
CVT用リング部材の製造方法およびCVT用リング部材ならびにCVTベルト
【課題】マルエージング鋼を用いず、高価なショットピーニングを施さなくても疲労強度の向上を図ることが可能なCVT用リング部材を提供する。
【解決手段】薄い構造用鋼板からリング状に形成された素材としてのリング部材を脱炭処理、周長調整、窒化処理する。素材としてのリング部材の化学成分は、質量%で、C:0.3〜0.5%、Si:0.5%以下、Mn:0.8%以下、Ni:4.0%以下、Cr:1.0〜4.0%、Mo:0.5〜1.5%、V:0.1〜1.0%を含有し、残部がFe及び不可避的不純物よりなるとよい。脱炭処理は、窒化処理後のリング部材におけるリング幅方向略中央のリング表面から内方に向かう深さであって、素材としてのリング部材のC含有量−0.02%のCを含有する深さを脱炭深さdcとし、窒化処理された後のリング部材の厚みをdrとした場合、dc/drが0.03〜0.23の範囲内で行うとよい。
【解決手段】薄い構造用鋼板からリング状に形成された素材としてのリング部材を脱炭処理、周長調整、窒化処理する。素材としてのリング部材の化学成分は、質量%で、C:0.3〜0.5%、Si:0.5%以下、Mn:0.8%以下、Ni:4.0%以下、Cr:1.0〜4.0%、Mo:0.5〜1.5%、V:0.1〜1.0%を含有し、残部がFe及び不可避的不純物よりなるとよい。脱炭処理は、窒化処理後のリング部材におけるリング幅方向略中央のリング表面から内方に向かう深さであって、素材としてのリング部材のC含有量−0.02%のCを含有する深さを脱炭深さdcとし、窒化処理された後のリング部材の厚みをdrとした場合、dc/drが0.03〜0.23の範囲内で行うとよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、CVT用リング部材の製造方法およびCVT用リング部材ならびにCVTベルトに関する。
【背景技術】
【0002】
自動車は環境問題等から低燃費化が強く望まれており、最近の自動車用変速装置には燃費向上に有利なベルト式の無段変速機(以下、適宜CVTという。)が多用されている。そして、CVTに使用される動力伝達用ベルトとしては、金属製のCVTベルトが採用されている。具体的には、薄い板厚のリング部材を複数層重ねて一組のCVTベルトを構成し、そのCVTベルト二組にエレメントと呼ばれる摩擦部材を複数組み付けて使用される。
【0003】
CVTベルトは、CVTにおけるプーリに直接接触するものではないが、エレメントと組み付けた状態で回転して動力を伝え、その回転中に張力や曲げ応力を繰り返し受ける。そのため、CVTベルトのリング部材を構成する鋼には、疲労強度に優れたマルエージング鋼が用いられている。マルエージング鋼からなるリング部材の表面に窒化処理を施すことにより、優れた疲労強度を得ることができるためである。
【0004】
また、さらなる疲労強度の向上が要求される場合には、リング表面に窒化処理を施した後、さらにショットピーニングを実施する技術が知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−145427号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、従来技術は以下の点で改善の余地がある。すなわち、マルエージング鋼は、Ni等の高価な合金元素を多量に含有している。そのため、CVT用リング部材の材料としてマルエージング鋼を用いたCVTベルトは材料コストが非常に高くなる。一方、CVT用リング部材の材料として比較的安価な構造用鋼を用いた場合には、要求される疲労強度を満足させるためにリング表面に窒化処理を施した後、さらにショットピーニングを実施する必要がある。ショットピーニングの施工費用は高価であることから、材料コストの低減による効果が相殺されてしまい、構造用鋼を素材として用いたCVT用リング部材は、ほとんど使用されていないのが現状である。
【0007】
