
国際特許分類[B29B9/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | 成形材料の準備または前処理;造粒または予備成形品の成形;プラスチックを含む廃棄物からプラスチックまたはその他の成分の回収 (4,053) | 造粒 (678) | 構造または組成に特徴があるもの (208) | 繊維補強されたもの (101)
国際特許分類[B29B9/14]に分類される特許
1 - 10 / 101
ガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法
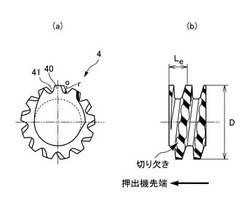
【課題】ガラス繊維強化熱可塑性樹脂組成物ペレットの生産性を従来よりも高めるとともに、製造されたペレット中にモノフィラメントの集合体(未解繊ガラス繊維束)が残存する確率を非常に低くすることが可能なガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法を提供する。
【解決手段】熱可塑性樹脂とガラス繊維とを混練するスクリューが、特定の形状を有するスクリューエレメントを有する。特定のスクリューエレメントとは、特定の条件を満たす、円弧状の切り欠きが形成されたフライト部を有する一条の順送りスクリューエレメントである。
(もっと読む)
成形材料およびそれを用いた成形品の製造方法
【課題】成形材料を製造する過程での経済性、生産性を損なうことなく、かつ、射出成形を行う際には強化繊維の成形品中への分散が良好であり、高い力学特性を有する成形品を容易に製造できる成形材料を提供する。
【解決手段】
連続した強化繊維束(A)1〜50重量%と、ポリアリーレンスルフィドプレポリマー(B)0.1〜40重量%からなる複合体に、熱可塑性樹脂(C)10〜98.9重量%が接着されてなる成形材料であって、さらに該複合体が、該成分(B)中の硫黄原子に対し0.001〜20モル%の0価遷移金属化合物(D)または低原子価鉄化合物(E)を含む成形材料、およびそれを用いた成形品の製造方法。
(もっと読む)
複合強化繊維束の製造方法およびそれを用いた成形材料
【課題】強化繊維束への含浸性が良好であり、かつボイドが少なく、成形時の揮発分が少ない複合強化繊維束を製造することを目的とする。また、複合強化繊維束を用いた成形材料であって、成形品中への繊維分散が良好である成形品を製造できる成形材料を提供することを目的とする。
【解決手段】強化繊維束(A)50〜87質量%に、特定の条件を満たすエポキシ樹脂(B)13〜50質量%を含浸させてなる複合強化繊維束の製造方法であって、成分(A)に成分(B)を供給し、成分(B)を100〜300℃の溶融状態で成分(A)と接触させる工程(I)と、成分(B)と接触している成分(A)を加熱して成分(B)の供給量の80〜100質量%を成分(A)に含浸させる工程(II)を有する複合強化繊維束の製造方法、およびその方法で製造される複合強化繊維束に、熱可塑性樹脂(C)が接着されている成形材料。
(もっと読む)
シミュレーション装置、プログラム、及び記録媒体

【課題】噛み合い型の二軸以上の押出機を用いる樹脂成形品の製造において、モノフィラメントの集合体である未解繊ガラス繊維束をモノフィラメントに解繊できる製造条件を導出するためのシミュレーション装置、当該シミュレーション装置の機能を実現するためのプログラム、及び当該プログラムを記録したコンピュータ読み取り可能な記録媒体を提供する。
【解決手段】互いに回転して噛み合うスクリューを備えた二軸以上の押出機を用いて、ガラス繊維強化熱可塑性樹脂組成物ペレットを製造する方法であって、混合混練する際にガラス繊維束が受けるせん断応力の時間積分値の最小値(最小せん断応力履歴値Tmin)を制御する。
(もっと読む)
ガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法
【課題】噛み合い型の二軸以上の押出機を用いる樹脂成形品の製造において、高い生産性を実現するため、短時間でモノフィラメントの集合体である、ガラスロービング、又はチョップドストランド等のガラス繊維束をモノフィラメントに解繊できる製造条件を提供する。
