
国際特許分類[B29C39/28]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 注型成形,すなわち.型内または限定された表面間に成形材料を大きな圧力を加えないで導入する成形;そのための装置 (3,920) | 構成部品,細部または付属装置;補助操作 (1,764) | 型またはコア (691) | バリ発生の防止手段を有するもの (38)
国際特許分類[B29C39/28]に分類される特許
1 - 10 / 38
成形用金型、成形装置、及び成形品の製造方法。
【課題】成形品にバリを生じにくくすることができる成形用金型、成形装置、及び成形品の成形方法を提供する。
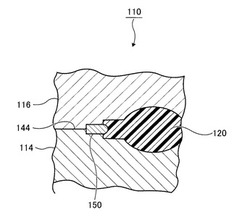
【解決手段】成形装置100は、金型110を有する。金型110は、下型114と、下型114と接触する上型116とを有し、下型114と上型116との間に熱硬化性樹脂を保持するキャビティ120が形成される。金型110は、下型114と上型116とが接触するパーティング面144に配置され、キャビティ120に保持された光硬化性樹脂と接触して、キャビティ120に保持された光硬化性樹脂に押圧されて弾性変形する弾性体150をさらに有する。
(もっと読む)
シートクッションパッドの製造装置及び製造方法

【課題】成形されるシートクッションパッドの表面に硬化部及びエアポケットが生じるのを効果的に防止することができるシートクッションパッドの製造装置及び製造方法を提供する。
【解決手段】上型3の下面におけるキャビティ23を形成する領域(凹部22)の外側に、第1溝部26を形成し、第1溝部26の外側に第2溝部27を形成する。少なくとも第2溝部27にシール部材25を収容し、キャビティ23が形成された状態ではシール部材25を下型2の上面に当接させる。キャビティ23が形成された状態では、シール部材25が下型2の上面に当接するため、シール性が向上し、硬化部が生じるのを効果的に防止することができる。また、第2溝部27よりも内側に第1溝部26が形成されていることにより、当該第1溝部26が発泡硬化時におけるキャビティ23内の空気の逃げ場として機能するため、エアポケットが生じるのを効果的に防止することができる。
(もっと読む)
レンズの製造方法及び製造装置、該製造方法により製造されたレンズ、該レンズを備えるレンズユニット
【課題】エネルギー硬化性の樹脂をレンズに成形する成形型の隙間に樹脂が浸入するのを防止し、隙間への樹脂の浸入に起因する種々の不都合を解消する。
【解決手段】上型51及び下型52、並びに前記上型51及び前記下型52の周囲を囲む胴型53を含む成形型を用い、エネルギー硬化性の樹脂Mでレンズ20を製造する方法であって、前記供給工程で供給される前記樹脂Mは、前記成形工程で所定の間隔とされた前記上型51の成形面と前記下型52の成形面と前記胴型53の内周面とで囲まれるキャビティの容積未満の量であり、硬化エネルギーの一部を供給して半硬化状態にする。
(もっと読む)
レンズの成形型及びレンズの製造方法
【課題】成形型の隙間に樹脂が浸入するのを防止し、成形されるレンズにバリが発生するのを防止する。
【解決手段】上型及び下型、並びに前記上型及び前記下型の周囲を囲む胴型を含み、前記胴型内で前記上型と前記下型との間に樹脂を挟んで該樹脂を所定のレンズ形状に成形する成形型は、対向する前記胴型の内周面と前記上型の外周面との間、及び対向する前記胴型の内周面と前記下型の外周面との間を充填する充填体を備える。
(もっと読む)
レンズの製造装置及びレンズの製造方法、レンズ、撮像装置
【課題】一般的なエネルギー硬化性の樹脂でレンズを製造するにあたって、バリの発生を防止し、レンズの離型を円滑なものとする。
【解決手段】エネルギー硬化性の樹脂からなるレンズ20の製造装置100は、上型51及び下型52並びに胴型53を含む成形型50と、下型51の成形面62上に樹脂を供給する樹脂供給手段101と、上型51を移動させて上型51及び下型52の双方の成形面60,62の間隔を拡縮させる駆動手段102と、間隔を縮小された上型51及び下型52の双方の成形面60,62で挟まれて成形された樹脂に硬化エネルギーを供給するエネルギー供給手段103と、を備え、上型51の成形面60の縁には全周にわたって凸条65が設けられ、下型52の成形面62の縁には全周にわたって凸条66がそれぞれ設けられており、上型51及び下型52の双方の成形面60,62の間隔を縮小する際に、上型51の成形面60の凸条65と下型52の成形面62の凸条66との間に隙間を残して上型51の移動を停止させる。