本発明は、このような背景に鑑みてなされたものであり、マルエージング鋼を用いず、高価なショットピーニングを施さなくても、疲労強度の向上を図ることが可能なCVT用リング部材を提供することにある。また、上記CVT用リング部材を用いたCVTベルトを提供することにある。
【課題を解決するための手段】
【0008】
本発明の一態様は、薄い構造用鋼板からリング状に形成された素材としてのリング部材の表面を脱炭処理する脱炭工程と、
上記脱炭工程を経たリング部材の周長を調整する周長調整工程と、
上記周長調整工程を経たリング部材の表面を窒化処理する窒化工程とを少なくとも有することを特徴とするCVT用リング部材の製造方法にある(請求項1)。
【0009】
本発明の他の態様は、薄い構造用鋼板から形成されたリング部材であって、
ショットピーニング処理が施されることなく窒化処理によって硬化された表面硬化層と、該表面硬化層よりも内部に位置するマトリックス層とを有し、
上記マトリックス層の化学成分は、質量%で、C:0.3〜0.5%、Si:0.5%以下、Mn:0.8%以下、Ni:4.0%以下、Cr:1.0〜4.0%、Mo:0.5〜1.5%、V:0.1〜1.0%を含有し、残部がFeおよび不可避的不純物よりなり、
上記表面硬化層は、その表面から内方に上記マトリックス層の化学成分におけるC含有量よりも炭素濃度が低くされた部分を含んでおり、
少なくともリング外側表面の圧縮残留応力が1100MPa以上であることを特徴とするCVT用リング部材にある(請求項7)。
【0010】
本発明のさらに他の態様は、上記CVT用リング部材が複数積層されて形成されていることを特徴とするCVTベルトにある(請求項8)。
【発明の効果】
【0011】
上記CVT用リング部材の製造方法は、薄い構造用鋼板からリング状に形成されたリング部材を素材として用い、このリング部材に対して脱炭処理を行う。そして、この脱炭処理されたリング部材を周長調整し、窒化処理する。
【0012】
一般に、構造用鋼は、素地強化を目的としてCを幾らか含有している。Cは、効率よく、かつ低コストで強度や靱性を確保するために必須の元素であるため、通常、構造用鋼からC量を減ずることは考え難い。ところが、上記CVT用リング部材の製造方法のように脱炭処理を敢えて積極的に施すことによって、高価な合金元素を多量に含有するマルエージング鋼を用いず、高価なショットピーニングを施さなくても、疲労強度の向上を図ることが可能なCVT用リング部材を得ることができるのである。
【0013】
これは以下の理由によるものと推察される。すなわち、上記CVT用リング部材の製造方法において、素材としてのリング部材を構成する構造用鋼は、素地強化等を目的としてCを含有している。鋼中のマトリックスがマルテンサイトもしくはそれに類する組織に変態してCが固溶もしくはそれに類した状態であると、窒化処理時にNの固溶・拡散が阻害される。また、CrやV、Mo等の窒化物を形成しうる元素とCとが結びつき、炭化物が形成された状態であると、侵入・拡散したNにより析出可能な窒化物量が低減する。しかし、上記CVT用リング部材の製造方法に示すように、素材となるリング部材の表面を脱炭処理してから窒化処理することにより、脱炭処理を行わなずに窒化処理する場合に比べ、得られるリング部材の表面に多くのNを含有させることができる。つまり、窒化処理時に、通常の窒化限界(脱炭処理を行わない場合の窒化限界)を超える量のNがリング部材表面に導入される。そのため、窒化処理後のリング部材表面における固溶窒素および/または窒化物量が増加し、それにより高いひずみ量が確保される。さらに、上記CVT用リング部材の製造方法では、脱炭処理によって発生しうるリング部材表面の引張残留応力は、脱炭処理後の周長調整加工により減じられ、条件によってはリング外側表面だけでなくリング内側表面にも圧縮残留応力を付与することができる。これにより、上記CVT用リング部材の製造方法は、窒化処理後のリング部材表面に高い圧縮残留応力を付与することができるものと考えられる。そして、その結果、得られるCVT用リング部材は、優れた疲労強度を発揮することができるものと考えられる。
