
国際特許分類[B29K105/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753) | 長さの短いもの,例.短フィラメント,ステープルファイバー,剛毛 (276) | 配向されたもの (21)
国際特許分類[B29K105/14]に分類される特許
1 - 10 / 21
樹脂複合成形体及びその製造方法
【課題】強度及び表面平滑性に優れた樹脂複合成形体及びその製造方法を提供する。
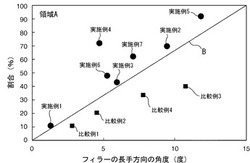
【解決手段】熱可塑性樹脂と、前記熱可塑性樹脂中に分散されており、グラフェン構造を有する炭素材料からなるフィラーとを含み、全フィラーの長手方向の平均方向とフィラーの長手方向とのなす角度とその角度を満たすフィラーの割合との関係が図1に示す領域A(前記割合をy、前記角度をxとしたときに、y≧6.67x)内に位置している、樹脂複合成形体。
(もっと読む)
繊維強化熱可塑性樹脂組成物及び繊維強化熱可塑性樹脂組成物の製造方法

【課題】分散性、成形性、剛性、強度の補強性に優れる繊維強化熱可塑性樹脂組成物及びその製造方法を提供する。
【解決手段】本発明にかかる繊維強化熱可塑性樹脂組成物は、(a)ポリオレフィン5を100重量部と、(b)ガラス転移温度が0℃以下のゴム状ポリマー7を10〜600重量部と、(c)平均粒子径1μm以下で水分含有量1000ppm以下の球状のシリカ3を10〜500重量部と、(d)主鎖中にアミド基を有する熱可塑性ポリマー1の極細繊維を1〜400重量部と、(e)シランカップリング剤を0.1〜20重量部と、からなる組成物であり、成分(a)、成分(b)及び成分(c)からなるマトリックス中に成分(d)が平均径1μm以下の極細な繊維として分散しており、成分(a)、成分(b)、成分(c)及び成分(d)の各成分が、成分(e)を介して化学結合をしている。
(もっと読む)
繊維強化樹脂ペレット
【課題】製造された繊維強化樹脂ペレットを射出成形にて成形する際、成形機内のスクリュー通過時に繊維が切断され、繊維長が短くなるため、繊維の補強効果を十分に奏することができない。本発明では、強度性能の高い繊維強化樹脂ペレットを提供することを目的とする。
【解決手段】植物繊維と樹脂とを含む繊維強化樹脂ペレットにおいて、植物繊維の繊維長が、式(1)で表される臨界繊維長(Lcr)以上の長さであることを特徴とする繊維強化樹脂ペレット。Lcr=σf×Φf/(2×τ)・・・式(1)
(ただし、σfは植物繊維の引張強度、Φfは、植物繊維の直径、τは植物繊維と樹脂との間の界面接着強度を表す)である。
(もっと読む)
長繊維強化熱可塑性樹脂ペレットの製造方法
【課題】 長繊維強化熱可塑性樹脂ペレットの製造方法において、ペレット溶解時に強化繊維が容易に解けて成形品中に強化繊維を均等に分散させることができるペレットを生産性良く製造する。
【解決手段】
本発明の長繊維強化熱可塑性樹脂ペレット1の製造方法は、溶融された熱可塑性樹脂5浴中に含浸させられた複数の強化繊維束3に対して、強化繊維束3同士を撚り合わせながら熱可塑性樹脂5浴中から引き抜くことで強化繊維の周りに熱可塑性樹脂5が被覆されたストランド8を形成し、ストランド8を所定長さに切断してペレット1を得るものであり、熱可塑性樹脂の溶融粘度をメルトフローレート=500〜1500g/10minに調整し、ストランド8の引き抜き方向に対する強化繊維束3の撚り角θを0°<θ≦50°として、ストランド8を引き抜くことを特徴とするものである。
(もっと読む)
繊維複合材料
【課題】補強材としてピリドビスイミダゾール繊維を含有する繊維複合材料であって、耐衝撃性に優れた繊維複合材料を提供する。
【解決手段】本発明の繊維複合材料は、ピリドビスイミダゾール繊維と樹脂硬化物とを含有する繊維複合材料であって、前記ピリドビスイミダゾール繊維の繊維表面の二乗平均粗さが30nm以下であり、JIS K7085(1993)に準拠して測定した全吸収エネルギーにおいて、繊維質量当たりの全吸収エネルギーが7J/(kg/m2)以上であることを特徴とする。
