
国際特許分類[B27J1/00]の内容
処理操作;運輸 (1,245,546) | 木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般 (5,432) | 竹,とう,コルク,またはこれらに類似する材料の機械的加工 (58) | 竹,とうまたはその類似物の機械的加工 (54)
国際特許分類[B27J1/00]の下位に属する分類
組成,例.かごの製作
国際特許分類[B27J1/00]に分類される特許
1 - 10 / 54
竹製合板
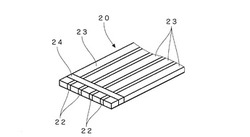
【課題】 環境破壊を引き起こすことなく、簡単に製造できる高強度の竹製合板を提供する。
【解決手段】 合板の厚みに相当する幅を有する複数の縦割り竹材(22)によって構成され、該複数の縦割り竹材が縦にかつ相互に所定の間隔をあけて配列され、合板板面に垂直な方向の荷重を受ける構造体と、所定の幅と合板の厚みに相当する厚みとを有する木粉又は竹粉の成形板、木片又は竹片の積層板又は木板によって構成され、上記構造体の隣接する縦割り竹材の間に固定され、上記複数の縦割り竹材の相互の間隔及び複数の各縦割り竹材の縦姿勢を保持する複数のスペーサ板(23)とから竹製合板(20)を構成する。
(もっと読む)
箸の製法及び分離箸

【課題】手触りが良く、かつ、握ったときにすべりにくい箸を製造することができるとともに、歩留りを向上することができる箸の製法を提供する。
【解決手段】素材竹を所定長さ寸法ごとに切断して第1中間体を形成する第1切断工程と、周方向に所定数に分割切断して横断面扇形第2中間体を形成する第2切断工程と、第2中間体から横断面矩形第3中間体を形成する第3切断工程と、第3中間体を長手方向にずれた位置で一対の切削ローラRを回転圧接させて切削して横断面六角形第4中間体4を形成する切削工程と、第4中間体4を所定長さ寸法ごとに切断する第4切断工程を、順次有する。切削工程に使用する切削ローラRが外周面に複数本の台形溝20を備えて、切削ローラRの軸心Aを含む断面に於て台形溝が軸心Aと平行な辺E1を有する。
(もっと読む)
フライス工具
【課題】円筒状の被切削物の端面の切削粉砕加工における、騒音および振動の発生を小さくし、また生産性を向上させ、さらに切削工具の寿命を大幅に向上させることができる工具を提供する。
【解決手段】フライス工具2が、切れ刃であるチップTが取付けられる工具本体4の端面4aに、複数個のチップTを放射状に並べて延びたチップ列A、Bを周方向に複数列備え、隣接する一対のチップ列A、BのチップTそれぞれが、回転中心軸線Xからの径方向距離を交互に異にした千鳥状に配設されている。
(もっと読む)
竹ペレット燃料の製造方法
【課題】含水率の高い生竹を用いつつ、発酵促進やカビの発生、乾燥コストの諸問題を解消して、品質が良くて高い発熱カロリーが得られる竹ペレット燃料の製造方法を提供する。
【解決手段】生後2年以上で枝葉部分を除去した生竹100重量%に対し、生後2年以上で枝葉部分を除去した含水率55%未満の枯れ竹25〜400重量%の割合で両方を破砕・粉砕機6に混入して破砕および粉砕し、竹ベースの混合粉末を得る破砕および粉砕工程と、破砕および粉砕工程で得られた竹ベースの混合粉末を乾燥機10で乾燥させる乾燥工程と、乾燥工程で乾燥された竹ベースの混合粉末を造粒機12によって造粒し、竹ペレットを得る造粒工程とを有する構成とする。生竹と枯れ竹の混合竹100重量%に対し、含水率75%以下の竹以外の他の植物10〜600重量%をさらに混入して破砕および粉砕することができる。
(もっと読む)
竹及び材木破砕装置
【課題】刃物を回転させ剪断する破砕機では、破砕する際竹の性質上、縦方向に裂けるため長さが不均一になり再度利用する形状にならない為、分別を施す必要がある。本発明は竹及び材木を一定の形状にし、分別を不要とする装置を提供する。