【0014】
上記CVT用リング部材は、ショットピーニング処理が施されることなく窒化処理によって硬化された表面硬化層と、表面硬化層よりも内部に位置するマトリックス層とを有しており、マトリックス層の化学成分は、上記した特定の化学成分よりなる。そして、表面硬化層は、その表面から内方に上記マトリックス層の化学成分におけるC含有量よりも炭素濃度が低くされた部分、つまり、脱炭された部分を含んでいる。さらに、少なくともリング外側表面の圧縮残留応力は1100MPa以上である。このように、上記CVT用リング部材は、マルエージング鋼を用いず、かつ、高価なショットピーニングを施さなくても、リング外側表面の圧縮残留応力が高い。そのため、比較的安価であり、かつ、疲労強度に優れる。
【0015】
上記CVTベルトは、上記CVT用リング部材が複数積層されて形成されている。そのため、比較的安価であり、かつ、疲労強度に優れる。したがって、CVT(無段変速機)の高容量化やCVT用リング部材の積層枚数の低減、長寿命化などに寄与することができる。
【図面の簡単な説明】
【0016】
【図1】実施例に係るCVT用リング部材を示す説明図である。
【図2】図1におけるA−A断面を示す説明図である。
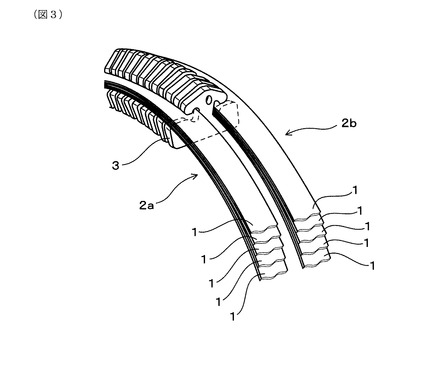
【図3】実施例に係るCVTベルトをエレメントに組み付けた様子を示す説明図である。
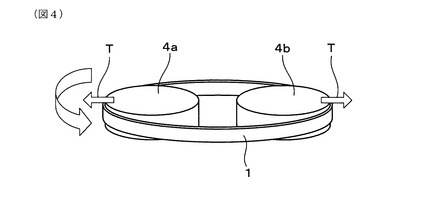
【図4】実施例に係るCVT用リング部材の製造方法における、周長調整の一例を示す説明図である。
【図5】実験例1における、リング外側表面の圧縮残留応力と疲労寿命との関係を示す図である。
【発明を実施するための形態】
【0017】
先ず、上記CVT用リング部材の製造方法について説明する。上記CVT用リング部材の製造方法は、脱炭工程と、周長調整工程と、窒化工程とを少なくとも有している。以下、各工程について詳細に説明する。
【0018】
脱炭工程は、素材としてのリング部材の表面を脱炭処理する工程である。素材としてのリング部材は、薄い構造用鋼板からリング状に形成されたものである。素材としてのリング部材は、例えば、鋼塊を熱間圧延によって厚鋼板に成形した後、厚鋼板を冷間圧延によって薄鋼板に成形し、次いで、この薄鋼板を管状に成形して溶接した後に円周方向に切断するなどして準備することができる。なお、素材としてのリング部材の厚みは特に限定されるものではないが、例えば、0.1〜0.5mmの範囲内とすることができる。
【0019】
ここで、素材としてのリング部材を構成する構造用鋼の化学成分は、質量%で、C:0.3〜0.5%を含有することが好ましい。より具体的には、上記化学成分は、質量%で、C:0.3〜0.5%、Si:0.5%以下、Mn:0.8%以下、Ni:4.0%以下、Cr:1.0〜4.0%、Mo:0.5〜1.5%、V:0.1〜1.0%を含有し、残部がFeおよび不可避的不純物よりなることが好ましい(請求項2)。以下に、各成分範囲の限定理由について説明する。
【0020】
C:0.3〜0.5%
Cは、強度及び靱性を確保するために必要な元素である。さらには、脱炭処理によって、脱炭処理されない内部と脱炭処理される表層とにおけるC含有量に差を設けやすいことが望ましい。そのため、C含有量の下限値は0.3%とする。一方、過度にCを含有すると粗大炭化物が生成して延性及び靱性が低下しやすくなる。また、薄鋼板から素材としてのリング部材を接合によりリング成形する場合に溶接性を確保し難くなる。そのため、C含有量の上限値は0.5%とする。C含有量の上限値は、好ましくは、0.45%、より好ましくは0.40%である。
【0021】
Si:0.5%以下
Siは、溶製時の脱酸剤として有効な元素である。但し、Si含有量が多すぎると延性が著しく低下するため、その上限値を0.5%とする。
【0022】
Mn:0.8%以下
Mnは、溶製時の脱酸剤として有効な元素である。但し、Mn含有量が多すぎると延性が低下するため、その上限値を0.8%とする。
