
国際特許分類[B29K105/04]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 細胞質または多孔質 (1,817)
国際特許分類[B29K105/04]に分類される特許
1,001 - 1,010 / 1,817
首振りヘッドレスト
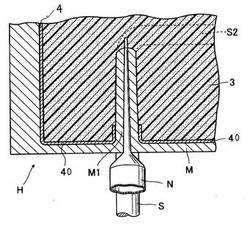
【課題】 トリムカバーと一体発泡する首振りヘッドレストにおいて、その外観品質を向上させることである。
【解決手段】 ステー挿通用兼首振り用スリット1の内部より、パッド成形用の発泡液を注入してパッドを成形してなる。トリムカバー4の底布40に長孔を設け、この長孔の孔縁に、一端を閉口した略筒状に縫製した布の開口部を縫着し、この筒状の布地内に、中子M1を挿着した後、この中子M1に、ノズルを挿し込んで、袋状のトリムカバー4内にパッド発泡成形用の発泡液を注入してパッド3を発泡成形するようにしても良い。
(もっと読む)
樹脂成形品の成形方法及び成形装置

【課題】成形型のコア部を移動してブロー成形体内に注入された発泡性樹脂の発泡を促進させる樹脂成形品の成形において、コア部の移動に対してブロー成形体の追従性が低下することを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部に発泡性樹脂31の注入を開始した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品の成形において、前記成形型のキャビティの容積を拡大させるように前記成形型の前記コア部を移動して前記ブロー成形体を膨張させた後に、前記成形型のキャビティの容積を縮小させるように前記成形型の前記コア部を所定量移動し、前記ブロー成形体を圧縮させることを特徴とする。
(もっと読む)
発泡成形体およびその製造方法
【課題】 本発明は、従来の発泡成形体に対してさらに環境に優しい発泡成形体を安価に、かつ効率的に作ることが可能となる発泡成形体の製造方法およびその製造方法により得られる発泡成形体を提供することにある。
【解決手段】 発泡成形体の製造方法であって、少なくとも熱膨潤性マイクロカプセルを分散させた熱可塑性樹脂をサーキュラーダイを有する押出機より押し出し筒状熱可塑性樹脂を得る工程、該筒状熱可塑性樹脂を平板状に広げると同時に1.5倍以上10.0倍以下の発泡倍率で発泡させ、冷却固化させる工程を含むことを特徴とする発泡成形体の製造方法を提供する。前記熱可塑性樹脂が、20以上60重量%以下のフィラーを含むことを特徴とする発泡成形体の製造方法を提供する。前記フィラーが、フィラー全体量に対して30以上100重量%以下の繊維状有機フィラーを含むことを特徴とする請求項2に記載の発泡成形体の製造方法を提供する。
(もっと読む)
熱可塑性樹脂発泡成形体の製造方法
【課題】シルバーストリークと呼ばれる外観不良が改良され、かつ型に倣った所望の形状の成形品が得られる熱可塑性樹脂発泡成形体の製造方法を提供する。
【解決手段】本発明に係る熱可塑性樹脂発泡成形体の製造方法は、(1)一対の金型間に形成されるキャビティ内の圧力を、大気圧を越えるまで昇圧する工程と、(2)発泡剤を含有させた溶融状熱可塑性樹脂を昇圧されたキャビティ内に供給開始し、溶融状熱可塑性樹脂の供給開始時にまたは供給中にキャビティ内の圧力の減圧を開始し、キャビティ内の圧力を、大気圧を下回るまで減圧した後に溶融状熱可塑性樹脂のキャビティ内への供給を完了する工程と、(3)減圧された状態において一方の金型を移動して前記キャビティの容積を拡大する工程と、を備える。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】成形型のコア部を移動してブロー成形体内に注入された発泡性樹脂の発泡を促進させる樹脂成形品の成形において、コア部の移動に対してブロー成形体の追従性が低下することを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部に発泡性樹脂31の注入を開始した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品の成形において、前記成形型のキャビティの容積を拡大させるように前記成形型の前記コア部の移動を開始した後に、前記ブロー成形体内に溶融した発泡性樹脂39を追加注入することを特徴とする。