
国際特許分類[B29K105/04]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 細胞質または多孔質 (1,817)
国際特許分類[B29K105/04]に分類される特許
1,811 - 1,817 / 1,817
オレフィン系樹脂発泡体の製造方法
可燃性発泡ガスを短期間に空気等の無機ガスに置換する性能を維持しつつ、発泡後の針の穿孔による発泡体の圧縮弾性率の低下を抑えることができるとともに、かつ、充分に厚み回復が可能なオレフィン系樹脂発泡体の製造方法の提供。 発泡剤として可燃性ガスを用いて製造されたオレフィン系樹脂押出発泡体に、その表面から厚み方向に針によって穿孔を施す工程を含むオレフィン系樹脂押出発泡体の製造方法において、該針として、針幹部に下記に定義される稜線を3本以上8本以下有する針が剣山状に集合してなる針集合具を用いる、オレフィン系樹脂押出発泡体の製造方法: 1)稜線は針幹部の長さ方向に長さを有する出角である稜からなる 2)針幹部の長さ方向に垂直な断面における稜頂点の内角は20°以上120°以下。 (もっと読む)
マイクロポーラス通気性弾性フィルム
熱可塑性エラストマーフィルムは、熱可塑性エラストマー及び充填材入りで半結晶の主に線状のポリマーを含む。フィルムは、約25と70重量パーセントの充填材、約5と30重量パーセントの半結晶線状ポリマー、及び約15と60重量パーセントのエラストマーを含む。充填材は、半結晶線状ポリマーと密接に関連している。弾性フィルムは、50パーセント伸びで約50パーセントより小さい荷重損失、及び約100g/m2/24時より大きい通気性を示す。 (もっと読む)
自動車内装用の複合トリム部品の製造方法

【解決手段】自動車の複合トリム部品を製造するために、流動可能な外皮の材料を第1の成形面(4)に塗布し、流動可能な基板の材料を第2の成形面(7)に塗布し、金型(5,8)を閉じて、可撓性外皮層(1)と硬質基板層(2)との間に形成された隙間に、発泡性の材料(3)を加える。可撓性外皮層と硬質基板層とはいずれも、ポリウレタン反応混合物をスプレー吹付することによって製造される。利点としては、硬質基板層を可撓性外皮層に対して位置決めする必要がなく、特に、硬質基板層は別個に製造する必要がなく、従って、製造コストを低減し、トリム部品の品質を高められる。発泡層を作るための成形キャビティを密封するには、可撓性外皮層について、基板層に接触する領域の厚みを充分に確保しておく。両方の金型半体を別々に分けて、異なる生産ラインに沿って外皮層と基板層とを生産することによって、設備及びツールのコストが低減される。 (もっと読む)
熱回復性フォームチューブ用組成物
少なくとも一種のベースポリマーと、複数のポリマーシェルによってカプセル化された加熱によって活性化される少なくとも一種の化合物から作られる発泡剤を含む熱収縮性フォーム構造物用メルト組成物を提供する。メルト組成物は、架橋促進剤又は他の添加剤を含んでもよい。熱収縮性ポリマーフォームチューブの製造方法も提供する。溶融温度を有する少なくとも一種のベースポリマー材料と、活性化温度を有する発泡剤を含むメルト組成物を提供する。メルト組成物を、加熱して混合後、高温でダイを通して押し出し、押し出したフォームチューブを処理する。しばしば、熱処理する。更に、押し出した発泡ポリマーチューブの外層と内層を含む熱収縮性発泡ポリマーチューブを提供する。各々の層は、少なくとも一種のベースポリマーと、発泡剤から作られ、発泡剤は、複数のポリマーシェル中にカプセル化された加熱によって活性化される化合物を含む。 (もっと読む)
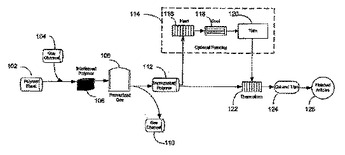
ガス含侵ポリマーから熱成形された製品を製造する方法
固体状態法は、ガス含浸を利用して、熱可塑性材料の熱成形を向上させる。ガスが可塑化性である場合、物品は熱成形のためにそのガスにより可塑化される。いくつかの態様において、本発明は、ガス曝露の間に溶解されるガスを高レベルにすることにより、熱成形の前又は熱成形の間にポリマーを発泡させることを提供する。発泡は、ガス圧力から減圧すると自発的に進行し得る。あるいは、ポリマーシート(112)をポリマーのガラス転移温度付近か又はそれを超える温度まで加熱することにより、発泡が向上され、それにより、熱成形の間に可塑化された発泡ポリマーが製造される。ポリマーが発泡していない対象物が望まれるときは、ガス飽和した物品をガス圧力の下で熱成形することにより、発泡を抑制してもよい。この方法は、従来法により発泡させた物品を含む、予め発泡させてある物品の熱成形性能を向上するために使用してもよい。いくつかの態様においては、加熱することなく成形できるように、ポリマーを十分に可塑化する。ポリマーの可塑化は可逆的である。
 (もっと読む)
(もっと読む)
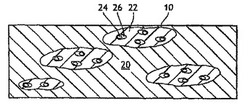
発泡体の製造
生物分解性ポリマー混合物を鋳型(10)に入れ、鋳型でそれを加熱して発泡体を形成し、且つ鋳型を満たすことによって、発泡体を製造する。鋳型は、互いにかみ合う2つの対向する部品(12、14)の間に構成され、そのそれぞれの鋳型部品は導電性材料であり、且つその鋳造用表面は電気的絶縁材料(16)の層で被覆されている。高周波信号をそれらの鋳型部品(12、14)の間に供給し(25)、そのポリマー混合物を誘導加熱によって加熱し、それによって発泡体トレーが15秒以下で形成される。これは、加熱された鋳型を用いるよりも速いサイクル時間を提供する。高周波信号は、27.12MHz又は40.68MHzでよい。ポリマーは、スターチベースでよい。 (もっと読む)
自動車用の構成要素用の密封スカート部を有する被覆表皮部、相応する構成要素及び自動車
【課題】
【解決手段】この被覆する表皮部は、発泡材の層を被覆する面19と、発泡材を受け入れるキャビティの壁に対して発泡材が膨張するとき、発泡材により押し付けられることを目的とする密封スカート部25とを備えており、該キャビティは支持部材内に配置される。被覆面19は、周縁の輪郭部21により限界付けられ且つ、密封スカート部25によりこの輪郭部を超えて伸び、スカート部は、自由端縁35を備えている。被覆面19の周縁の輪郭部21は、少なくともその曲率半径R1が対向する位置に配置された自由端縁35の部分39の曲率半径R2よりも小さい部分31を備えている。
用途は、例えば、自動車の計器盤である。  (もっと読む)
(もっと読む)
1,811 - 1,817 / 1,817
[ Back to top ]