
国際特許分類[B29C49/12]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | ブロー成形中における二軸延伸 (269) | 機械的手段を用いるもの (76) | 延伸ロッド (68)
国際特許分類[B29C49/12]に分類される特許
31 - 40 / 68
液体または液圧ブロー成形
プラスチック容器の形成および充填を同時に行う装置および方法が提供される。金型キャビティは内面を画定し、プリフォームを受け入れるように構成される。圧力源は入口およびピストン状デバイスを含む。ピストン状デバイスは、入口を通して圧力源に液体を引き込む第1の方向、およびプリフォームに向かって液体を付勢する第2の方向に動作可能である。ブローノズルは、圧力源から液体を受け、液体を高圧でプリフォーム内に送出し、それによって金型キャビティの内面に向かってプリフォームを膨張させ、結果として得られる容器を作成するように構成することができる。液体は最終製品として容器内に残る。 (もっと読む)
少なくとも1つの所定の補償時間の間に、可変的な継続時間にて容器の内容積をフラッシングする工程を有する、容器を形成するためのプロセス
好ましくは熱可塑性プラスチック材料から作られた予備成型物であるブランクを用いる、容器の形成プロセスであって、上記容器は、軸に対して継続的に回転される回転トレーの外周に設けられた少なくとも1つのブロー成型鋳型を備える回転式の延伸ブロー成形機を用いて形成され、上記ブロー成型鋳型は、ブロー成形サイクルに対応して周期的に稼動しており、上記形成プロセスは、予め加熱されたブランクをブロー成型鋳型中に配置する工程と、上記ブロー成型鋳型を閉じる工程と、上記ブランクを上記ブロー成型鋳型中でブロー成型する工程と、空気を内部に注入することによって、冷却されたガスを用いて上記容器の内部をフラッシングする工程と、上記ブロー成形された容器を、外部保持手段によって保持する工程と、上記ブロー成型鋳型を開く工程とを有する。上記形成プロセスは、一時的かつ発展的な様式にて、容器製造の各開始時におけるフラッシング工程の継続時間を自動的に変化させる。これによって、最初に製造される容器が、延伸ブロー成形機の安定駆動期間中に形成される容器の最終容積に対応する最終容積を付与され得る温度条件下にて形成されるように、容器内の熱的条件を設定する。  (もっと読む)
(もっと読む)
分割された収容空間を有する容器のブロー成形方法とこれにより成形された容器
本願発明は、一般に射出方式で成形されるプレフォーム自体に隔壁を形成し、ブロー金型にプレフォームを配列してブロー成形する場合、2回の成形過程を経ることにより、自然に完成された容器全体にわたって均一な厚さの隔壁を有する容器を提供することができる、隔壁によって分割された収容空間を有する容器を製造するためのブロー成形方法に関する。本願発明のブロー成形方法は、隔壁によって分けられた分割空間を有するプレフォーム成形段階と、プレフォームをブロー金型に配列し、1次ブローを経て、所定の形状を備えるようにする1次ブロー成形段階と、2次ブローを経て、ブロー金型の形状に相応する容器の形状を得る2次ブロー成形段階とを具えている。 (もっと読む)
広口容器と延伸ロッド

【課題】 広口容器に対する固化し易い内容物の回動変位を阻止することにより、指先等による内容物の擦り取りを、良好に達成できるようにすることを目的とする。
【解決手段】 高さの低い2軸延伸ブロー成形された合成樹脂製広口容器において、充填収容した固化し易い内容物を、回動変位不能に係止保持する複数の係止凹部7を、外面を平滑面とした底壁6の略平坦な内面の中央部分に、配列形成し、この係止凹部7に対する内容物の係止により、回動変位を阻止する。
(もっと読む)
プリフォームによるコンテナの製造のための設備及びこのような設備のブロー成型装置を制御する方法
本発明は、コンテナ、特にボトルを、ブロー成型もしくはストレッチ・ブロー成型により熱可塑性材料のプリフォームから製造するための設備を制御する方法であり、この設備が、モールドに関連して設けられたブロー成型もしくはストレッチ・ブロー成型ノズルの移動を制御する制御装置を備えた少なくとも1つの成型ユニットを有し、このノズルは、上側位置と下側位置との間を垂直方向に移動可能に設けられ、このノズルは、前記モールドが閉じた位置にある時、モールドの上側の水平な壁に設けられた少なくとも1つのオリフィスを覆う、方法において、設備が動作中であっても停止中であっても、前記モールドの容量室が、浮遊微小粒子汚染の危険性を防ぐために、外の環境から隔離されるように、この制御方法は、前記モールドが閉じた位置にある時、このモールド中のプリフォームの有無に関わらず、ノズルの下側位置への垂直方向の下降を、組織的に制御することを伴う少なくとも1つの第1の工程を有することを特徴とする。  (もっと読む)
