
国際特許分類[C21D9/40]の内容
化学;冶金 (1,075,549) | 鉄冶金 (18,991) | 鉄系金属の物理的構造の改良;鉄系もしくは非鉄系金属または合金の熱処理用の一般的装置;脱炭,焼もどし,または他の処理による金属の可鍛化 (13,238) | 特定の品物に用いられる熱処理,それに用いる炉,例.焼なまし,硬化,焼入れ,焼もどし (5,563) | リング用;軸受レース用 (653)
国際特許分類[C21D9/40]に分類される特許
1 - 10 / 653
誘導加熱設備の設計方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
軸受部品、転がり軸受およびこれらの製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
風力発電設備用転がり軸受
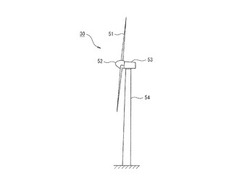
【課題】組織変化型剥離が生じ易い条件で使用する風力発電設備用転がり軸受の転動疲労寿命を、より一層長くする。
【解決手段】転がり軸受の材料の合金成分(C,Si,Mn,Cr,Mo)の量を最適化するとともに、組織変化が起こりやすい位置のC+N量、硬さ、残留オーステナイト量、圧縮残留応力を制御して水素による組織変化を遅延させ、さらに、黒染め処理(酸化被膜)を施すことで水素が鋼に侵入することを抑制し、有効すきまを所定の範囲で小さく管理することで滑りを抑制し、ころの数を所定の範囲で増す(高負荷容量化)とともに、ころの転動面に所定のクラウニングを施すことで接触面圧を抑制することで、組織変化型はくりの発生の機序の各々のプロセスを抑制する。
(もっと読む)
リング状部材の熱処理方法およびリング状部材の製造方法

【課題】焼入装置の製作コストを抑制することが可能なリング状部材の熱処理方法およびリング状部材の製造方法を提供する。
【解決手段】リング状部材の熱処理方法は、鋼からなるリング状の成形体10の転走面11に面するように配置され、成形体10を誘導加熱するコイル21を、成形体10の周方向に沿って相対的に回転させることにより、成形体10に、上記鋼がオーステナイト化した環状の加熱領域を形成する工程と、加熱領域全体をMS点以下の温度に同時に冷却する工程とを備えている。そして、加熱領域を形成する工程では、転走面11の各領域がA1点温度を超える状態と、A1点温度未満であって過冷オーステナイト状態が維持される温度の状態とを複数回繰り返すように加熱される。
(もっと読む)
CVT用リング部材の製造方法およびCVT用リング部材ならびにCVTベルト
【課題】マルエージング鋼を用いず、高価なショットピーニングを施さなくても疲労強度の向上を図ることが可能なCVT用リング部材を提供する。
【解決手段】薄い構造用鋼板からリング状に形成された素材としてのリング部材を脱炭処理、周長調整、窒化処理する。素材としてのリング部材の化学成分は、質量%で、C:0.3〜0.5%、Si:0.5%以下、Mn:0.8%以下、Ni:4.0%以下、Cr:1.0〜4.0%、Mo:0.5〜1.5%、V:0.1〜1.0%を含有し、残部がFe及び不可避的不純物よりなるとよい。脱炭処理は、窒化処理後のリング部材におけるリング幅方向略中央のリング表面から内方に向かう深さであって、素材としてのリング部材のC含有量−0.02%のCを含有する深さを脱炭深さdcとし、窒化処理された後のリング部材の厚みをdrとした場合、dc/drが0.03〜0.23の範囲内で行うとよい。
(もっと読む)
表面焼入れ層を有する鋼材部品及び鋼材部品に表面焼入れを行う方法
【課題】鋼材部品に移動焼入れ法を用いて表面焼入れを行う際に、表面焼入れが重ねて行われることで生じる部分的焼戻しあるいは焼割れを抑制することである。
