
国際特許分類[B29C49/54]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015) | 金型 (288) | アンダーカット成形品のためのもの (10)
国際特許分類[B29C49/54]に分類される特許
1 - 10 / 10
ダクトの製造方法
【課題】
解決すべき課題は、ブロー成形用金型の型抜き上の制約から、ダクトのセンターベンチ部とサイドベンチ部を一体には形成困難な複雑な形状の場合には、ダクトのセンターベンチ部とサイドベンチ部を一体に形成する方法ではブロー成形できないという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成されるダクトの製造方法であって、サイドベンチ部のセンターベンチ差込み部を深絞り成形し、更にその深絞り成形にスライド機構によるスライドを適用することにより前記課題を解決した。
(もっと読む)
通気管の製造方法

【課題】
解決しようとする課題は、自動車のエンジン吸気音を熱可塑性樹脂のブロー成形によって形成される自動車用吸気管に付属するレゾネータの共鳴箱内で共鳴させることによって音響エネルギーを減衰させるためには、該自動車用吸気管に付属する該レゾネータを欠かすことができないという点である。
【解決手段】
分割金型内に該分割金型とは独立して作動するようにセットされたスライドコアにあらかじめ嵌合、係止され、与圧によって形状を保持されている袋状ゴム体に吸音材を被せ、次いで該吸音材付き袋状ゴム体、及び該スライドコアを内包するようにパリソンを垂下させて該分割金型を型締めし、次いで該パリソン内及び該袋状ゴム体内に同時に圧縮空気を吹き込んで賦形したのち、該パリソン内及び該袋状ゴム体内の内圧を解放し、該パリソン及び該吸音材から該袋状ゴム体と該スライドコアを抜去して該分割金型を開き、該パリソンを離型する。
(もっと読む)
ダイカスト鋳造型
【課題】構造の簡素化が可能なダイカスト鋳造型を提供する。
【解決手段】スプルコア1に設けられる第1ピン11および第2ピン12と、可動型2に埋設されて第1ピン11が嵌合される第1ブッシュ13と、固定型3に埋設されて第2ピン12が嵌合される第2ブッシュ14と、からなる保持機構を具備する。これにより、スプルコア1を可動型2と固定型3との間で付け替えするためのスプルコア駆動機構をダイカスト鋳造型または鋳造設備に設ける必要がないので、型の構造が簡素化されると共に型の汎用性および設計の自由度を確保することができる。
(もっと読む)
射出成形用金型
【課題】傾斜ロッドと傾斜長孔を設けること無く、エジェクタ部材とスライド部材の両者を連結することにより、スライド部材の傾斜角を任意に設定可能とし、スライド部材をアンダーカット部から抜くまでのエジェクタ部材のストロークを短くし、小型であって、動作時間を短縮した射出成形用金型を提供する。
【解決手段】本発明の射出成形用金型は、本体1に移動自在に設けたエジェクタ部材2に、スライド部材3を直結した。上記エジェクタ部材2の上面8には、該エジェクタ部材2の移動方向に直交する方向を向いた溝9又は突起7が設けられ、該溝9又は突起7には、スライド部材3の下面6に設けた対応突起7又は対応溝9が滑り結合している。
(もっと読む)
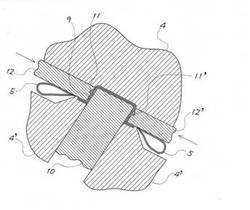
熱可塑性プラスチック製押出ブロー成形品
本発明は熱可塑性プラスチック製押出ブロー成形品1に関する。成形品1は外壁に凹部を備え、凹部は少なくとも一つのネジ形状部4を有する有底盲孔2である。有底盲孔2はネジ付きステム17を有する相補的な固定要素6を受入れる。凹凸形状部が有底盲孔2の入口3の領域に設けられ、固定要素6を挿入した際、凹凸形状部が固定要素の相補的な係合形状部と嵌合する。凹凸形状部の配置位置は、相対回動により増加する有底盲孔と固定要素との間の軸方向の引っ張り力に対して成形品を構成するプラスチック材の弾性変形範囲内でのみ対抗可能な回動角位置に選ばれている。  (もっと読む)
(もっと読む)
積層成形品の成形方法並びに成形金型
