
国際特許分類[B29L31/52]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | スポーツ用具;ゲーム;玩具 (35)
国際特許分類[B29L31/52]に分類される特許
1 - 10 / 35
表面機能層を有する樹脂成形体の成形方法及びその成形体
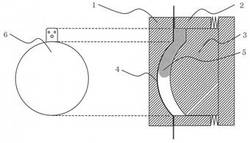
【課題】表面機能層を有する樹脂成形体の射出成形による製造を可能とする成形方法を提供する。
【解決手段】厚みが0.1mm〜2mm、融点が220℃以上であり、かつJISC2318における200℃での収縮率が5%〜40%である表面に機能層を有するフィルム4を、一方の金型1と他方の金型3との間に配置し、該金型を型締めして成形キャビティを形成した後、該キャビティ内に熱可塑性樹脂を射出する工程(工程−1)および成形体よりフィルムを剥がす工程(工程−2)を含む、射出成形による表面に機能層を付与された樹脂成形体の成形方法。
(もっと読む)
熱形成により任意の形状のコアを塗装するための方法、その実施のための自動機械及びそのような方法により得られた、仕上げられた製品
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
繊維強化樹脂複合材料の製造方法

【課題】本発明の目的は、耐層間せん断力を向上させることができる繊維強化樹脂複合材料の製造方法を提供することである。
【解決手段】本発明の繊維強化樹脂複合材料は、強化繊維に未硬化樹脂を含浸させたプリプレグを面積層する積層工程と、溝部が形成されたニードルを回転させながら、前記積層したプリプレグに対して積層方向にねじ込むねじ込み工程と、加圧加熱して、前記未硬化樹脂を硬化させる硬化工程と、を備え、前記ねじ込み工程では、前記積層したプリプレグの各積層間を少なくとも前記溝部が挿通するまで、前記ニードルをねじ込む。
(もっと読む)
繊維強化複合材料成形品の製造方法
【課題】クラックがなく、そのために良好な外観、高剛性を備えたFRPを圧縮成形により短時間で製造する。
【解決手段】実質的に連続した強化繊維に熱硬化性樹脂組成物を含浸したプリプレグを有する繊維強化複合材料と、該繊維強化複合材料の内部に配置されたコア材とを具備する成形材料を成形型で圧縮成形する成形工程を有する繊維強化複合材料成形品の製造方法であって、前記コア材は、軽量化充填剤を配合した熱硬化性樹脂組成物を成形した軽量コアである。軽量化充填剤としては、ガラス微小中空球、発泡プラスチックビーズなどが好適である。
(もっと読む)
プレス成形用プリプレグ、及びそれを用いた成形品の製造方法
【課題】常温時における取り扱い性に優れ、かつTg及び硬化速度をほとんど低下させる
ことなく高温高圧成形時における樹脂の過剰な流動を抑え、得られる成形品の外観不良、
性能不良、及び金型の不良等を抑制することができるプレス成形用プリプレグと該プレス成形用プリプレグを用いた成形品の製造方法。
【解決手段】エポキシ樹脂(X)と、質量平均分子量が10,000〜60,000のポ
リエーテルスルホン樹脂(Y)と、エポキシ硬化剤(Z)とを含み、100〜150℃に
おける最低粘度が2〜20Pa・s、30℃における粘度が10,000〜100,00
0Pa・sのエポキシ樹脂組成物が繊維補強材に含浸されたプレス成形用プリプレグ。
また、該プレス成形用プリプレグを用いた成形品の製造方法。
(もっと読む)
プラスチックモデルキット
【課題】容易にランナーを小さく分断して廃棄することができるプラスチックモデルキットを提供する。
【解決手段】ランナー10と、ランナー10に支持された部品20とを有している。ランナー10には、少なくとも1つの狭窄部14が形成されており、この狭窄部14において切断することによりランナー10を小さく分断して廃棄することができるようになっている。狭窄部14は、ランナー10の外枠11に形成することが好ましく、例えば、外枠11の角部11Aや、外枠11と枝枠12との交差部11Bなどに形成すればより好ましい。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有する基材を用いて、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を安定して発現する高品位・高品質の繊維強化プラスチックの製造方法を提供すること。
【解決手段】板厚の異なる段差部を有する繊維強化プラスチックを、
(1)プリプレグ基材の積層数が多い厚肉部と、プリプレグ基材の積層数が少ない薄肉部と、厚肉部と薄肉部との境界である段差部とが形成されるように積層し、板厚の異なる平板状の積層体を得、
(2)成形型に設けられている段差部に、積層体の段差部が位置するように位置決めして配置し、積層体を伸長させて充填させ、
(3)前記成形型から前記繊維強化プラスチックを取り出して、成形する。
(もっと読む)
繊維強化樹脂製管状体の製造方法
【課題】プリプレグの角部の欠けを防止することで、十分な性能を有した繊維強化樹脂製管状体を得ることのできる繊維強化樹脂製管状体の製造方法を目的とする。
【解決手段】強化繊維とマトリックス樹脂を含む繊維強化樹脂からなる四辺形のプリプレグ11をローリング板(下ローリング板112)上でマンドレル10に巻回して管状体を製造する際に、マンドレル10の外周面に、マンドレル10の軸方向に対して斜めに強化繊維が引き揃えられたプリプレグ11の1辺(巻き始め端部12)を仮止めする仮止め工程と、プリプレグ11の仮止めされていない2つの角部のうち、前記強化繊維の引き揃え方向と交差する仮止めされていない2辺で挟まれた角部Cが、ローリング板上における予め滑剤120が塗布された部分に対応するように、前記プリプレグ11をローリング板上に配置し、マンドレル10にプリプレグ11を巻回する巻回工程とを有する。
(もっと読む)
管状プリプレグ賦形品の製造方法および繊維強化樹脂製管状体の製造方法
【課題】プリプレグの巻き忘れを防止できる管状プリプレグ賦形品の製造方法、所望の強度および剛性を有する管状体を容易に製造できる繊維強化樹脂製管状体の製造方法を提供する。
【解決手段】本発明の管状プリプレグ賦形品の製造方法は、2枚以上のプリプレグ11,12,13を巻回し、積層して、管状プリプレグ賦形品10を製造する際に、各プリプレグの、巻き方向に沿う一方または両方の縁部11a,12a,13aが露出するように積層する方法である。本発明の繊維強化樹脂製管状体の製造方法は、上述した管状プリプレグ賦形品の製造方法により製造した管状プリプレグ賦形品10を加熱硬化する方法である。
(もっと読む)
新体操用こん棒及びその製造方法
【課題】床の損傷防止、人体へのダメージの低減及び製造能率の向上を図ることにある。
【解決手段】首部2と、胴体部1と、頭部3とを備え、首部2は、熱可塑性樹脂(第1の材料)によって形成され、胴体部1は、常温においてゴム弾性を有し、加熱によって溶融し射出成形が可能な熱可塑性エラストマー(第2の材料)によって、首部2の一端部2bに射出成形により一体的に形成され、頭部2は、頭部2及び胴体部1に同時に外接する仮想平面Aと接触することなく首部2側に位置する頭基端部31と、仮想平面Aとの接点3bを含み首部2とは反対側に位置する頭先端部32とを備えてなり、頭先端部32を熱可塑性エラストマーによって頭基端部31に一体的に射出成形した構成になっている。
(もっと読む)
1 - 10 / 35
[ Back to top ]