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ブロー成形体の膨張が妨げられることを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部へ発泡性樹脂31を注入した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を型開き方向に所定量移動し、前記発泡性樹脂の発泡を促進させてブロー成形体23を膨張させるようにした樹脂成形品の成形において、コア部13の移動開始前または移動開始後に、ブロー成形体23の膨張に伴ってブロー成形体23の延伸されることとなる部分23aに分離部23bを形成することを特徴とする。
(もっと読む)
軟質インサート部品付発泡成形品およびその成形方法
【課題】発泡層のはみ出しがなく、表皮材と軟質インサート部品とがほぼ面一に保たれた外嵌品質の良い軟質インサート部品付発泡成形品が得られるようにする。
【解決手段】裏面側の縁部近傍に剛体部42を有する軟質インサート部品43が、発泡成形品51に一体にインサート成形され、発泡成形品51が、表皮材52と、芯材53と、発泡層54とを有する三層構造を備え、表皮材52が、軟質インサート部品43を取付可能なインサート部品取付部55を有し、芯材53が、発泡成形時に軟質インサート部品43に付与される圧縮力に抗して剛体部42を支持可能な剛体支持部61を有し、発泡層54が、芯材53と、表皮材52および軟質インサート部品43との間に形成されるようにしている。
(もっと読む)
サンドイッチパネル製造設備及びサンドイッチパネル製造方法
【課題】帯状サンドイッチパネルの発泡処理工程において、側面部からのガス抜け性を改善して、ボイドの発生や側面部における収縮を抑制可能なサンドイッチパネル製造設備を提供する。
【解決手段】上下両面に対向配置された面材間に発泡性樹脂芯材が発泡成形されてなる帯状のサンドイッチパネルSPを製造するためのサンドイッチパネル製造設備であって、搬送される帯状の下面材1と帯状の上面材2の間に発泡性樹脂芯材の発泡原液組成物を供給するためのミキシングヘッド10と、供給された発泡原液組成物の発泡処理を行いながら下面材1及び上面材2を搬送するための発泡室11と、を備え、この発泡室11は、帯状サンドイッチパネルSPの上下に位置する第1コンベア装置Aと、帯状サンドイッチパネルSPの幅方向両側部に位置する第2コンベア装置Bと、を備え、この第2コンベア装置Bの搬送面と、帯状サンドイッチパネルSPの側面部との間に不織布24を介在させた状態で搬送させる。
(もっと読む)
熱可塑性樹脂製発泡成形体の製造方法
【課題】成形体端部まで独立気泡率が高く、成形体全体に渡って独立気泡率の高い熱可塑性樹脂製発泡成形体を提供する。
【解決手段】熱可塑性樹脂製発泡シートを密閉可能な一対の成形型内でさらに発泡させて熱可塑性樹脂製発泡成形体を製造する方法であって、少なくとも以下の(1)−(4)の工程を含む熱可塑性樹脂製発泡成形体の製造方法。
(1)端面が封止されてなる熱可塑性樹脂製発泡シートを加熱軟化する工程
(2)前記熱可塑性樹脂製発泡シートを成形型内に配置する工程
(3)前記成形型を密閉して形成された空間内を減圧しながら前記熱可塑性樹脂製発泡シートを成形型のシート配置面と対向する面に接触するまで発泡させて冷却する工程
(4)前記空間内を常圧にした後、前記発泡装置を開いて熱可塑性樹脂製発泡成形体を取り出す工程
(もっと読む)
二重構造容器及び該容器の成形方法
【課題】外側半体3と内側半体2とが容易に分離せず、被収納物が浮き上がらない容器を提供する。
【解決手段】容器1は、外側半体3に内側半体2を重ねて構成され、両半体3、2は夫々周縁部20、30と周縁部から凹んだ凹部21、31を一体に設けている。両半体3、2は、夫々発泡樹脂シート4、40を加熱、押圧成形して形成され、少なくとも両半体3、2の周縁部20、30は加熱、押圧成形により、互いに密着している。凹部21、31の底面には、発泡樹脂シート4、40を押し潰して形成される凹面23又は凸面32が設けられている 。
(もっと読む)
1,001 - 1,010 / 1,817
[ Back to top ]