
国際特許分類[B29K105/12]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753) | 長さの短いもの,例.短フィラメント,ステープルファイバー,剛毛 (276)
国際特許分類[B29K105/12]の下位に属する分類
配向されたもの (21)
国際特許分類[B29K105/12]に分類される特許
1 - 10 / 255
射出成形用ポリプロピレン系樹脂組成物及びそれからなる射出成形体
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
樹脂成形品の製造方法
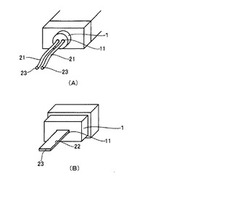
【課題】 一方向に対する引張り強度、曲げ強度、耐衝撃強度が優れた樹脂成形品の製造方法を提供すること。
【解決手段】 熱可塑性樹脂と繊維とを混合した樹脂材料を成形する樹脂成形品の製造方法において、熱可塑性樹脂と繊維とを混合した樹脂材料を、断面積が10mm2以下の開口部11から押出して、ストランド状21又はリボン状22の中間成形体23を成形した後、この中間成形体23を一方向に並べてプレス成形することを特徴とすることを特徴とする。
(もっと読む)
熱可塑性樹脂組成物の製造方法及び成形体
【課題】電気・電子用部品として好適な電気絶縁性を有し、厚さ方向の熱伝導性、及び強度に優れた成形体、並びに該成形体を得るための熱可塑性樹脂組成物の製造方法の提供。
【解決手段】シリンダ及び前記シリンダ内に設置されたスクリューを備えた溶融混練押出機を用い、前記シリンダに設けられた供給口から、(A)熱可塑性樹脂、(B)アルミナ微粒子及び(C)繊維状充填材を前記シリンダに供給して溶融混練することにより、熱可塑性樹脂組成物を製造する方法であって、前記溶融混練押出機のノズルから外部に押し出された混練物を、冷却速度35℃/秒以下で冷却する熱可塑性樹脂組成物の製造方法;かかる製造方法で得られた熱可塑性樹脂組成物を成形してなる成形体。
(もっと読む)
被研磨物保持キャリア材用基材、および製造方法

【課題】端材のリサイクルが可能な被研磨物保持キャリア材用基材を提供すること。
【解決手段】熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、の抄造体で構成される被研磨物保持キャリア材用基材であって、熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、を分散媒に添加し混合することによりスラリーを得る混合工程と、前記混合行程により得られたスラリーを抄造し脱分散媒乾燥することにより抄造シートを得る抄造工程と、前記抄造シートを所定の形状に加工することにより素形体を得る加工工程と、前記素形体を加熱加圧する工程を含むことを特徴とする被研磨物保持キャリア材用基材の製造方法により達成される。
(もっと読む)
炭素繊維強化樹脂成形品及びその製造方法
【課題】炭素繊維のロスの発生を抑制した炭素繊維強化樹脂成形品及びその製造方法を提供する。
【解決手段】炭素繊維がシート状基材に固定されて構成された内部構造材11と、該内部構造材を被覆するように設けられた樹脂被覆層12と、を備えた炭素繊維強化樹脂成形品10であり、内部構造材が炭素繊維とそれ以外の繊維との複合糸で形成され、成形型のキャビティに炭素繊維がシート状基材に固定されて構成された内部構造材を配置し、該キャビティ内に未固化樹脂材料を供給する成型工程を含む炭素繊維強化樹脂成形品の製造方法。
(もっと読む)
複合積層板および複合積層板を用いた一体成形品ならびにそれらの製造方法
【課題】複合積層板の製造方法に関するものであり、特に電磁波遮蔽性を維持したまま無線通信性能を劣化せず、意匠性に優れた部分的に電波透過領域を有した複合積層板の製造方法とこれを用いた一体成形品を提供する。