【解決手段】互いに回転して噛み合うスクリューを備えた二軸以上の押出機を用いて、ガラス繊維強化熱可塑性樹脂組成物ペレットを製造する方法であって、混合混練する際にガラス繊維束が受けるせん断応力の時間積分値の最小値(最小せん断応力履歴値Tmin)を制御して、製造条件を決定する。
(もっと読む)
繊維強化樹脂ペレット
【課題】製造された繊維強化樹脂ペレットを射出成形にて成形する際、成形機内のスクリュー通過時に繊維が切断され、繊維長が短くなるため、繊維の補強効果を十分に奏することができない。本発明では、強度性能の高い繊維強化樹脂ペレットを提供することを目的とする。
【解決手段】植物繊維と樹脂とを含む繊維強化樹脂ペレットにおいて、植物繊維の繊維長が、式(1)で表される臨界繊維長(Lcr)以上の長さであることを特徴とする繊維強化樹脂ペレット。Lcr=σf×Φf/(2×τ)・・・式(1)
(ただし、σfは植物繊維の引張強度、Φfは、植物繊維の直径、τは植物繊維と樹脂との間の界面接着強度を表す)である。
(もっと読む)
炭素繊維の樹脂含浸ストランドおよびペレットの製造方法
【課題】樹脂含浸性に優れた炭素繊維の熱可塑性樹脂含浸ストランド、および炭素繊維の長繊維ペレットを提供する。
【解決手段】溶融状態の熱可塑性樹脂が充填されかつ円弧形状を有するブロックが配置された含浸浴中に、炭素繊維束を導入し、ブロックの円弧部分に炭素繊維束を接触通過させ開繊させつつ、炭素繊維束に熱可塑性樹脂を含浸させ熱可塑性樹脂含浸ストランドを製造する方法であって、円弧形状を有するブロックは凸状の円弧を有する開繊ブロックと逆凹状の円弧を有する収束ブロックから構成され、その弧の向きは同一であり、開繊ブロックをはさむように収束ブロックが配列されていることを特徴とする熱可塑性樹脂含浸ストランドの製造方法。
(もっと読む)
炭素繊維の樹脂含浸ストランドおよび長繊維ペレットの製造方法
【課題】炭素繊維と高粘度の熱可塑性樹脂からなり、樹脂の含浸性が高い熱可塑性樹脂含浸ストランド、および炭素繊維の長繊維ペレットを提供する。
【解決手段】熱可塑性樹脂を粘度100〜1000Pa・s(Ns/m2)にて樹脂浴中に保持し、該樹脂浴容器内のローラーに平均直径5〜10μmの炭素繊維のモノフィラメントから構成される繊維束を下記式(1)および(2)を満たす条件にて搬送することにより、繊維束に樹脂を含浸させる熱可塑性樹脂含浸ストランドの製造方法。
T2/(r×η×v)>100 (1)
T2<0.5×σ×N×S (2)
(T2:繊維の引き取りテンション(N)、r:ローラーの径(m)、η:熱可塑性樹脂の粘度(Pa・s)、v:搬送速度(m/S)、σ:炭素繊維の強度σ(MPa)、N:繊維束のフィラメント数、S:単繊維の断面積(mm2))
(もっと読む)
炭素繊維の樹脂含浸ストランドおよびペレットの製造方法
【課題】樹脂含浸性に優れた炭素繊維の熱可塑性樹脂含浸ストランド、および炭素繊維の長繊維ペレットを提供する。
【解決手段】溶融状態の熱可塑性樹脂が充填されかつ円弧形状のピンが配置された含浸浴中に、炭素繊維束を導入し、ピンに炭素繊維束を接触通過させ開繊させつつ、炭素繊維束に熱可塑性樹脂を含浸させ熱可塑性樹脂含浸ストランドを製造する方法であって、
円弧形状のピンは円弧半径の異なる収束ピンと開繊ピンが交互に配列され、ピン数の合計は少なくとも3個であり、収束ピンの内接円の半径をR1,開繊ピンの外接円の半径をR2としたとき、R1>R2を満たすことを特徴とする熱可塑性樹脂含浸ストランドの製造方法、またそれからの炭素繊維長繊維ペレットの製造方法。
(もっと読む)
ガラス繊維強化ポリプロピレン材の再生方法及びガラス繊維強化ポリプロピレン材の再生成型品
【課題】ガラス繊維強化ポリプロピレン材(FR−PP材)の成型品から再生成型品を成形する際の変色を抑制できて、良好な再生成型品を製造することができるようにする。
【解決手段】FR−PP材の成型品を粉砕し、この粉砕材を原料として再生成型品を成形する場合において、前記粉砕材を加熱溶融させてペレット化する際にチオエーテル系酸化防止剤を添加したり、前記粉砕材をそのまま用いて射出成形する際にチオエーテル系酸化防止剤を添加したりする。リサイクルする際の酸化防止剤にチオエーテル系酸化防止剤を用いた場合(実施例1〜3)は、酸化防止剤を用いない場合(比較例1,2)やフェノール系酸化防止剤を用いた場合(比較例3〜5)に比べて、黄変度を抑えることができる。
(もっと読む)
1 - 10 / 101
[ Back to top ]