
国際特許分類[B60R13/02]の内容
処理操作;運輸 (1,245,546) | 車両一般 (234,424) | 他に分類されない車両,車両付属具,または車両部品 (56,583) | 車体の仕上,標識,装飾のための部材;広告目的のための配置または適用 (3,527) | 縁を飾る金具;レッジ;ウオールライナー;ルーフライナー (1,613)
国際特許分類[B60R13/02]に分類される特許
1,201 - 1,210 / 1,613
車両の装飾用トリム
車両のトリム部材の成形方法が開示される。この方法は、装飾要素を型の中にセットする段階と、基板を成形し、その基板を装飾要素に接合する段階と、車両のトリム部材を脱型する段階とを含む。基板を成形する段階は、第1液体樹脂材料(例えばイソシアネート)および第2液体樹脂材料(ポリオール)を混合ヘッドに導入して混合樹脂材料を形成する段階と、その混合樹脂材料を型の中にかつ装飾要素に向けて導入する段階とを含む。装飾要素は、アルミニウム、合金、熱可塑性樹脂、熱硬化性樹脂、エラストマー、金属、木材、皮革、または繊維から構成することができる。  (もっと読む)
(もっと読む)
車両用内装材の製造方法
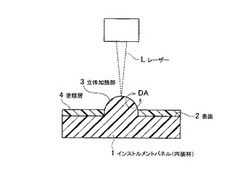
【課題】 立体加飾部を目立たせて外観品質を確実に向上させることができる車両用内装材の製造方法を提供する。
【解決手段】 立体加飾部3の塗膜層4だけをレーザーLにより除去するため、立体加飾部3はインストルメントパネル1の表面2の色が露出し、塗膜層4で覆われている他の一般面とは色調が異なることになる。従って、ステッチ模様の立体加飾部3が目立ち、インストルメントパネル1の外観品質が向上する。また、塗膜層4が除去された立体加飾部3の表面に、更にレーザーLにより縒目状溝5を形成したため、光沢及び触感も、他の一般面とは異なり、外観品質がより向上する。
(もっと読む)
カーテンエアバッグ装置を備えた車両の後部構造

【課題】所定条件の成立時に、カーテン部材に充分な張力を付与した状態でカーテン部材を展開させる際の展開性を向上させることができるようにする。
【解決手段】後部ピラー11の上部から所定の下側部位にかけて延設された格納状態から所定条件の成立時に供給されるガス圧に応じて膨張状態となることによりサイドウインドガラス13の内面を覆うように展開するカーテンエアバッグ装置のカーテン部材3とを備えた車両において、上記後部ピラートリム板17には、その面直方向が車両の略前方側を指向する前方指向面部37が設けられるとともに、この前方指向面部37には、カーテン部材3の車室内への展開を許容する展開許容部25が形成され、かつ上記カーテン部材3は、後部ピラートリム板17の展開許容部から略前方側を指向しつつ膨張することにより、所定の張力が付与された展開状態となるように構成された。
(もっと読む)
エアバッグ装置
【課題】ピラーガーニッシュとピラーとの間にエアバッグの膨張展開態様を案内する案内部材を設けた場合にあって、エアバッグの下端部を案内部材に沿って速やかに膨張展開させることができるようにする。
【解決手段】後突用エアバッグ装置は、各リアピラー32とそれらの車室側の面を覆うピラーガーニッシュ33との間にそれぞれ設けられてそれらの長手方向に沿って延びる一対のシャフト31を備える。そして、エアバッグ22の下方両端部にはストラップ28を介してリング29が取り付けられており、このリング29は各シャフト31に遊嵌されている。また、ピラーガーニッシュ33はその長手方向に沿って延びる一対の分割体35,36によって構成される。これら2つの分割体35,36はエアバッグ22の膨張展開に伴うリング29およびストラップ28の下方の移動に伴って分離され、それらの間にストラップ28の通過可能な隙間が形成される。
(もっと読む)
カーテンエアバッグ装置
【課題】 従来技術では、複数点在するブラケットの取付孔を車体取付孔に位置合わせして順次ネジ止めをした後、別部品をさらに車体に取り付けるという作業を行う。つまり、狭い車室内で長尺なエアバッグを取付点が肩から上の作業姿勢を長時間続けながら組み付けするため、作業効率が悪く、作業者の身体への負担も大きい。