【課題】基材とその裏面に樹脂モールド部を一体化してなる積層成形品の成形方法並びに成形金型であって、積層成形品の成形後の脱型操作を円滑に行なう。
【解決手段】ドアトリムアッパー20は、軽量でかつ保形性を有する発泡樹脂基材21と、その裏面側に一体化される樹脂モールド部22とから構成されている。上記樹脂モールド部22は、アンダーカットとなるウエストフランジ23と、補強機能を持つ複数の樹脂リブ24とを備えた複雑形状であり、成形下型60に直上げコア70を配置して、樹脂モールド部22の成形を実施している。そして、直上げコア70は、樹脂モールド部22との脱型が困難な部位を固定ブロック71として、また、その他の部位を可動ブロック72とした分割体で構成することで、食いつきが生じる部位をフリー状態とすることにより、脱型性を高める。
(もっと読む)
ブロー成形用金型
【課題】
解決しようとする課題は、金型の開き方向に関してアンダーカットになる部分を、該開き方向とは異なる方向に型抜きするためのシリンダー作動用のエア圧回路もしくは油圧回路が成形機に無いと成形ができないという点である
【解決手段】
ブロー成形用2分割金型の片方の型にラックを固定し、もう一方の型にピニオン及びギアと、それに連動する回動腕とを設け、金型の開閉に連動して該回動腕を開閉させることにより前記課題を解決した。
(もっと読む)
容器のブロー成形機用の金型および該金型を用いて容器を作製する方法
本発明は、プリフォームから容器をブロー成形するのに用いられる機械のための金型(9)に関する。本発明の金型(9)は、プリフォームを受容するための空洞部(14)を画定する壁部(12)を備える。さらに、上記金型は、突起部(23、24)を備え、突起部(23、24)が少なくとも部分的に壁部(12)から空洞部(14)の中へ突出する外側位置と、突起部(23、24)が壁部(12)の中へ縮められる収縮位置との間を、カムシステムによって壁部(12)に対して動くことのできるように配置された、少なくとも1つの金型インサート(21、22)を備える。本発明は、また、このような金型を用いてブロー成形によって容器を作製する方法に関する。  (もっと読む)
(もっと読む)
成形金型及びそれを用いた成形方法
【課題】工数を低減するとともに、金型による一次成形品の噛み込みを回避する。
【解決手段】射出成形部 200と一次成形部 300を射出成形で形成し、その後スライドコア10をブロー型3と交換し、中コア2を移動させ吐出口24を開口させて、一次成形部 300をブロー型3に押圧し蛇腹部 301をブロー成形する。
射出成形とブロー成形とを連続して行うことで、全体を射出成形で行う場合に比べて工数を大幅に低減することができる。一次成形品をブロー成形型に移し替える必要が無いので、成形サイクルを短縮できるとともに、ブロー型3をスライド移動させるだけなので成形金型による一次成形品の噛み込みを確実に回避することができる。
(もっと読む)
開放孔材料から作製された半加工製品を成形するための装置および方法
本発明は、多数部分成形工具(1)を用いて、開放孔プラスチックから作製されたウェブ状またはシート状の半加工製品(7、8)を成形するための方法であって、互いに向かってまた互いに離れて移動可能な前記多数部分成形工具の工具部分(2、3)が、少なくとも1つの金型構造を有するキャビティ(4)を画定する方法に関する。本発明は、本質的に、開放孔材料から作製されたウェブ状またはシート状の半加工製品の少なくとも1つのセクションが、キャビティ(4)に割り当てられる弾性材料から作製されたバルーンまたはホース(18)を膨張させることによって成形工具(1)のキャビティ内で成形されることを特徴とする。このようにして、開放孔熱可塑性材料および開放孔デュロプラスチック材料の両方を有効にかつ費用効率的に賦形できる。特に、本発明による方法により、アンダカット(23、24)を有する開放孔成形部分の製造が可能である。さらに、本発明は、本発明による方法を実施するための装置に関する。  (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]