
国際特許分類[B29C49/12]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | ブロー成形中における二軸延伸 (269) | 機械的手段を用いるもの (76) | 延伸ロッド (68)
国際特許分類[B29C49/12]に分類される特許
21 - 30 / 68
プラスチック容器、特にボトルをブロー成形するためのプラント用の成形ユニット
各パリソン(3)からプラスチック容器(2)、特にボトルをブロー成形するプラントの成形ユニットは、容器(2)をブロー成形する少なくとも1つの成形キャビティ(19)を有する交換可能な金型(16)と、所定の線(24)に沿って移動してパリソン(3)と係合してパリソンを軸方向に変形させる少なくとも2つのストレッチングロッド(33)と、を備え、ストレッチングロッド(33)は、成形ユニットに取り付けられた金型(16)の成形キャビティ(19)の数および位置に応じて選択的に移動可能である。 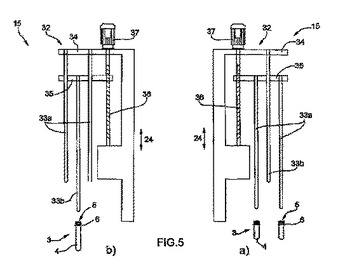 (もっと読む)
(もっと読む)
液体食品を包装する方法及び装置

金型内に配置された加熱されたプリフォームから形成された熱可塑性容器内に、所定量の飲料を供給する方法において、金型内部でのプリフォームの膨張を促進するように、プリフォームの凹み内に少なくとも幾分か飲料成分を注入するステップを含み、金型が容器の形状を画定し、注入ステップ中に導入される飲料の量が少なくとも前記所定量に等しく、容器内に残っている飲料の量が前記所定量に概ね等しくなるまで、導入された飲料成分の前記量の一部を吸出するステップを更に含む方法に関する。 (もっと読む)
液体食品を包装する方法及び装置

本発明は、加熱されたプリフォームから形成された熱可塑性容器内に所定(1)量の飲料を供給する方法及び装置であって、プリフォームが金型内に配置される、方法及び装置において、方法が、金型内部におけるプリフォームの膨張を促進するように、プリフォームの凹み内に少なくとも幾分かの飲料を注入するステップを含み、金型が容器の形状を画定し、延伸ロッド(10)の長手方向変位が、加熱されたプリフォームの長手方向伸びを確保にする所与の期間中に行われ、延伸ロッドが所与の期間の最後に固定され、所定量の、好ましくは50%に等しい事前に定義された割合を上回る量の飲料が、所与の期間の前記最後に凹み内に存在することを特徴とする、方法及び装置に関する。 (もっと読む)
延伸ブロー成形用プリフォーム
【課題】胴部が口部よりも細い形状の延伸ブロー成形用プリフォームを用いた延伸ブロー時に胴部が延伸ロッドに接触して成形不良が発生することを防止できるようにすること。
【解決手段】延伸ブロー成形用プリフォーム1は、胴部2が口部3より細い形状をしており、胴部2と底部4の境界部分には円環状段差部5が形成されている。延伸ブロー成形において、延伸ロッド21による延伸時に、細い胴部2が細長く引き伸ばされる際に、円環状段差部5によって胴部2の半径方向の変化が抑制される。この結果、胴部2が延伸ロッド21に接触して成形不良が発生するという弊害を回避できる。
(もっと読む)
上隅部に口部を有する容器の延伸ブロー用金型装置
【課題】上隅部に口部を有する容器を、真っすぐなプリフォームを垂直に保持した状態で斜めに延伸してブロー成形できる金型装置を提供する。
【解決手段】キャビティの中心線A−Aに対して成形面を傾斜形成し、プリフォームの挿入穴を中心線A−A上に設けたブロー金型と、射出成形したプリフォームを挿入穴からキャビティの中心線上に垂直に保持するネック型と、先端部をネック型との嵌合段部に形成したブローコアと、ブローコアに斜めに挿通した延伸ロッドとからなる。ブローコア内にガイド孔をキャビティの傾斜成形面と同方向に斜設したガイドブッシュを、ブッシュ周囲と先端とにエア通路となる間隙を空けて同心円に嵌装する。ガイドブッシュに延伸ロッドを挿通して押圧端子を取付けたロッド先端をプリフォーム内底面の偏心部位に臨ませる。