(もっと読む)
合成樹脂製ボトルの製造方法
【課題】底部が十分に延伸され、また、胴部の減圧変形を防止することが可能であって、更に、自立補助具を用いることなく充填ラインにおける安定した自立搬送が行える合成樹脂製ボトルを容易に製造することができる合成樹脂製ボトルの製造方法を提供する。
【解決手段】金型15に取付けたプリフォームの内部に内圧を付与し、内周壁部12及び傾斜部8を接地部11よりも下方に膨出させる。次いで、胴部3及び底部4に付与した内圧を維持し、内周壁部12を胴部3内方に向かって立ち上げつつ傾斜部8のテーパ形状を維持して傾斜部8及び底部中央部9を接地部11よりも上方に押し上げる。次いで、底部4の押し上げ状態を維持して高い内圧を胴部3及び底部4に付与し、胴部3及び底部4を金型15の内面に密着させる。
(もっと読む)
電子写真用中間転写ベルトの製造方法
【課題】表面層−ベルト基材界面での反射光と表面層表面での反射光との干渉が十分に抑制され、かつ、反射光の絶対光量が十分に確保された、電子写真用中間転写ベルトの製造方法を提供する。
【解決手段】熱可塑性樹脂と、固体潤滑剤と、導電材としてポリエーテルエステルアミドとを含有する熱可塑性樹脂組成物から成形されたベルト基材と、該ベルト基材上に形成された表面層とを有する電子写真用中間転写ベルトの製造方法であって、前記熱可塑性樹脂組成物からプリフォーム104を成形する工程と、該プリフォームからボトル状成形物を成形する工程と、該ボトル状成形物からベルト基材を調製する工程と、該ベルト基材表面に表面層を形成する工程とを有する中間転写ベルトの製造方法。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法および装置は、容器をブロー成形するために用いる。熱可塑性材料から成るパリソンを熱調整した後、該パリソンをブロー成形型内部で引伸ばし棒によって延伸させ、ブロー成形圧を作用させることによって容器に成形する。電子機械的引伸ばし棒駆動部を使用して引伸ばし棒の位置決めの設定を行なう。サーボモータのモータ軸の回転運動を、機械的連結装置によって引伸ばし棒の往復運動に変換する。 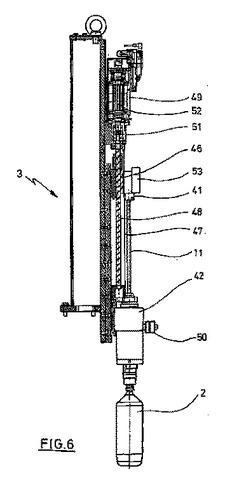 (もっと読む)
(もっと読む)
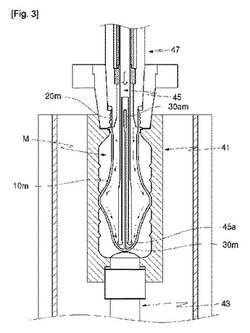
容器成形用プリフォーム、容器、及び容器の製造方法
【課題】 プリフォームをカップ状又はツボ状の容器形状にブロー成形するに際して、成形された容器胴部に延伸部材が接触した痕が現れないようにして、外観良好な容器を成形することができる容器成形用プリフォーム、そのようなプリフォームを成形してなる容器、及び容器の製造方法を提供する。
【解決手段】 成形に際して延伸部材20が最初に接触する部位X1から、型締め把持部3に至る直前の部位X2までの範囲において、延伸部2aの中心軸Cを含む面Pと、延伸部2aの延伸部材20と接触するプリフォーム内曲面との交線Lに対して、切り口が垂直に交わるようにして延伸部2を周方向に沿って切断していった断面Sの面積が、ほぼ一定となっているか、又は延伸部材20が最初に接触する部位X1で最も大きくなるように、延伸部2の肉厚分布を調整する。
(もっと読む)
把手付き容器とその製造方法
【課題】容器本体の底部に把手部材を一体化してなる把手付き容器において、比較的簡単な構成のもとに把手部材を確実に容器本体に一体化することのできる構造を持つ把手付き容器とその製造方法を提供する。
【解決手段】2軸延伸ブロー成形体からなる容器本体1の底部12に凹部13を形成し、その凹部13にインサート成形により一体化された把手部材2を有し、この把手部材2の容器本体1の凹部13に密着する密着部位に、容器本体1の中心軸に対応する位置を含んで当該中心軸方向に貫通する孔21bを形成し、その孔21bの内周部と当該密着部位の外周部の双方に、容器本体1を形成する樹脂が巻き込むことによって容器本体1に把手部材2が一体化された構造とすることで、把手部材2が容器本体1から外れることを防止するとともに、孔21bの存在により、2軸延伸ブロー成形工程において延伸ロッドによる押圧力が把手部材2に作用することを防止する。
(もっと読む)
31 - 40 / 68
[ Back to top ]