
国際特許分類[B65C3/16]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | ラベル取付けまたはタッグ取付け機械,装置,または方法 (1,665) | 平滑面以外へのラベル取付け (195) | 短かく硬い容器へのラベル取付け (155) | 容器の胴部への取付け (136) | ラベル取付けの際に中心線が垂直に位置する容器への取付け (91) | 円筒状容器,例.ビン,へのラベル巻付けによるもの (54)
国際特許分類[B65C3/16]に分類される特許
31 - 40 / 54
簡易液体商品充填装置
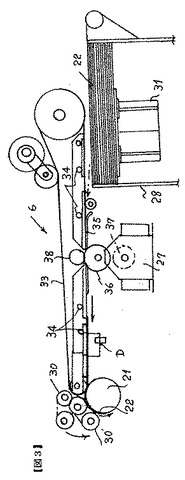
【課題】省力的且つ省スペース的で、取り扱い易く、安価な半自動型の充填装置の提供。
【解決手段】第1に、2本の不均一且つ断続的で、移動可能な並列コンベヤ手段を挟んで一方の側に、充填機、キャップ打栓機等を移動可能に並設し、其の対向側には、一台の受け台に一体的に搭載されたラベル貼付装置6及びキャップ供給手段を、斜め方向から取り外し自在且つ移動自在に夫々接続し、第2に、前記充填機を液体商品逆流防止型に、前記打栓機を、その打栓処理失敗時には全装置停止型に構成し、第3に、ラベル貼付装置6を、ラベル吸着搬送コンベヤーが、3本のベルトから形成されると共に、糊付けローラー36が、数条の鍔を備えたラベル背押しローラー38と、ラベル搬送コンベヤーベルト及び此れに吸着したラベル22を介して接触し、ラベル裏面には適量の糊を付着するが、吸着ベルト表面には全く付着せず、円滑且つ確実にボトル胴部に貼着する。
(もっと読む)
ラベラ

【課題】容器18に貼り付けたラベル12を剥がし易くする。
【解決手段】回転手段によって回転される移送ドラム10の外周面に、ラベル2Aを吸着保持する保持部12が複数設けられており、この保持部12に保持されて回転移送されるラベル2Aに糊塗布手段14から糊を塗布し、容器18に対しこのラベル2Aを貼り付ける。糊塗布手段14のホットメルトコーティングヘッド60に、縦方向に6個の吐出口60a1、60a2、60a3、60a4、60a5、60a6が設けられており、2個ずつを組として糊の供給を制御する。ラベル2Aの後端部2Ab側に糊を塗布する際に、上方の2個の吐出口60a1、60a2では、他の吐出口よりもややタイミングを早めて糊の吐出を開始し、早く終了する。糊を塗布した部分72aとラベル2Aの後端縁2Acとの間に糊を塗布していない部分2Adが形成される。
(もっと読む)
ラベル貼着装置
【課題】ラベルを容器に貼着したときに吸着ドラムによる吸引孔の痕が生じないようにする。
【解決手段】貼着装置は、片面に感熱接着剤11が塗布されたラベルLを多数の吸引孔302を有する吸着ドラム3の表面に吸着し、かつ、吸着ドラムで加熱して感熱接着剤を活性化させた状態で、一定の速度v1で所定の貼着位置に移送する。また、容器Bをラベルが貼着位置に到達するタイミングで貼着位置に移送し、容器の側面を回転させながらラベルに圧接させることで、ラベルを容器の側面に貼着する。貼着装置は、貼着動作のときに容器の周速度を吸着ドラムの周速度よりも大きい周速度v2で回転させることにより、ラベルの先端が容器に接着された後、容器の回転によってラベルを引っ張り、ラベルを相対速度で吸着ドラムの吸着面上をスライドさせる。これにより、吸引孔の位置がずれ、ラベルが容器に貼着されたときには吸引孔の吸引に起因する凸部12が生じない。
(もっと読む)
ラベル貼着装置
【課題】ラベルの後端部を容器に適切に貼着する。
【解決手段】ラベル貼着装置1は、片面に感熱接着剤11が塗布されたラベルLを多数の吸引孔302を有する吸着ドラム3の表面に吸着し、かつ吸着ドラム3で加熱して感熱接着剤11を活性化させた状態で、一定の速度v1で所定の貼着位置Pに移送する。また、ラベルLを貼着すべき容器BをラベルLが貼着位置Pに到達するタイミングで貼着位置Pに移送し、容器Bの側面を回転させながらラベルLに圧接させることで、ラベルLを容器Bの側面に貼着する。ラベル貼着装置1は、ラベルLの貼着動作の終了前の所定のタイミングで容器Bの側面の移動速度をラベルの移動速度よりも速い所定の回転速度に切り換える。これにより、ラベルLの後端部を容器Bの回転によって引っ張り、その結果、ラベルLの後端部Laが活性化した状態で容器Bの側面に接着されるので、しわの発生が抑制される。
(もっと読む)
合成樹脂製ボトルとラベル装着方法
【課題】 耐熱ボトルの底部の補強リブに構造的な変更を加えることなく、底部に位置合せ機能部を形成することにより、底部に位置合せ機能部を形成することの利点を維持しながら、位置合せを達成するに充分な係合力を、確実に得ることができるようにすることを目的とする。