【解決手段】架台1の台上に送り装置2、送り装置3を付設し、中間に押え装置4を付設する。架台1片側一端に切断装置5を付設し切断装置5の押え装置4の間で押え装置6押え装置7押え装置8を付設する。切断装置5の反対側より竹を入れ送り装置2で移送し竹を押え装置4で押圧力を加える。竹に押え装置8で外圧を加えながら送り装置3で移送する。切断装置5を通り、竹及び材木を送り装置3で移送する。切断装置5を通り、竹及び材木を送り装置3で移送し竹及び材木の自由幅が一定になるように押え装置6、押え装置7で固定する。固定後、切断装置5で切断する。そして竹及び材木の自由幅の長さを送り装置3調整する。
(もっと読む)
表皮付き竹材の製造方法
【課題】竹を歩留りの高い方法と付加価値の高い方法を用いて製品が製造でき、しかも竹の直径、肉厚、曲がり等の形状を選ばず木材に代わる生産量を確保できるうえ安価に提供できる表皮付きの竹集成材を提供することである。
【解決手段】竹材を平板化及び表皮を付けたものをスライスして積層成型接着することで、型の形状次第で図8のようなさまざまな形状の湾曲部材を形成する。表皮を残したまま
積層成型部材にすることで、本来竹の持つ素材感を損なわず、付加価値の高い工芸材料や建築内装材を製造できるので竹材伐採業者へ高賃金を還元できる。
(もっと読む)
ステアリングホイール
【課題】ステアリングホイールの被覆部材を竹で製作した際に、被覆部材を加工し易くする。
【解決手段】ステアリングホイールでは、竹部材30が円弧状に湾曲されている。ところで、竹の内部では、竹の外皮側部分における道管密度が竹の内皮側部分における道管密度に比べて高いため、竹の外皮側部分は竹の内皮側部分より硬い。また、竹片40内では、内面40B側の部分に竹の内皮側部分が配置され、外面40A側の部分に竹の外皮側の部分が配置されている。したがって、竹部材30を曲げる際には、竹片40の外面40Aを外側にして曲げるほうが、竹片40の内面40Bを外側にして曲げるより曲げ易い。ここで、竹片40の内面40Bは、竹部材30の径方向内側に配置されている。このため、竹部材30を曲げる際には、竹部材30を曲げ易くできる。したがって、竹部材30を竹で製作する際に、竹部材30を加工し易くできる。
(もっと読む)
竹繊維およびその製造方法ならびに竹繊維を用いた複合材の製造方法
【課題】実質的にヘミセルロースを含まず、セルロースに富み、繊維長の短い竹繊維を提供し、また、化学的な処理操作や高圧での処理操作を伴わず、あるいは使用した化学物質を後処理する必要のない竹繊維の製造方法を提供する。
【解決手段】竹繊維は、熱重量減少の微分曲線において、180〜320℃の温度範囲に実質的にピークを有さず、300〜400℃の温度範囲にピークを有し、繊維長1000μm以下の繊維の含有量が80質量%以上であり、竹繊維の製造方法は、竹を180〜320℃の温度の常圧過熱水蒸気で1〜3時間加熱処理した後、粉砕する。竹繊維と高分子材料を配合し溶融成形して複合材を製造する。
(もっと読む)
竹の趣きを生かした細工
【課題】日本で古くからの馴染みのある竹そのものの形を生かした、竹の刳り抜き細工を提供する。
【解決手段】竹の節と節の間に直線や曲線で模様を描き、錐等や鋸等を用いて刳り抜く。
(もっと読む)
竹微粉末製造装置
【課題】簡単な構造によって太さ、曲がり等様々な竹をパウダー状に粉砕する装置を提供する。
【解決手段】外部駆動源10の回転駆動作用下に、所定方向に回転する回転切削刃を有する回転切削機構と被加工物である竹の反切削部位を、二分割した山形状把持具で竹を把持し、内部に把持具の保持部を有した円筒に挿入し、円筒内の把持具保持部と把持具の山形状把持具とはゆとりを持って勘合させるのは、把持具保持部と円筒を一体とせず、ゆとりを持たせる事によって直径の異なる竹や曲がった竹を把持して切削加工機に装着してもスムーズに切削できる。竹の先端は回転切削機構で回転切削刃の回転によって切削する。竹の先端切削にしたがい把持具と円筒は一体になった竹とともに回転切削刃に向かって回転しながら前進させる構造とした竹微粉末製造装置。
(もっと読む)
1 - 10 / 54
[ Back to top ]