【解決手段】 折り畳んだエアバッグ2を固着した内装材の一端をヒンジ部材5で回動自在に車体に固着すると共に、他端に固着手段を形成して、前記固着手段により車体に固着したカーテンエアバッグ装置。
(もっと読む)
カーテンエアバッグ装置を備えた車両の後部構造
【課題】ル−フ側方トリムを有する場合でも、カーテンエアバッグの良好な展開性を確保する。
【解決手段】前部ピラートリムPT3と後部ピラートリムPT4の間において、サイドウインドガラスG3の上縁部に沿って、硬質のル−フ側方トリムRSTが配設される。収納状態のカーテンエアバッグKBが、サイドウインドガラスG3の上縁部および後縁部に沿って配設される。カーテンエアバッグKBは、ル−フ側方トリムRSTの車幅方向内縁部側のル−フトリムRTを下方へ変形させつつ、車室内に展開される。
(もっと読む)
多色成形品及びその成形方法
【課題】グリル部とトリム本体とに色彩の異なる樹脂を使用した多色成形品及びその成形方法であって、成形金型設備を簡素化するとともに、工程を短縮化する。
【解決手段】成形上下型50,60内に可動式のパンチング入子機構を採用し、トリム本体31の成形時には、一般部キャビティC1とグリル部キャビティC2とをパンチング入子と金型とのシール作用によりシールしてトリム本体31のみを良好に成形するとともに、トリム本体31の成形後は、パンチング入子を動作させて新たにグリル部キャビティC2を形成し、色彩の異なる溶融樹脂M2をこのグリル部キャビティC2内に射出充填して、トリム本体31の成形と連続的にグリル32を成形することにより、金型設備の簡素化と工程数の短縮化を図る。
(もっと読む)
自動車用内装部品
【課題】樹脂芯材全体を発泡層を有して構成して、全体構成の軽量化を図るとともに、インパクトエリア部のスキン層部を自動車の側突時等に衝撃が加わった際にシャープエッジ等の発生を抑えることができる構造とすべくなした。
【解決手段】所望の形状に成形され、保形性を備えた樹脂芯材1を有して構成する場合、樹脂芯材1が、発泡層部11と発泡層部11の外層部を覆う非発泡層からなるスキン層部12とで構成しており、側突時等に際して乗員が衝接するインパクトエリア部5におけるスキン層部12aの肉厚を、前記スキン層部11の一般部におけるスキン層部12bの肉厚よりも厚く形成して構成した。
(もっと読む)
自動車用部品の結合装置
【課題】一方の部品と他方の部品における端部同士の結合形状が熱変形により変化させないようにして見栄えを向上させ、車体パネルの設置位置により構成が制限されない。
【解決手段】キッキングプレート10の端部11、11aの裏面における両外方縁部にそれぞれ係合突起12、13を突出形成するとともに、ピラーガーニッシュ20の端部21、21aの両外方縁部にそれぞれ切欠部22、23を形成して、切欠部22、23と係合突起12、13とを当接させた状態で端部同士を重合させて結合し、係合突起12、13及び切欠部22、23の互いに当接する当接面12a、13a、22a、23aとをそれぞれピラーガーニッシュ20におけるキッキングプレート10に対する傾斜角θに対応する傾斜面に形成して、キッキングプレート10の端部がピラーガーニッシュの傾斜角に沿ってスライド移動可能に構成した。
(もっと読む)
一体化された強化ベルトラインを持つコアモジュールを備えたドアアセンブリ
【課題】自動車のドアは、フレーム・外殻に組み立てられる多くの部品を含む。車両またオプションに依っては100以上の部品を含むこともある。
したがって、ドアの製造工程は作業及び時間を要し、この組み立ては全ての部品が正しくかつ順序立って準備されねばならない。
そこで組み立てに必要な構成品の数を最小限に抑えたドアアセンブリが求められる。
【解決手段】
本発明はコアモジュール及びドアシステムを提供する。ドアシステムは外部パネル及びコアモジュールを含む。コアモジュールは第一及び第二の側面、ボディーの第一の側面に設けられた強化部分、ボディーの第二の側面に設けられたガラスの移動する溝を含む。ガラスの移動する溝は中空の形状であるのが良く、ボディーはその上に設けられる一以上の部品を含む。ドアシステムは更にコアモジュールを覆う様に合わせた装飾パネルを含む。
(もっと読む)
1,201 - 1,210 / 1,613
[ Back to top ]