【解決手段】導電性の不連続強化繊維を有するシート状抄紙である第1の強化基材(2a)と、第1の基材と異なる第2の基材(2b)とを隣接するように積層し、さらに熱可塑性樹脂を主成分としたマトリックス樹脂シート(2c)を少なくとも厚み方向の表層に(2a)、(2b)を挟み込むように積層し、加熱溶融プレス含浸させた後、型内で冷却して賦形することにより一体化成形した複合積層板(1C)の外周の少なくとも一部を囲うように、熱可塑性樹脂(1D)を用い射出成形して得られることを特徴とする複合積層板(1C)を有する一体成形品。
(もっと読む)
樹脂組成物の製造方法
【課題】樹脂組成物中に含まれる繊維状充填材の繊維長が制御された樹脂組成物の製造方法の提供を目的とする。
【解決手段】本発明の樹脂組成物の製造方法は、押出機を用いて樹脂(A)と繊維状充填材(B)とを溶融混練して押し出す工程を含む樹脂組成物の製造方法であって、シリンダー2と、シリンダー2に設けられたメインフィード口5と、シリンダー2のメインフィード口5より押出方向後方に設けられたサイドフィード口7と、を備えた押出機10を用い、押出機10のメインフィード口5から、前記樹脂(A)の一部量と、重量平均繊維長が1mm以上の繊維状充填材(B)の一部量と、を供給し、押出機10のサイドフィード口7から、前記樹脂(A)の残量と、前記重量平均繊維長が1mm以上の繊維状充填材(B)の残量と、を供給することを特徴とする。
(もっと読む)
熱可塑性複合材料形成用等方性ランダムマットの製造方法
【課題】強化繊維と熱可塑性樹脂からなる複合材料用の等方性ランダムマットを効率的に製造する方法を提供する。
【解決手段】複数の強化繊維からなるストランドYを長手方向に沿って連続的にスリットして複数の細幅ストランドにした状態で、切断・解繊装置14にて平均繊維長3〜100mmに連続的にカットし、カットした強化繊維束に気体を吹付けて開繊させ、これを熱可塑性樹脂供給部15からの粉粒体状又は短繊維状の熱可塑性樹脂とともに、通気性支持体16上に散布し堆積・定着させることにより、上記強化繊維と上記熱可塑性樹脂とが混在する等方性ランダムマットMを形成する。このランダムマットMを加熱加圧することにより、薄肉で物性の良好な熱可塑性複合材料となる。
(もっと読む)
有機繊維ランダムマット及びこれを用いた繊維複合材料
【課題】特に耐衝撃性が求められる用途および部材に好適な繊維複合材料を提供する。
【解決手段】繊維長5〜300mmの有機強化繊維と、マトリクス樹脂となる熱可塑性樹脂とを含み、有機強化繊維は、目付けが25〜3000g/m2であり、繊度100〜10000dtexの有機強化繊維束(A)と繊度100dtex未満の有機強化繊維(B)とから構成され、該有機強化繊維束(A)の有機強化繊維全量に対する割合が25Vol%以上90Vol%未満であるランダムマット。
(もっと読む)
ランダムマット基材からの成形体の製造方法
【課題】強化繊維と熱可塑性樹脂を含んでなる、寸法安定性、外観、成形性に優れた成形体の製造方法を提供する。
【解決手段】平均繊維長5〜100mmの強化繊維と熱可塑性樹脂を含み、強化繊維の目付が25〜3000g/m2であるランダムマット基材を、以下の工程1および工程2を含んで、工程3により成形する成形体の製造方法であって、下記(1)で定義される臨界単糸数以上で構成される強化繊維束(A)の強化繊維全量に対する割合が20Vol%以上99Vol%以下であり、工程2における搬送に要する時間を15秒以下とする成形体の製造方法。工程1.基材を、熱可塑性樹脂樹の軟化温度以上に加熱する工程、工程2.加熱した基材を金型内に搬送する工程、工程3.金型温度を熱可塑性樹脂の軟化温度未満に調節し、基材を成形する工程。臨界単糸数=600/D(1)(ここでDは強化繊維の平均繊維径(μm)である)
(もっと読む)
1 - 10 / 255
[ Back to top ]