【0023】
Ni:4.0%以下
Niは、焼入れ性向上に有効な元素である。また、炭化物の生成抑制にも有効であり、粒界炭化物の低減による強度、靱性の向上に寄与しうる元素である。但し、Niを過度に含有しても効果は飽和し、また、高価な元素でありコストアップを招くため、Ni含有量の上限値を4.0%とする。Ni含有量の上限値は、好ましくは、2.0%、より好ましくは、1.0%である。
【0024】
Cr:1.0〜4.0%
Crは、焼入れ性向上に有効であり、また、窒化処理による表面硬化層の硬度向上に有効である。その効果を得るため、Cr含有量の下限値は1.0%とする。一方、Crを過度に含有すると炭化物安定効果により炭化物の成長を助長して強度低下を招き、後述する脱炭深さdcの制御が困難となるため、Cr含有量の上限値を4.0%とする。Cr含有量の上限値は、好ましくは、3.5%である。
【0025】
Mo:0.5〜1.5%
Moは、延性を損なうことなく強度、靱性を向上させるのに有効な元素である。その効果を得るため、Mo含有量の下限値は0.5%とする。一方、Mo含有量が多くなりすぎてもその効果が飽和し、コストアップを招く。また、脱炭処理時の温度域において炭化物が安定に存在しやすく、後述する脱炭深さdcの制御が困難となるため、Mo含有量の上限値は1.5%とする。
【0026】
V:0.1〜1.0%
Vは、ピン止め効果による結晶粒径の微細化や、焼戻し軟化抵抗性の向上により強度、靱性を向上させるのに有効な元素である。その効果を得るため、V含有量の下限値は0.1%とする。一方、V含有量が多くなりすぎてもその効果が飽和し、また、粗大な炭化物を生成して強度、靱性を低下させるおそれがある。さらに、後述する脱炭深さdcの制御が困難となるため、V含有量の上限値は1.0%とする。V含有量の上限値は、好ましくは、0.5%である。
【0027】
上記化学成分において、上記各元素以外の残部はFeおよび不可避的不純物である。
上記不可避的不純物としては、少なくとも、S:0.05%以下、P:0.05%以下、N:0.02%以下、O:0.01%以下、Al:0.01%以下、Ti:0.02%以下に制限することが好ましい(請求項6)。以下に、各成分範囲の限定理由について説明する。
【0028】
S:0.05%以下
Sの含有量を0.05%以下に制限した場合には、鋼中のMnSを抑制でき、リング部材の強度向上に寄与しやすくなる。S含有量の上限値は、好ましくは、0.03%、より好ましくは0.01%である。
【0029】
P:0.05%以下
Pの含有量を0.05%以下に制限した場合には、Pの粒界偏析を抑制でき、粒界強度の向上によるリング部材の靱性向上に寄与しやすくなる。P含有量の上限値は、好ましくは、0.03%、より好ましくは、0.01%である。
【0030】
N:0.02%以下
Nの含有量を0.02%以下に制限した場合には、鋼中に少量存在する可能性があるAl、Tiと結合して生成される窒化物を低減することができ、疲労強度向上に寄与しやすくなる。N含有量の上限値は、好ましくは、0.01%である。
【0031】
O:0.01%以下
Oの含有量を0.01%以下に制限した場合には、Al2O3等の酸化物系介在物の粗大化を抑制しやすくなる。そのため、疲労破壊の起点を低減しやすくなり、CVT用リング部材の疲労強度向上に寄与しやすくなる。O含有量の上限値は、好ましくは、0.005%、より好ましくは、0.001%である。
【0032】
Al:0.01%以下
Alは脱酸に効果があるため、0.01%以下の範囲で含有させることができる。Alの含有量を0.01%以下に制限した場合には、鋼中に存在するAlの酸化物系介在物および窒化物系介在物の量を低減しやすくなり、CVT用リング部材の疲労強度向上に寄与しやすくなる。Al含有量の上限値は、好ましくは、0.005%である。
【0033】
Ti:0.02%以下