【解決手段】鋼材部品10は、材質がS45Cの炭素鋼で構成され、内周面が金型の抜き面となる円環状の穴を有する。この内周面の耐摩耗性、耐久性等を確保するため、内周面の全周に渡って表面焼入れ層が設けられる。表面焼入れ層は、主焼入れ部12と、副焼入れ部20とを含んで構成される。主焼入れ部12は、鋼材部品10の内周面において、θ方向に沿ってほぼ360度の範囲で表面焼入れが行われる部分である。ソフトゾーン14は、主焼入れ部12が形成されない領域である。ソフトゾーン14に、主焼入れ部12の焼入れ深さよりも浅い焼入れ深さを有する副焼入れ部20が形成される。
(もっと読む)
車輪用軸受装置
【課題】内方部材の熱処理時に、内側転走面の肩部の過熱を抑制し、結晶の粗粒化を防止しつつ、内側転走面から転動体がはみ出して転動する際にも極端なエッジロードとなることも防止して軸受の長寿命化を図った車輪用軸受装置を提供する。
【解決手段】ハブ輪4の内側転走面4aの大径端に円筒状の肩部10が形成され、転動体3が転動する当該内側転走面4aの終端から肩部10にかけてテーパ面からなる環状の切欠き部11が形成されると共に、内側転走面4aの終端と切欠き部11のエッジ部11aの角部が所定の曲率半径R1、R2からなる円弧状に形成され、終端側の曲率半径R1が切欠き部11のエッジ部11aの曲率半径R2よりも大きく(R1>R2)設定され、内側転走面が旋削加工された後、高周波焼入れによって所定の硬化層が形成され、その後、研削加工、超仕上げ加工により所定の形状と面粗度に仕上げられる。
(もっと読む)
ワークの拘束焼入れ方法および拘束焼入れ装置
【課題】拘束して矯正しつつ焼き入れ温度まで冷却したワークの寸法安定性を一層向上させ得るワークの拘束焼入れ方法および装置を提供する。
【解決手段】この拘束焼入れ装置は、鋼製且つ環状のワークWをマルテンサイト変態開始温度(Ms点)よりも高い矯正開始温度まで冷却する第一冷却部1と、矯正開始温度まで冷却されたワークWに対しその少なくとも外径を径方向に拘束して矯正する第一矯正部10を有し且つ該第一矯正部10で矯正しつつ焼き入れ温度まで冷却する第二冷却部2と、焼き入れ温度まで冷却されたワークWに対しその少なくとも外径を径方向に拘束して矯正する第二矯正部20を有し且つ該第二矯正部20で矯正しつつ更に焼き入れ温度よりも低い温度まで冷却してマルテンサイト変態を進行させる第三冷却部3とを備える。
(もっと読む)
転がり軸受およびその製造方法
【課題】組織変化型はく離の抑制と高い靱性の両立を図ることができる転がり軸受を提供する。
【解決手段】浸炭あるいは浸炭窒化処理後、焼き入れ・焼き戻し処理の前に、炉冷して、転がり軸受部品を620〜700℃で所定時間保持する工程を設け、CrとMoを適正量含有する合金鋼を用いた転がり軸受部品の接触面でのC+N量を0.9〜1.4質量%、炭化物の面積率を10%以下とし、この接触面から転動体直径の1%の深さでの、硬さをHv720〜Hv832、残留オーステナイト量を20〜45容量%、圧縮残留応力を50〜300MPaとし、この接触面から転動体直径の1〜3%の深さでの、旧オーステナイト粒径の平均値を20μm以下、旧オーステナイト粒径の最大値を平均値の3倍以下とし、かつ、芯部の硬さをHv400〜550とする。
(もっと読む)
浸窒焼入れ方法
【課題】浸窒焼入れ中に流されるアンモニアガスの流量が不安定になり、ひいては浸窒焼入れ後の鉄鋼品の表面硬度のバラツキが大きくなる。
【解決手段】鉄鋼品の浸窒焼入れ工程の前に、熱処理炉1内のインコネル(登録商標)製ヒータ5やその他の金属材の表面に存在する酸化膜を、アンモニアガスと窒素ガスを2対1の流量比にして熱処理炉1内に導入して還元する還元工程を導入する。その結果、還元工程後に実施される浸窒焼入れ工程で、アンモニアガスの流量を安定にすることができ、浸窒焼入れされた鉄鋼品の表面硬度のバラツキを抑制できる。
(もっと読む)
1 - 10 / 653
[ Back to top ]