
国際特許分類[B29C49/66]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015) | プリフォーム,パリソンまたはブロー成形品の加熱または冷却 (177) | ブロー成形品中に導入された冷媒による冷却 (14)
国際特許分類[B29C49/66]に分類される特許
11 - 14 / 14
中空成形体の製造方法
【課題】表面層がポリプロピレンからなる中空成形体であって、金型キャビティー意匠が正確に反映され、かつ表面光沢が良好で、優れた外観を有する中空成形体が生産性よく得られる中空成形体の製造方法を提供する。
【解決手段】成形金型の間に熱可塑性樹脂の溶融パリソンを供給して型締めし、パリソンの内部に加圧流体を吹き込んで金型成形面と密着させ、熱可塑性樹脂を固化させる中空成形体の製造方法において、少なくとも該パリソンの表面層の熱可塑性樹脂としてメルトインデックス(230℃、2.16kgf)が0.5〜20g/分、分子量分布が8未満であり、かつ220℃で3分間融解後10℃/分で130℃に降温してから3分間後の球晶径が40ミクロン以下、該球晶の成長速度が12ミクロン/分以下であるポリプロビレンを用いる。
(もっと読む)
空気消費量を低減させる中空本体の製造方法および装置
本発明は、輪郭を有するブロー成形金型(2a)内において熱可塑性プラスチックからなる加熱されたパリソンから成形される中空本体(7)特に耐熱性中空本体の製造方法および装置に関するものであり、中空本体(7)は、第1の媒体貯槽(32)内に貯蔵され且つ圧力p1の媒体をパリソン内に導入すること(予備ブロー成形工程)により、およびほぼ同時に延伸棒(6)により中空本体を延伸し、および第2の媒体貯槽(31)内に貯蔵され且つp1より高い圧力p2の媒体を中空本体内に導入すること(仕上ブロー成形工程)により成形され、および中空本体(7)は、第3の媒体貯槽内(33)内に貯蔵されている第3の媒体により冷却され(洗浄工程)、この場合、予備吹込媒体の圧力は2−20バール(2×105―20×105パスカル)であり、仕上吹込媒体の圧力は15−45バール(15×105―45×105パスカル)であり、および冷却媒体の圧力は30−45バール(30×105―45×105パスカル)である。 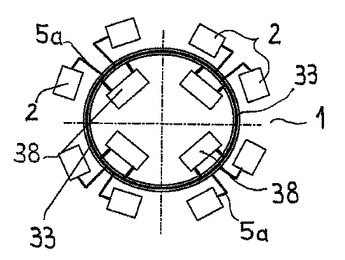 (もっと読む)
(もっと読む)
透明な熱可塑性外壁を有する化粧品容器の製造法
本発明は、プラスチック材料の透明な外層を有する容器の押出ブロー成形法である。本発明の容器は、平滑でガラスのような外観を有し、より安価なガラス瓶代替物として使用することができる。 (もっと読む)
ブロー成形法
11 - 14 / 14
[ Back to top ]