Tiの含有量を0.02%以下に制限した場合には、Alと同様にTiの酸化物系介在物および窒化物系介在物の量を低減しやすくなり、CVT用リング部材の疲労強度向上に寄与しやすくなる。Ti含有量の上限値は、好ましくは、0.01%、より好ましくは、0.005%である。
【0034】
上記脱炭工程において用いられる素材としてのリング部材は、熱処理が施されていてもよい。この場合、具体的な熱処理としては、例えば、焼入れ、焼戻し、焼鈍などを例示することができる。熱処理は、1または2以上実施することができる。
【0035】
焼入れ方法としては、例えば、素材としてのリング部材を、真空もしくは還元性雰囲気にて850℃〜1000℃に0.5時間〜1時間保持した後、冷却(空冷、ガス冷、油冷、水冷等)する方法などを例示することができる。また、焼戻し方法としては、例えば、真空もしくは還元性雰囲気にて400℃〜750℃に0.5時間〜1時間保持した後、冷却(空冷、ガス冷等)する方法などを例示することができる。
【0036】
上記脱炭工程では、準備したリング部材の表面を脱炭処理することにより、リング部材の表層に、部材内部に存在するマトリックス層の化学成分におけるC含有量(質量%)よりも炭素濃度(質量%)が低くされた脱炭層を形成することができる。この脱炭層は、部材表面からの深さに対する炭素濃度分布(質量%)をとった際に、炭素濃度が連続的に増加する炭素濃度分布を有することが好ましい。なお、マトリックス層のうち脱炭層を含まない部分の化学成分は、脱炭処理されていないので上述の素材としてのリング部材の化学成分と実質的に同一である。
【0037】
ここで、窒化処理された後のリング部材におけるリング幅方向略中央のリング表面から内方に向かう深さであって、素材としてのリング部材のC含有量−0.02%のCを含有する深さを、脱炭深さdcとする。また、窒化処理された後のリング部材の厚みをdrとする。このようにdc、drを定義した場合、脱炭処理は、dc/drが0.03〜0.23の範囲内となるように施されることが好ましい(請求項3)。
【0038】
dc/drが0.03未満になると、脱炭工程後の周長調整や窒化処理により付与可能なひずみ量に顕著な差が得られ難くなり、その結果、リング部材表面に高い圧縮残留応力が生じ難くなり、十分な疲労強度向上を図ることが難しくなる傾向がある。dc/drの下限値は、好ましくは、0.05、より好ましくは、0.10である。一方、dc/drが0.23を超えると、脱炭工程後の周長調整や窒化処理によりひずみ量の傾斜が得られ難くなり、その結果、リング部材表面に高い圧縮残留応力が生じ難くなり、十分な疲労強度向上を図ることが難しくなる傾向がある。dc/drの上限値は、好ましくは、0.20、より好ましくは、0.15である。
【0039】
なお、脱炭深さdcは、窒化処理された後のリング部材のリング幅方向中央において、リング幅方向と垂直な方向にて切断し、この切断面におけるリング表面から内方に向かってEPMA(Electron Probe Micro Analyzer)による線分析を行い、C含有量分布を求めることにより算出することができる。また、脱炭深さdcは、リング周方向に等間隔で3箇所測定して得られた値の平均値である。また、リング部材の厚みdrは、リング周方向に等間隔で3箇所測定して得られた値の平均値である。
【0040】
脱炭処理の方法としては、例えば、処理対象となるリング部材を大気雰囲気等の酸化雰囲気中、好ましくは、300℃〜600℃にて1分〜10分間保持した後、より好ましくは、400℃〜500℃にて1〜10分間保持した後、空冷や油冷等する方法などを例示することができる。なお、上述したように、脱炭処理を行う前に素材としてのリング部材に別途熱処理を施すことも可能であるが、脱炭処理は、素材としてのリング部材の熱処理を兼ねることもできる。
【0041】
周長調整工程は、脱炭工程を経たリング部材の周長を調整する工程である。脱炭処理されたリング部材に対して周長調整加工を加えることにより、脱炭によって発生しうるリング部材表面の引張残留応力を減少させる、もしくは、圧縮残留応力を付与することができる。
【0042】