(もっと読む)
長繊維強化樹脂ペレットの製造方法
【課題】本発明は、高いガラス含有率を確保しながら、生産速度の向上を図ることができる長繊維強化ペレットの製造方法を提供することを目的とする。
【解決手段】本発明は、溶融状態の熱可塑性樹脂8が供給される樹脂含浸槽4内で、連続した複数のガラス繊維10を束ねてなるガラス繊維束30を複数のロッド3に掛け渡してジグザグに搬送することにより、ガラス繊維束30の断面形状を扁平に変形させてほぐしながら、ガラス繊維束30に溶融状態の熱可塑性樹脂8を含浸させ、その後、樹脂含浸槽4の引き出し孔5を通じてガラス繊維束30を引き出した後、ペレット状に切断する長繊維強化樹脂ペレット50の製造方法であって、引き出し孔5の断面形状は、その長手方向がロッド3の軸線方向に沿った扁平形状をなす。
(もっと読む)
成形基材およびそれを用いた積層板
【課題】積層板の剛性を高めることができる上、ヒンジの耐久性を向上させることのできる成形基材およびそれを用いた積層板を得る。
【解決手段】ガラス繊維2を配合した熱可塑性樹脂を用いてシート状に形成された成形基材1であって、前記成形基材1は、押し出し成形により形成されており、当該成形基材1の内部には、前記ガラス繊維2が一方向に配向性を有するように分散されている。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造用含浸ダイ
長繊維強化熱可塑性樹脂成形材料の製造方法を提供する。この方法は、プロセスチャンバー14に溶融熱可塑性樹脂を満たすステップと、このプロセスチャンバーの中に少なくとも一本の連続繊維ストランドを送るステップと、溶融熱可塑性樹脂56を含浸させた連続繊維ストランド50を引抜成形するステップと、熱可塑性樹脂を含浸させた少なくとも一本の連続繊維ストランドをペレット60に切断するステップとを含む。また、この方法は、適切な含浸を確保するために、特定な式に従ったペレットの加工を含む。 (もっと読む)
ハイブリッド複合パネルシステム及び方法
ハイブリッド複合パネルシステム(120)及び方法が開示されている。一実施形態では、アセンブリは第1部分(126)、第1部分(132)に係合している母材(136)、及び第1部分の反対側で母材に係合している第2部分を備えている。第1部分は第1補強材料で補強された複数の第1複合層を含み、第2部分は、第2補強材料で補強された複数の第2複合層を含む。第1及び第2部分は、第1及び第2複合層に対して常時荷重を少なくとも部分的に横方向に担持し、第1部分が印加された常時荷重の大部分を担持するように非対称的に構成されている。 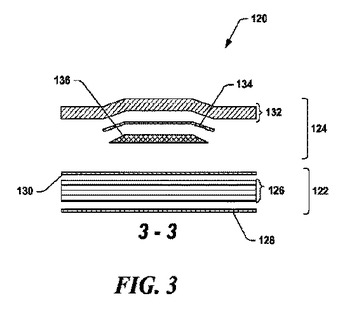 (もっと読む)
(もっと読む)
自動車用樹脂外装品の製造方法
【課題】繊維強化樹脂を材料として用いる場合において、所望の方向への寸法安定性が高い自動車用樹脂外装品を複雑な工程を経ることなく製造する方法を提供する。
【解決手段】成形型30は、ラゲージガーニッシュの外形に対応するキャビティ本体部41と、キャビティ本体部41の長手方向の長さよりも短い幅でキャビティ本体部41の長手方向と直交する方向に延びるキャビティ溝部42と、キャビティ溝部42を介してキャビティ本体部41に連通するゲート43とを有し、第1の成形型31と第2の成形型36とに分割可能に構成される。キャビティ溝部42がキャビティ本体部41よりも下側に位置するように成形型30を配置した後に、溶融した繊維強化樹脂をゲート43からキャビティ溝部42に流入させる。繊維強化樹脂は、重量平均繊維長が0.1〜100mmの繊維を25〜50重量%含有し、30〜80℃における最大線膨張係数が5×10−5以下である。
(もっと読む)
1 - 10 / 21
[ Back to top ]