【解決手段】 胴部4に吸収パネル壁5と柱壁6を設けたボトル1の耐熱性を有する底部9の中央に、有頂正多角筒片状の中央陥没壁部13を陥没設し、この中央陥没壁部13と柱壁6を位置合せさせておくことにより、中央陥没壁部13に対する空転不能な嵌入係合により、周方向に沿った柱壁6の位置出しを行い、この柱壁6に貼着ラベル16の始端部17を貼着固定して、ボトル1に対する貼着ラベル16の巻回装着を達成する。
(もっと読む)
平坦な箔材片からスリーブ状の箔被覆を形成するデバイス
本発明は、平坦な箔材片(12)からスリーブ状の箔被覆を形成するデバイスであって、少なくとも、平坦な箔材片を供給する供給手段(10)と、第1の自由縁部(120a)および第2の自由縁部(120b)を有する特有の長さの箔被覆片を得るように、箔材片を全幅にわたって切断する切断手段(20)と、その周囲に箔被覆片が巻き付けられる少なくとも1つの被覆ユニットと、前記被覆ユニット付近に配置されるとともに熱を使用して前記第1および前記第2の自由縁部をともに接合してスリーブ状の箔被覆を得る接合手段と、そのようにして形成されたスリーブ状の箔被覆を被覆ユニットから放出する放出手段と、を備えるデバイスに関する。  (もっと読む)
(もっと読む)
容器にラベルを適用する装置
【課題】容器にラベルを適用する改良された装置を提供すること。
【解決手段】容器(10)にラベル(18)を適用する装置(1)であって、ラベルの帯(8)からラベル(18)を切断する切断ユニット(2)を含み、該切断ユニットに対して下流に配置され、該切断ユニット(2)によって切断されるラベルを該容器(10)に適用する適用ユニット(4)を含み、該適用ユニットが放射デバイス(20)を含み、該放射デバイスによって放出された放射が該容器(10)に該ラベルを適用するように、該放射デバイス(20)が構成されることを特徴とする、装置(1)。
(もっと読む)
ラベル貼付システム
【課題】 物品の外周面の表示部に表示された初期情報に対応する情報を有したラベルを該当する物品に確実に貼付すると共に、円筒状の物品の高さが異なっても物品の内周面の所要位置にラベルを貼付できるようにする。
【解決手段】 外周面Waに初期情報が表示された表示部Gを有した円筒状の物品Wを搬送するコンベアCと、物品Wの内周面WbにラベルLを貼付するラベル貼付機1と、ラベルLに印字する印字手段10と、ラベルLの貼付に先立って物品Wの表示部Gから初期情報を読み取る初期情報読み取り手段20と、初期情報読み取り手段20が読み取った初期情報に基いて初期情報に対応する二次情報をラベルに印字させる印字制御手段52と、ラベル貼付に先立って物品Wの高さを計測する高さ計測手段40と、高さ計測手段40が計測した高さに対応した物品の内周面の所要位置にラベルを貼付するようにラベル貼付機1を制御するラベル貼付制御手段53とを備えた。
(もっと読む)
試験管のラベリング及び準備装置
本発明は、試験管のラベリング及び準備装置に関する。一つ以上の貯蔵部には、試験管セットが搭載された一つ以上のパレットが所定位置に配置される。一つ以上の移送部は、貯蔵部の上部に配置され、試験管のうち一つをクランピングし又はクランピング解除する。ラベリング部は、移送部の下部に配置され、移送部から移送された試験管を受容し、試験管に収容されたサンプルの関連情報が記録されたラベルを試験管の外周に貼付する。排出部は、ラベリング部の下部に配置され、試験管を外部へ排出する。制御部は、移送部、ラベリング部及び排出部の駆動部を制御する。
 (もっと読む)
(もっと読む)
樹脂フィルムラミネート缶の加飾ラベル装着方法
【課題】樹脂フィルムラミネート缶への加飾ラベルの効率的な被覆方法を提供する。
【解決の手段】被処理金属板の表裏に熱可塑性樹脂をラミネートし、該ラミネート処理金属板の表裏に高温揮発性の潤滑剤を塗布した後に、打ち抜き、少なくとも絞り加工を行って樹脂フィルムラミネート缶とし、
該樹脂フィルムラミネート缶へ熱収縮性の加飾ラベルを被せた後、加熱処理することによって、該高温揮発性の潤滑剤を揮発除去しつつ、該熱収縮性の加飾ラベルを缶へ熱収縮被覆させることを特徴とする。
【効果】ラミネート処理金属板の表裏に塗布された高温揮発性の潤滑剤を、熱収縮性の加飾ラベルを加熱により被覆するのと同時期に同じ加熱処理により除去することで、高温揮発性の潤滑剤の除去と熱収縮性の加飾ラベルの被覆を同時に行えるため、消費エネルギーや工程数が削減できるため効率的である。
(もっと読む)
31 - 40 / 54
[ Back to top ]