周長調整工程は、脱炭処理を経たリング部材を複数のローラの外周に掛け渡し、ローラ間を拡げる方向に張力をかけながらリング部材を回転させることにより周長調整する手順を含むことができる。この際、上記周長調整は、リング部材のローラに接する部位において、リング外側表面に引張による塑性変形が生じるように行うことができる。
【0043】
また、上記周長調整は、リング部材のローラに接しない部位において、リング外側表面およびリング内側表面に引張による塑性変形が生じるように行うこともできる(請求項4)。この際、リング内部よりもリング外側表面およびリング内側表面に、引張による塑性変形が大きく生じるように周長調整を行うことができる。上記リング内部は、具体的には、脱炭処理により生じたリング表面の脱炭層よりも内部(深部)に存在するマトリックス層を指す。
【0044】
上記周長調整を、リング部材のローラに接しない部位において、リング外側表面およびリング内側表面に引張による塑性変形が生じるように行うようにした場合には、リング外側表面だけでなく、リング内側表面についても高い圧縮残留応力を得やすくなる。これは、次の理由によるものと推察される。すなわち、リング部材がローラと接する部位にて塑性変形を生じさせる周長調整の場合、リング外側表面がローラと接するときにローラの円周方向に大きな引張応力を受ける一方、リング内側表面は、リング外側表面に比べてそれほど引張応力を受け難く、圧縮応力を受ける場合もある。これに対して、リング部材がローラと接しない部位にて塑性変形を生じさせる周長調整の場合には、リング外側表面およびリング内側表面がリング内部よりも大きな引張応力を受けやすくなる。それ故、リング外側表面だけでなく、リング内側表面にも高い圧縮残留応力を付与することができる。
【0045】
なお、周長調整工程におけるローラは、通常、駆動源に接続された主ローラと、主ローラに合わせて動く従動ローラの2つを用いれば足りるが、補助的なローラ等を1つまたは2つ以上併用することもできる。
【0046】
また、上記周長調整は、(周長調整前におけるリング部材のリング厚み)/(ローラのローラ直径)が7.0×10−3未満の条件とすることができる(請求項5)。
【0047】
この場合には、ベルト外側表面の圧縮残留応力を高く維持したまま、ベルト内側表面の圧縮残留応力も大幅に向上させることが可能になる。そのため、さらなる疲労強度の向上に有利である。(周長調整前におけるリング部材のリング厚み)/(ローラのローラ直径)は、好ましくは、6.0×10−3以下、より好ましくは、5.0×10−3以下であるとよい。
【0048】
窒化工程は、周長調整工程を経たリング部材の表面を窒化処理する工程である。この窒化処理により、窒素が侵入・拡散して窒素の固溶および/または合金窒化物の析出による表面硬化層が形成される。この表面硬化層は、表層に脱炭層が形成されたリング部材の表面が窒化処理されて形成されたものであるため、脱炭層の全てもしくは脱炭層を部分的に含み得る。より具体的には、表面硬化層が脱炭層の全てを含む場合、表面硬化層よりも内部に位置するマトリックス層には脱炭層が含まれないが、表面硬化層が脱炭層を部分的に含んでいる場合には、表面硬化層よりも内部に位置するマトリックス層に脱炭層の一部を含み得る。いずれの場合にせよ、表面硬化層には、マトリックス層のうち脱炭層を含まない部分の化学成分におけるC含有量(質量%)よりも炭素濃度(質量%)が低くされた部分が含まれることになる。
【0049】
窒化処理の方法としては、例えば、ガス雰囲気を制御可能なバッチ炉を用い、NH3とN2および/またはH2の混合ガス雰囲気、N2とH2等の雰囲気中において、400℃〜450℃の温度に30分〜4時間保持する方法などを例示することができる。
【0050】
