
国際特許分類[B29C45/43]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 成形品の取り出しまたは突き出し (799) | 加圧流体を用いるもの (54)
国際特許分類[B29C45/43]に分類される特許
1 - 10 / 54
成形装置及び成型方法
【課題】溶融した樹脂を射出して冷却成形する金型において金型から成型品を離型する際の変形の発生を抑制する成形装置及び成型方法を提供する。
【解決手段】成形装置は気体を金型の温度に基づく所定の範囲内の温度にして保持する気体保持手段と気体保持手段に保持された気体を圧縮する気体圧縮手段と圧縮された気体を成型品の表面に吹き当たるように制御し成型品の表面に当接する開閉手段を備える。
(もっと読む)
射出成形装置

【課題】加熱された気体をキャビティに供給可能な構成とするとともに、より簡易な構成の射出成形装置を提供する。
【解決手段】一対の成形型11間に形成されたキャビティC内に溶融樹脂を射出することで成形品を成形するものであって、加熱装置50と、可動型30に形成され、キャビティCと連通される気体供給孔31と、気体供給孔31を通じて、加熱装置50により加熱された気体をキャビティC内に送風可能な送風装置51と、可動型30に設けられ、気体供給孔31を開閉可能なバルブ60と、を備え、バルブ60は、気体供給孔31に挿通されることで気体供給孔31を閉止する閉位置と、気体供給孔31を開放する開位置との間で変位可能な構成とされ、バルブ60が閉位置から開位置側へ変位することで、バルブ60におけるキャビティC側の面60Aで車両用内装材14を押し出し可能な構成とされることを特徴とする。
(もっと読む)
ランナー搬送装置
【課題】省スペースでの設置が可能であり、短時間間隔で連続してランナー80を搬送することが可能であり、また低コストのランナー搬送装置1を提供する。
【解決手段】射出成形機から排出されたランナー80を搬送するランナー搬送装置1であって、水平方向に対して交差する方向に延在するパイプ10と、パイプ10の軸方向下側から軸方向上側に向かってパイプ10の内側に空気を噴射するノズル30と、を備え、ノズル30は、パイプ10の下端から軸方向下側に所定距離を置いて配置され、ノズル30の軸方向上側にランナー80を導入するランナー導入部12を備えている。
(もっと読む)
インテークホース用射出金型及びこれを用いたインテークホース製造方法
【課題】別途の取り出し装備が不要で、インテークホースをメインコアから自動的に取り出すことを可能にし、製造工程の短縮と製造コストの低減が可能なインテークホース用射出金型及びその製造方法の提供。
【解決手段】インテークホースの外部形状を成形するために具備された上金型110及び下金型120と、該上金型と該下金型と共に金型内部にキャビティ部101を形成するスライドコア130と、内部形状を成形するために該キャビティ部に挿入されるメインコア150を含み、該メインコアは、外周面の一側にベローズ153が形成され、移動手段により上下移動が可能となるように具備された第1コア151と、該第1コアと互いに結合可能なように具備されて、該スライドコアによってその外周面が囲まれた第2コア155を含み、成形完了後に、該第1及び該第2コアとインテークホースとの間に圧縮空気を供給するためのエアー供給手段170を含む。
(もっと読む)
軟質の樹脂成形品の製造方法
【課題】 エジェクターピンなどの可動機構を用いずに容易に軟質の樹脂成形品を成形型より取出すことができる樹脂成形品の製造方法を提供することを目的とする。
【解決手段】 一対の成形型により形成される成形空間へ成形材料を射出して軟質の樹脂成形品を製造する方法において、前記一対の成形型を型締めする工程と、前記一対の成形型により形成される成形空間へ成形材料を射出し、少なくとも成形品の外周縁で、型開時に一方の成形型と接しない側に突出する脱型補助部を形成する工程と、前記一対の成形型を型開きし、一方の型に残置されている軟質の樹脂成形品の前記脱型補助部に外周方向から内方へ向かい外力を加えることにより前記軟質の樹脂成形品の周縁の一部を型面から剥離させると共に、該剥離した軟質の樹脂成形品の型面側を押圧して前記軟質の樹脂成形品を脱型する工程と、を有している。
(もっと読む)
ポリ乳酸含有樹脂製耐熱性中空体の製造方法
【課題】無機充填剤をナノコンポジット化したポリ乳酸含有樹脂組成物の射出成形により中空体を得るときに、製造条件に関わらず金型を開く時期を決定できる耐熱性中空体の製造方法を提供する。