(もっと読む)
ゴムローラ成形金型
【課題】バリの除去が容易であり、かつ、バリが所定の位置以外の位置に残留することのない成形金型を実現する。
【解決手段】円筒状の金型本体2と、金型本体2の両端の開口をそれぞれ閉塞してキャビティ5を形成すると共に、キャビティ5に配置された軸体4を保持する一対の駒1、3とを有するゴムローラ成形金型であって、一対の駒2、3のそれぞれは、金型本体2の開口の内側に挿入される嵌合部1a、3aと、嵌合部1a、3aの後端に連設され、金型本体2の開口の外側に配置されるフランジ部1b、3bとを有し、一方の駒1の側面には、嵌合部1aとフランジ部1bとに跨る液溜り部6と、液溜り部6をキャビティ5に連通させる溝7とが形成され、溝7と液溜り部6との間には垂直な段差8が設けられている。
(もっと読む)
環状医療具の成形型及びこの成形型を用いて成形された環状医療具
【課題】医療具の中心部に開口部を有する環状医療具を一定の品質で量産可能であり、得られる環状医療具の外径縁及び内径縁にバリが発生せず、且つ、環状医療具の厚みを容易に制御可能な環状医療具の成形型及びこの成形型を用いて成形された環状医療具を提供する。
【解決手段】雌型1と雄型2を組み合わせ、前記雌型1と前記雄型2の間に生じる空間を用いて医療具3を成形するように形成された成形型であって、前記雌型1と前記雄型2の嵌合部位4,5が前記医療具3の外径縁及び内径縁の2箇所に周設され、前記医療具3の中心部に開口部3cを有する環状医療具3を成形することを特徴とする。
(もっと読む)
発泡成形体の製造装置および発泡成形体の製造方法
【課題】ガス抜き孔内への発泡原料の流入を抑制するとともに、発泡成形体を高精度かつ容易に形成すること。
【解決手段】キャビティ11内に連通するガス抜き孔12が形成され、該ガス抜き孔12が開口するキャビティ面14に通気性を具備する補強部材3を配置した状態で、キャビティ11内で発泡原料を発泡させることにより、発泡体2を形成するとともに該発泡体2の表面に補強部材3を一体に固着させて発泡成形体を形成する装置であって、補強部材3に取り付けられた非通気性を具備する被着体4が補強部材3を介して磁着するとともに、ガス抜き孔12の少なくとも一部を画成する磁着部材17を備えている発泡成形体の製造装置10を提供する。
(もっと読む)
金型装置
【課題】比較的シンプルな構成によって、キャビティ内のガスを逃すことにある。
【解決手段】第一型21と第二型22の少なくとも一方が、キャビティ24を密閉可能な密閉部材30を有するとともに、密閉部材30が、第一空間部41と第二空間部42の少なくとも一方を有し、第一型21と第二型22を型閉じした状態で、第一空間部41が、密閉部材30のキャビティ24を臨む一側に形成されてキャビティ24に通じ、第二空間部42が、密閉部材30内に形成されてキャビティ24に通じる構成である。
(もっと読む)
シートパッド成形型およびその成形型を用いたシートパッドの製造方法
【課題】成形したシートパッドの貫通部内に対向面間の隙間によって形成される膜状のバリを容易にきれいに除去できるようにするとともに、その膜状のバリを除去した後に取り残しがあってもシートパッドの正面側や上面側の貫通部の入口から見えにくくするシートパッド成形型を提供する。
【解決手段】軟質発泡樹脂によりシートパッドを成形する金型であって、下型と上型、もしくは下型と上型と中子型によってシートパッドを成形する成形型の、下型と、上型または中子型とが、互いに対向する対向面を先端に有して前記シートパッドの貫通部を形成する、対をなす凸部を具え、それら対をなす凸部の対向面同士の間に隙間が開いており、下型および上型の少なくとも一方の凸部の対向面は周縁部に突出部を持っており、下型の凸部の対向面の突出部は、その下型よりも、もう一方の凸部を具える上型または中子型寄りに位置しているものである。
(もっと読む)
1 - 10 / 38
[ Back to top ]