上記CVT用リング部材の製造方法は、基本的に、上述した工程を有しているが、他にも例えば、窒化工程の後に、さらなるリング部材表面における圧縮残留応力の向上を図るために、ショットピーニングに代表される表面処理を施す工程を行うことが妨げられるものではない。つまり、上記CVT用リング部材の製造方法は、上述した工程を有しているため、基本的にショットピーニングを施さなくても疲労強度に優れた構造用鋼からなるCVT用リング部材を得ることが可能であるが、さらにこれ以上に高い疲労強度を付与したい場合もありうるため、その場合には窒化工程の後に、ショットピーニングを施す工程を追加することができる。また例えば、窒化工程の後に、耐摩耗性等の他の要求特性を向上させるために熱処理や表面処理を施す工程や、周長調整工程の前に表面処理を施す工程等を任意に追加することができる。
【0051】
次に、上記CVT用リング部材について説明する。上記CVT用リング部材は、上記CVT用リング部材の製造方法により好適に得ることができるものであり、上記のように、表面硬化層とマトリックス層とを有している。なお、マトリックス層の化学成分は、マトリックス層のうち脱炭層を含まない部分における化学成分であるため、上記した素材としてのリング部材の化学成分と実質的に同一の成分を採りうる。上記化学成分における不可避的不純物は、少なくとも、S:0.05%以下、P:0.05%以下、N:0.02%以下、O:0.01%以下、Al:0.01%以下、Ti:0.02%以下に制限することが好ましい。これら各成分の制限理由については、上述した製造方法で説明した制限理由に準ずるので詳細な説明は省略する。
【0052】
上記CVT用リング部材における、リング外側表面の圧縮残留応力は、優れた疲労強度を得る等の観点から、1100MPa以上、好ましくは、1150MPa以上、より好ましくは、1200MPa以上であるとよい。
【0053】
上記CVT用リング部材は、そのリング幅方向略中央のリング表面から内方に向かう深さであって、上記マトリックス層のC含有量−0.02%のCを含有する深さを脱炭深さdcとするとともに、CVT用リング部材の厚みをdrとした場合、dc/drが、好ましくは0.03〜0.23、より好ましくは0.05〜0.20、さらに好ましくは0.05〜0.15の範囲内とされているとよい。リング外側表面の圧縮残留応力が一層高くなり、優れた疲労強度を得やすくなるからである。
【0054】
なお、CVT用リング部材の厚みは特に限定されるものではないが、例えば、0.1mm〜0.5mmの範囲内とすることができる。
【0055】
次に、上記CVTベルトについて説明する。上記CVTベルトにおいて、CVT用リング部材の積層数は特に限定されるものではなく、車両排気容量などの違いによるCVTベルトへの要求強度の差異等を考慮して、例えば、5層〜10層程度の積層数を採用することが可能である。
【実施例】
【0056】
実施例に係るCVT用リング部材の製造方法、実施例に係るCVT用リング部材、実施例に係るCVTベルトについて、適宜図面を用いて具体的に説明する。
【0057】
実施例に係るCVT用リング部材の製造方法は、薄い構造用鋼板からリング状に形成された素材としてのリング部材の表面を脱炭処理する脱炭工程と、脱炭工程を経たリング部材の周長を調整する周長調整工程と、周長調整工程を経たリング部材の表面を窒化処理する窒化工程とを有している。素材としてのリング部材の化学成分は、質量%で、C:0.3〜0.5%、Si:0.5%以下、Mn:0.8%以下、Ni:4.0%以下、Cr:1.0〜4.0%、Mo:0.5〜1.5%、V:0.1〜1.0%を含有し、残部がFeおよび不可避的不純物よりなる。上記脱炭処理は、dc/drが0.03〜0.23の範囲内となるように施される。但し、dcは、窒化処理された後のリング部材におけるリング幅方向略中央のリング表面から内方に向かう深さであって、素材としてのリング部材のC含有量−0.02%のCを含有する深さ(脱炭深さ)である。drは、窒化処理された後のリング部材の厚みである。
【0058】