(もっと読む)
ポリプロピレン容器およびその作成方法
【課題】少なくとも1層のポリプロピレン層とバリヤー層とを有する配向多層容器の成形に関して、高速熱対流が可能になるように設計されたブロー成形用延伸ロッドを提供する。
【解決手段】細長いロッドと、細長いロッドの末端に固定された先端とを含む延伸ブロー成形用延伸ロッド550であって、該先端が、背面、およびプレフォーム536とかみ合わせるための弓状の延伸表面を定義し、該背面が、先端背面の表面積を増大させるための表面変形を含む、前記延伸ブロー成形用延伸ロッド550。
(もっと読む)
樹脂製の筒状部品の製造方法
【課題】比較的良好な寸法精度が得られるインジェクションブロー成形法を利用して、両端が開口した形状の樹脂製の筒状部品を製造する方法を提案すること。
【解決手段】両端が開口している筒状プリフォーム11を熱可塑性樹脂から射出成形により製造する。筒状プリフォーム11の第1端部12に第1把持具22を取り付けて開口2aを封鎖し、他方の第2端部13には第2把持具23を取り付け、この状態で円筒部16を加熱する。加熱後に筒状プリフォーム11を型開き状態の延伸ブロー成形型30にセットし、第2端部13の側から低圧のブローエアーを供給しながら第1端部12の側を軸線方向に引張ることにより延伸する。延伸後に左右の成形型36、37を閉じて二軸延伸ブロー成形を行って両端が開口した細長い筒状部品1を成形する。
(もっと読む)
スプレー容器のポンプハウジングの製造方法
【課題】細長い吸引チューブであってもポンプハウジングに一体化された単一部品として製造可能なスプレー容器のポンプハウジングの製造方法を提案すること。
【解決手段】スプレー容器1のポンプハウジング6の射出成形時に、同時に、吸引チューブ形成用のプリフォーム11を一体形成しておき(射出成形工程ST1)、プリフォーム11を加熱し(加熱工程ST2)、当該プリフォーム11を所定の延伸率で延伸することにより(延伸工程ST3)、細長い吸引チューブ8を射出成形品のポンプハウジング6に一体形成している。別個に射出成形した吸引チューブをポンプハウジングに差し込み固定する作業が不要となり、吸引チューブがポンプハウジングの吸引口から外れるという不具合も発生しない。射出成形に比べて、強度および耐久性の高い吸引チューブを成形でき、長さ、形状の異なる吸引チューブを簡単に成形できる。
(もっと読む)
把手片が連結された合成樹脂製容器を製造する方法
【課題】把手片(2)が連結される部位でプリフォーム(40)が過剰に伸ばされてしまうことを確実に回避して、把手片が所要部位に連結されている合成樹脂製容器(4)を製造することを可能にする方法を提供する。
【解決手段】細長い筒形状であり軸線方向及び周方向に間隔をおいて複数個の噴出孔(50)が配設されている形態の延伸ロッド(46)を使用し、延伸ロッド内に高圧気体を供給して複数個の噴出孔から高圧気体を噴出せしめてプリフォームの成形部(44)をブローする。
(もっと読む)
液体または液圧ブロー成形
プラスチック容器の形成および充填を同時に行う装置および方法が提供される。金型キャビティは内面を画定し、プリフォームを受け入れるように構成される。圧力源は入口およびピストン状デバイスを含む。ピストン状デバイスは、入口を通して圧力源に液体を引き込む第1の方向、およびプリフォームに向かって液体を付勢する第2の方向に動作可能である。ブローノズルは、圧力源から液体を受け、液体を高圧でプリフォーム内に送出し、それによって金型キャビティの内面に向かってプリフォームを膨張させ、結果として得られる容器を作成するように構成することができる。液体は最終製品として容器内に残る。 (もっと読む)
21 - 30 / 68
[ Back to top ]