト等の非常に大型の鋼材の重粗旋削加工用の被膜付き切削工具インサートを提供する。
【解決手段】内接円半径iC19mm以上、厚さ6mm以上であり、5〜10wt%のCoと、5〜12wt%のTi、Taおよび/またはNbの金属の立方晶炭化物または炭窒化物と、残部WCとを含む組成を有し、厚さ15〜40μmの多層状結合相富化表面領域を有する。被覆前に35〜95μmの刃先丸みを有する。被膜は、以下(1)〜(5)を含んでなる。
(1)TiCxNyOzの最内部の第1層、全厚さ0.1〜1.5μm、
(2)TiCxNyの第2層、厚さ4.5〜9.5μm、柱状粒を含む、
(3)TiCxNyOzの第3層、厚さ0.3〜1.5μm、
(4)円滑なαAl2O3の第4層、厚さ4.5〜9.5μm、
(5)厚さ0.1〜2μmの着色最上層、好ましくは、クリアランス面上のTiNまたはZrN。
(もっと読む)
難削材の高速切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具
【課題】難削材の高速切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具を提供する。
【解決手段】下部層はTi化合物層で構成し、上部層は改質α型Al2O3層と標準α型Al2O3層とで構成し、硬質被覆層を前記下部層と上部層とから構成してなる表面被覆工具において、改質α型Al2O3層は、電界放出型走査電子顕微鏡を用い、結晶粒の結晶面である(0001)面の法線がなす傾斜角を測定して、傾斜角度数分布グラフを作成した場合、75〜85度の範囲内の傾斜角区分に最高ピークが存在すると共に、前記75〜85度の範囲内に存在する度数の合計が度数全体の45〜65%の割合を占める傾斜角度数分布グラフを示すとともに、その表面粗さをRa:0.2μm以下とする。
(もっと読む)
軟質難削材の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】軟質難削材の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する被覆切削工具を提供する。
【解決手段】被覆切削工具が、超硬基体の表面に、(a)Cr硼化物層の表面層、(b)組成式:(Cr1−(X+Y)AlXSiY )N(ただし、原子比で、0.45≦X≦0.65、0.01≦Y≦0.10、0.50≦X+Y≦0.70を示す)、を満足するCrとAlとSiの複合窒化物層の耐摩耗硬質層、からなる硬質被覆層を形成してなり、さらに、前記表面層の少なくとも切刃稜線部を含むすくい面部分および逃げ面部分の表面粗さを、前記表面層全面に、Cr窒化物層で構成された研磨材層を蒸着形成した状態で、ウエットブラストにて、噴射研磨材として、酸化アルミニウム微粒を配合した研磨液を噴射し、前記の研磨材層のウエットブラストによる粉砕化Cr窒化物微粒と、噴射研磨材としての酸化アルミニウム微粒の共存下で研磨して、Ra:0.2μm以下としてなる。
(もっと読む)
軟質難削材の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】軟質難削材の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する被覆切削工具を提供する。
【解決手段】被覆切削工具が、超硬基体の表面に、(a)Cr硼化物層の表面層、(b)組成式:(Cr1−XAlX)N(ただし、原子比で、0.45≦X≦0.70を示す)、を満足するCrとAlの複合窒化物層の耐摩耗硬質層、からなる硬質被覆層を形成してなり、さらに、前記表面層の少なくとも切刃稜線部を含むすくい面部分および逃げ面部分の表面粗さを、前記表面層全面に、Cr窒化物層で構成された研磨材層を蒸着形成した状態で、ウエットブラストにて、噴射研磨材として、酸化アルミニウム微粒を配合した研磨液を噴射し、前記の研磨材層のウエットブラストによる粉砕化Cr窒化物微粒と、噴射研磨材としての酸化アルミニウム微粒の共存下で研磨して、Ra:0.2μm以下としてなる。
(もっと読む)
高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆サーメット製切削スローアウエイチップ
【課題】硬質被覆層が高速切削ですぐれた耐摩耗性を発揮する被覆切削チップを提供する。
【解決手段】硬質被覆層の1層を、電界放出型走査電子顕微鏡を用い、表面研磨面の測定範囲内に存在する六方晶結晶格子を有する結晶粒個々に電子線を照射して、前記表面研磨面の法線に対して、前記結晶粒の結晶面である(0001)面の法線がなす傾斜角を測定し、この測定結果に基づいて作成した傾斜角度数分布グラフにおいて、83〜90度の範囲内の傾斜角区分に最高ピークが存在し、前記83〜90度の範囲内に存在する度数の合計が、傾斜角度数分布グラフにおける度数全体の45%以上の割合を占める傾斜角度数分布グラフを示す改質α型Al2O3層で構成すると共に、これの表面を研磨して、その表面粗さをRa:0.2μm以下とし、かつ前記研磨面に硬質被覆層残留応力低減模様を形成してなる。
(もっと読む)
難削材の高速切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップ
【課題】難削材の高速切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する被覆切削チップを提供する。
【解決手段】硬質被覆層の1層を、電界放出型走査電子顕微鏡を用い、表面研磨面の測定範囲内に存在する六方晶結晶格子を有する結晶粒個々に電子線を照射して、前記表面研磨面の法線に対して、前記結晶粒の結晶面である(0001)面の法線がなす傾斜角を測定し、この測定結果に基づいて作成した傾斜角度数分布グラフにおいて、0〜10度の傾斜角区分内に最高ピークが存在し、かつ前記0〜10度の範囲内に存在する度数の合計が、度数全体の45%以上の割合を占める傾斜角度数分布グラフを示す改質(Al、Cr)2O3層で構成し、かつ、同改質(Al、Cr)2O3層の表面を研磨して、その表面粗さをRa:0.2μm以下とすると共に、前記研磨面に硬質被覆層残留応力低減模様を形成してなる。
(もっと読む)
1 - 10 / 47
[ Back to top ]