
国際特許分類[B26B21/60]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 他に分類されない手持ち切断工具 (2,165) | さやなし型またはナイフ型のかみそり;安全かみそりとかんな型のその他のかみそり具;かみそりの刃を組み込んだ毛髪刈込み装置;それらのための附属具 (549) | かみそり刃 (76) | 素材によって特徴づけられたもの (39) | 被覆材料によって特徴づけられたもの (27)
国際特許分類[B26B21/60]に分類される特許
1 - 10 / 27
かみそりの刃
【課題】基材への接着を促進するような中間層を使用しないで硬質被覆層をかみそり刃先基材に被覆する方法を提供する。
【解決手段】金属でドープ塗装されたグラファイトを有するターゲットをスパッタリングすることにより、金属ドープされたダイヤモンド状炭素からなる被覆層16をかみそり刃の研がれた刃先ならびにその近接部の基材12に直接蒸着形成し、次いでポリ四フッ化エチレンからなる外側層18を前記金属でドープ塗装されたダイヤモンド状炭素の被覆層上へ被覆形成する。
(もっと読む)
剃刀刃及びその製造方法

【課題】切れ味が良く、切断抵抗値の小さい剃刀刃及びその製造方法を提供する。
【解決手段】剃刀刃1の、少なくとも肌に接触する小刃部位2の部分に、前記剃刀の長手方向の刃先線に対して所定の角度4で傾斜した複数の凹状線状溝5を形成すると共に、小刃部位2をPTFE、PFA、PVDF、FEP、シリコーン、超高密度ポリエチレンからなる群より選ばれる低摩擦性材料で被覆することで、切れ味の良さと低切断抵抗性を持たせる。
(もっと読む)
かみそりブレードの技術
かみそりカートリッジが、かみそりブレードのある側に取り付けられたブレード間ガードを有するかみそりブレード組立体を含む。このかみそりブレードは、ストリップから形成され、このストリップは、かみそりブレードの側面上に酸化クロム層を形成するように熱酸化プロセスにより製造される。この酸化膜は、ユーザに見えるかみそりブレードの電気化学的腐食を防ぎ、その長期間にわたる寿命の間、かみそりブレードの、従ってかみそりカートリッジの実際の又は認識される早期故障を防ぐ。かみそりブレード組立体は、ユーザに見えるかみそりブレードの側に適用されたかみそりブレードの腐食を抑制するように適合された最密充填された液滴のアレイを有することもできる。 (もっと読む)
かみそりの原子層蒸着コーティング
かみそり刃に共形コーティングを生成するための原子層蒸着(ALD)プロセスの新たな適用例を開示し、刃側面の表面全体及び刃本体の少なくとも一部又は表面全体に均一で共形的な高密度コーティングを蒸着する。コーティング刃のエッジの剃毛能力を向上させる(例えば、刃先端半径を減らす)ため、ALDプロセス中、プロセス後、又はプロセス中及びプロセス後の両方においてALDで作製したコーティングをエッチングしてもよい。 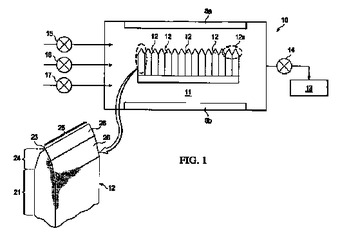 (もっと読む)
(もっと読む)
等方圧加圧を使用する、刃先上の薄く均一なコーティングの形成
本発明は、薄く、稠密で、均一な刃先を製造して、この刃先が、より快適な剃毛と相関する低い初期切断抵抗力を示すように、ポリマー(例えば、PTFE)コーティングされたカミソリの刃先に適用される、等方圧加圧(IP)を開示する。利用する等方圧加圧は、熱間等方圧加圧(HIP)若しくは冷間等方圧加圧(CIP)、又は任意の他の等方圧加圧プロセスであってもよい。HIP条件は、不活性雰囲気中の、高温及び高圧の環境を含み得る。このHIP条件は、未焼結コーティング若しくは焼結コーティングに対して、又はFlutec(登録商標)プロセスをコーティングに適用する前、若しくは後に、適用することができる。CIP条件は、室温及び高圧を含み得る。ポリマー材料は、フルオロポリマー材料、若しくは非フルオロポリマー材料、又はそれらのいずれかの複合体であってもよい。ポリマー材料は、任意の方法によっても、最初に蒸着させることができ、その方法としては、浸漬、スピンコーティング、スパッタリング、又は熱化学気相成長法(CVD)が挙げられるが、これらに限定されない。  (もっと読む)
