
国際特許分類[B29C49/12]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | ブロー成形中における二軸延伸 (269) | 機械的手段を用いるもの (76) | 延伸ロッド (68)
国際特許分類[B29C49/12]に分類される特許
61 - 68 / 68
耐熱性と耐衝撃性とに優れたポリエステル容器及びその製造方法
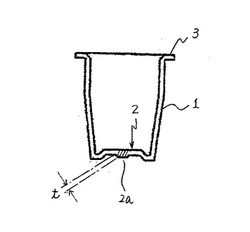
【課題】 射出ゲート残部となる厚肉部が底部中心に形成されていながら、耐熱性と耐衝撃性とに優れたポリエステル容器を提供する。
【解決手段】 熱可塑性ポリエステル樹脂からなるプリフォームを延伸成形して得られるポリエステル容器において、底部中心部分2aが、厚肉で且つ実質上非晶質であり、該中心部分の周囲の底部は配向結晶化されていることを特徴とする。
(もっと読む)
射出延伸吹込成形機及び方法

【課題】射出成形されたプリフォームを吹込ステーションにおいて延伸する際に、前記プリフォームを多段階に分けて延伸させるようにして、該プリフォームの温度分布や肉厚が不均一であっても、均一な肉厚の最終成形品を成形することができ、加熱ステーションを必要としないようにする。
【解決手段】固定金型13が取り付けられる射出金型支持装置と、可動金型が取り付けられる吹込金型支持装置と、射出用コア型及び吹込用ガイドを備え、前記射出金型支持装置と前記吹込金型支持装置との間に配設される中間型支持装置とを有し、射出成形によって成形された中間成形品に延伸吹込成形を行って最終成形品を成形する射出延伸吹込成形機10であって、前記中間成形品を多段階に分けて延伸させる制御装置を有する。
(もっと読む)
プラスチック製品の成形
従来のタイプの射出成形型装置に使用される、複合成形型装置は、射出成形型装置の圧盤(12)に設けられる複合モールドの半分部(10)からなっている。各モールドの半分部(10)は、プリフォーム成形のための射出成形キャビティ(16)の列や、プリフォームをブロー成形した製品にする延伸ブロー成形のためのブロー成形キャビティ(18)の列を備えている。それぞれのキャビティ(16)と(18)は共通のモールド分割方向に開くように、配列されている。  (もっと読む)
(もっと読む)
スライダに延伸ロッドを取り外し可能に取り付けるための装置
本発明は、ケーシング(24)と、このロッド(22)にクランプされる支持部材(42)とを有している取り付け装置により、延伸ロッド(22)を可動なスライダに、取り外し可能に固定するための装置において、支持部材の(42)の上部端部分が、横方向の断面が丸みを帯びた輪郭の少なくとも2つの径方向の突出部(64)により形成され、これら突出部は、上部横向き支持面(44)を形成し、また、ケーシング(24)の上部開口部(36)の周囲のエッジ(65)により形成されている横方向の輪郭が、突出部(64)の輪郭にほぼ整合することを特徴とする装置に関する。  (もっと読む)
(もっと読む)
機械制御延伸ロッド付きの延伸ブロー成形機
本発明は、成形装置(4)により予備成形物を延伸しブロー成形することによって熱可塑性材料製の容器を製造する回転式機械(1)に関し、同成形装置(4)には、開放可能の鋳型(5)と、可動の延伸ロッド(8)と、この延伸ロッド(8)の支持駆動手段(9)であって、機械的である手段が設けられる。支持駆動手段(9)は単方向の回転に基づきターンテーブルのルートの二つの所定の角度位置にて、ロッカー(11)の所与の角度振幅の二つの回転運動を生起するパワーテイクオフ手段と、ロッカーの二つの回転運動を、延伸ロッド(8)に接続された駆動材(13)の二つの直線の交互に下降し上昇する逆方向の直線運動へ変換する手段(12)とを備える。  (もっと読む)
(もっと読む)
容器ブロー成形方法および装置
本発明による方法および装置は、容器をブロー成形するために用いる。パリソンを熱的にコンディショニングした後、該パリソンをブロー成形型の内部で引伸ばし棒により引伸ばし、ブロー成形圧を作用させることにより容器に成形する。加圧状態にあるガスを、少なくとも2つの異なる流動経路を介して容器内へ導入する。特に、流動経路の1つが開口領域の付近に終端を有し、第2の流動経路が容器底部の付近に終端を有するのが有利である。引伸ばし棒を通じて、加圧状態にあるガスの少なくとも一部を容器内へ導入する。  (もっと読む)
(もっと読む)
容器ブロー成形方法および装置
本発明による方法および装置は、容器をブロー成形するために用いる。パリソンを熱的にコンディショニングした後、該パリソンをブロー成形型の内部で引伸ばし棒により引伸ばし、ブロー成形圧を作用させることにより容器に成形する。加圧状態にあるガスの少なくとも一部分を容器の底部領域のほうへ案内する。特に、流動経路が前記底部領域の付近に終端を有しているのが有利である。引伸ばし棒を通じて、加圧状態にあるガスの少なくとも一部分を容器内へ導入する。  (もっと読む)
(もっと読む)
工作物ブロー成形方法および装置
本発明による方法および装置は、容器をブロー成形するために用いる。パリソンを熱的にコンディショニングした後、該パリソンをブロー成形型の内部で引伸ばし棒により引伸ばし、ブロー成形圧を作用させることにより容器に成形する。加圧状態にあるガスを引伸ばし棒を通じて容器内へ導入させる。圧力室から供給した圧縮ガスを引伸ばし棒の棒内部空間内へ側方から導入する。引伸ばし棒は、ブロー成形型側の引伸ばし棒丸形先端部とブロー成形型とは逆の側の引伸ばし棒端部との間に、引伸ばし棒の棒内部空間に開口して加圧状態のガスを供給する少なくとも1つの貫通穴を有している。  (もっと読む)
(もっと読む)
61 - 68 / 68
[ Back to top ]