【解決手段】凹部を備える雌金型と、凸部を備える雄金型と、縁部形成部を備えるストリッパープレートとを備えた金型を用いた耐熱性中空体の製造方法。キャビティに臨む表面が射出されたポリ乳酸含有生分解性樹脂組成物の結晶化温度に対応する温度に金型を加熱する。生分解性樹脂組成物の温度T(℃)がT=(t+3.5)±1.5(t(℃)は金型の表面温度)となったことが赤外線温度センサにより検知されたときに、雄金型とストリッパープレートとを雌金型から離間させる。中空体の内面と雄金型の凸部との間に気体を導入し、ストリッパープレートを中空体方向に前進させて、中空体を金型から取り出す。
(もっと読む)
プラスチック成形品、プラスチック成形品の成形方法、および該プラスチック成形品を有する光走査装置
【課題】薄肉形状のプラスチック成形品における転写面の形状精度の向上を図る。
【解決手段】金型のキャビティ内の樹脂に樹脂圧力を発生させ、被転写面を転写することにより形成した転写面を有するプラスチック成形品10において、1または対向する2つの転写面11,12を有し、転写面11,12に垂直な断面形状14における、該転写面の垂直方向の成形品厚みaと該転写面の平行方向の成形品厚みbとは、a/b<1の関係を満たし、転写面11,12以外の面に、金型のキャビティ形状を不完全転写することにより形成した凹形状の不完全転写部21と凸形状の不完全転写部22とをそれぞれ少なくとも1つ有する。
(もっと読む)
樹脂成形品の成形装置、および樹脂成形品の成形方法
【課題】見栄え品質の不良あるいは低下を招くことなく、樹脂成形品の離型を容易に行い得る樹脂成形品の成形装置、および樹脂成形品の成形方法を提供する。
【解決手段】樹脂成形品の成形装置20は、キャビティ33に連通するゲート部34が形成された成形型30と、溶融樹脂材料11を充填する射出装置40と、ゲート部に開口する噴出口51からゲート部内にエアーを噴出するエアーエジェクタ50と、成形型に形成され、ゲート部から噴出口を間に挟むように対をなして窪んで伸びる掘り込み部35と、を有している。掘り込み部に充填した溶融樹脂材料によって、噴出口を間に挟むように対をなして突出する壁形状のリブ12を形成する。そして、成形型に密着している樹脂成形品10と成形型との間に、噴出口から噴出したガスをリブによって案内して、樹脂成形品の少なくとも一部を成形型から離型させる。
(もっと読む)
樹脂成形品の成形方法、および樹脂成形品の成形装置
【課題】成形型に設けたガスエジェクターのガス噴出口内に樹脂材料が漏れ込むことを防止することによって、離型作業時に樹脂成形品に伸びや切れが発生することを防止し、樹脂成形品の外観品質の低下を防止し得る樹脂成形品の成形方法、および樹脂成形品の成形装置を提供する。
【解決手段】樹脂成形品の成形装置300は、第1の成形面311が形成されたコア型310と、型締めによって第1の成形面311との間にキャビティ340を形成する第2の成形面321が形成されたキャビ型320と、樹脂成形品530をコア型から離型する離型用ガスを噴出するガス噴出口351を第1の成形面に備えるガスエジェクター350と、塗膜362を形成する塗料を第2の成形面に塗布するとともに塗料をガス噴出口を覆うシール部351を形成するように第1の成形面に塗布する塗布用ガンと、溶融した樹脂材料を注入する注入手段370と、を有している。
(もっと読む)
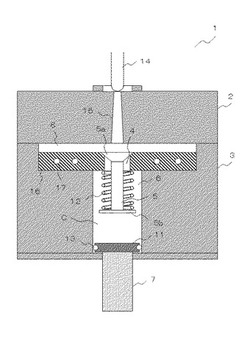
熱可塑性エラストマー成形品の排出方法および熱可塑性エラストマー成形品の金型
【課題】高粘着性の熱可塑性エラストマー成形品の変形や破損がなく、より容易に熱可塑性エラストマー成形品を金型から排出できる熱可塑性エラストマー成形品の排出方法および金型を提供する。
【解決手段】少なくとも固定側金型と可動側金型とを有する金型を使用して射出成形された熱可塑性エラストマー成形品を該金型から排出させる方法において、可動側金型がエジェクターピンとエアー噴出部とを有し、エジェクターピンで熱可塑性エラストマー成形品を突出し、かつ、エアー噴出部から熱可塑性エラストマー成形品にエアーを噴出することにより、熱可塑性エラストマー成形品を金型から排出させる熱可塑性エラストマー成形品の排出方法である。可動側金型が、熱可塑性エラストマー成形品を突出するためのエジェクターピンと、熱可塑性エラストマー成形品にエアーを噴出するためのエアー噴出部と、を有する熱可塑性エラストマー成形品の金型である。
(もっと読む)
1 - 10 / 54
[ Back to top ]