(もっと読む)
等方圧加圧を使用する、刃先上の薄く均一なコーティングの形成
本発明は、コーティングされていないカミソリの刃先にポリマー材料(例えば、PTFE箔)を適用して、薄く、稠密で、均一なコーティングを刃先上に形成し、このコーティングが、より快適な剃毛と相関する低い初期切断抵抗力を示す、等方圧加圧(IP)プロセスの利用を開示する。等方圧加圧は、熱間等方圧加圧(HIP)、若しくは冷間等方圧加圧(CIP)、又は任意の他の等方圧加圧プロセスであってもよい。HIP条件は、不活性雰囲気中の、高温及び高圧の環境を含み得る。CIP条件は、室温及び高圧を含み得る。ポリマー材料は、フルオロポリマー材料、若しくは非フルオロポリマー材料、又はそれらのいずれかの複合体であってもよい。ポリマー材料の下面を改質(例えば、化学エッチング)して、刃先に対する付着性を強化することができる。類似の特性又は異なる特性の、2つ以上のポリマー材料の層を、コーティングされていない刃の上に等方圧加圧することができる。  (もっと読む)
(もっと読む)
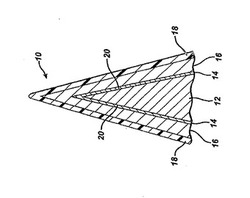
カミソリの刃
鋭くされた先端(12)により画定される刃先を備える基材(11)を有するカミソリの刃(10)。基材は、刃の先端から4マイクロメートルの距離(20)で測定されたとき約1.3〜1.6マイクロメートルの厚さ(21)を有し、刃の先端から8マイクロメートルの距離(22)で測定されたとき約2.2〜2.7マイクロメートルの厚さ(23)を有し、刃の先端から16マイクロメートルの距離(24)で測定されたとき約3.8〜4.9マイクロメートルの厚さ(25)を有し、刃の先端から4マイクロメートルで測定された厚さの、刃の先端から8マイクロメートルで測定された厚さに対する比が少なくとも0.55であり、刃の先端から4マイクロメートルで測定された厚さの、刃の先端から16マイクロメートルで測定された厚さに対する比が少なくとも0.30である。  (もっと読む)
(もっと読む)
カミソリ及びカミソリのカートリッジ
ガード(10)、キャップ(12)、及び前記ガードと前記キャップとの間に位置する平行な鋭くされた縁部を有する少なくとも2枚の刃(14、16)を含むカミソリのカートリッジが提供される。第1の刃はガードに最も近い刃先を画定し、第2の刃はキャップに最も近い刃先を画定する。第1の刃は第2の刃の切断力よりも低い切断力を有する。  (もっと読む)
(もっと読む)
かみそり刃及びその製造方法
屈曲部分を有するかみそり刃を製造する方法が開示される。本方法は、0.076mmの厚さとすることができる細長いストリップのステンレス鋼を準備し、ストリップを硬化させ、ストリップの縁部に沿って刃先を形成し、刃先上にコーティングをもたらすことを含む。ステンレス鋼は、好ましくは、0.45重量%から0.55重量%までの炭素含有量を有する。ストリップは、個別のかみそり刃になるよう、縦方向に分離される。次いで、スイベル曲げプロセスを用いて、かみそり刃の屈曲部分が形成される。かみそり刃が屈曲され、屈曲部分に隣接した平坦な領域間の90度の刃先角と、約0.3−0.35mmの半径を有する内面とが定められる場合、屈曲部分の外面には大きな亀裂がない。 (もっと読む)
刃の薄膜コーティング
本発明は、カミソリ刃を形成する方法に関する。本方法は、a)基板を準備する工程と、b)30°未満の夾角及び1,000オングストローム未満の先端半径を有する楔形の鋭利な縁部を基板上に形成する工程と、c)この基板を真空チャンバ内に配置する工程と、d)第1の固体ターゲットをこの真空チャンバ内に配置する工程と、e)イオン化されるガスをこの真空チャンバ内に供給する工程と、f)負電圧を第1の固体ターゲットにパルスで印加することによって、基板上の楔形の鋭利な縁部上に薄膜コーティングを形成するイオンを第1の固体ターゲットから生成する工程と、を含む。 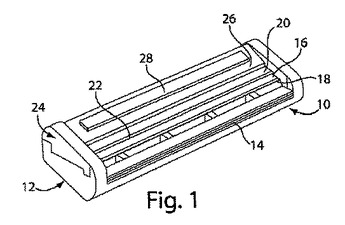 (もっと読む)
(もっと読む)
1 - 10 / 27
[ Back to top ]