実施例に係るCVT用リング部材1は、図1および図2に示すように、薄い構造用鋼板から形成されたものである。CVT用リング部材1は、ショットピーニング処理が施されることなく窒化処理によって硬化された表面硬化層1aと、表面硬化層1aよりも内部に位置するマトリックス層1bとを有している。なお、本例において、表面硬化層1aは、リング外側表面O側およびリング内側表面I側の両方に存在している。マトリックス層1bの化学成分は、質量%で、C:0.3〜0.5%、Si:0.5%以下、Mn:0.8%以下、Ni:4.0%以下、Cr:1.0〜4.0%、Mo:0.5〜1.5%、V:0.1〜1.0%を含有し、残部がFeおよび不可避的不純物よりなっている。表面硬化層1aは、その表面から内方にマトリックス層1bの化学成分におけるC含有量よりも炭素濃度が低くされた部分を含んでいる。また、表面硬化層1aは、少なくともリング外側表面Oの圧縮残留応力が1100MPa以上とされている。
【0059】
実施例に係るCVTベルト2は、図3に示すように、上述した実施例に係るCVT用リング部材1が複数積層されて形成されている。各CVT用リング部材1はそれぞれを積層配置できるように周長が若干異なっている。なお、図3は、一対のCVTベルト2a、2bに複数のエレメント3を組み付けた状態を示している。
【0060】
以下では、各種製造条件の異なるCVT用リング部材の試料を作製し、その特性の調査を行う実験を行った。この実験例に基づき、実施例のCVT用リング部材の製造方法、実施例のCVT用リング部材をさらに詳細に説明する。
【0061】
(実験例1)
表1に示す各化学成分組成を有する鋼塊を30kgVIM溶解炉にて溶解して作製した。次いで、鋼塊を表面研削する皮削り工程を経た後、熱間圧延によって厚鋼板に成形し、その後、冷間圧延によって薄鋼板(板厚0.4mm)に成形した。次いで、薄鋼板を管状に成形して溶接した後に溶接部の内部組織の均一化を図るために焼鈍処理し、所定のリング幅となるように切断したものをリング圧延し、素材としてのリング部材を準備した。なお、上記溶接は、プラズマ溶接により行った。
【0062】
【表1】

【0063】
その後、上記リング部材に焼入れの熱処理を施した。この際、焼入れ条件は、表2に示すように、各リング部材を真空炉にて850℃〜1000℃に0.5時間保持した後、N2ガスにてガス冷するという条件とした。なお、本実験例1では、焼入れの熱処理を施した後、焼戻しの熱処理を施さなかったが、得られるリング部材の靱性を確保するために、適宜、焼戻しを施すこともできる。
【0064】
上記のようにして準備したリング部材の表面に対し、脱炭処理を施した。この際、脱炭処理の条件は、表2に示すように、各リング部材を大気雰囲気中(酸化雰囲気中)にて300℃〜600℃に1分〜10分間保持した後、空冷するという条件とした。
【0065】
次に、上記脱炭処理を施したリング部材に対し、周長を調整する周長調整を行った。具体的には、上記周長調整は、図4に示すように、脱炭処理を施したリング部材を一対のローラ4a、4bの外周に掛け渡し、ローラ4aとローラ4bとの間を図中の矢印T方向に拡げることにより張力をかけながらリング部材を回転させることにより行った。なお、本例における(周長調整前におけるリング部材のリング厚み)/(ローラのローラ直径)は、6.0×10−3とした。
【0066】
次に、周長調整を施したリング部材の表面に対し、窒化処理を施した。この際、窒化処理の条件は、ガス雰囲気を制御可能なバッチ炉を用い、NH3とN2との混合ガス雰囲気中において400℃〜450℃の温度に1時間保持するという条件とした。
【0067】
以上により、試料1〜試料14のCVT用リング部材を作製した。また、脱炭処理を行うことなく試料15、試料16のCVT用リング部材を作製した。また、先に周長調整を行った後に脱炭処理を行うことにより試料17のCVT用リング部材を作製した。
【0068】
この際、各CVT用リング部材の作製時における脱炭処理による脱炭深さdcを以下のようにして求めた。具体的には、窒化処理された後のリング部材を、リング幅方向中央の位置にてリング幅方向と垂直な方向に切断した。得られた切断面におけるリング表面から内方に向かって1μmピッチで、EPMA(Electron Probe Micro Analyzer)による線分析による炭素濃度分布(質量%)を測定した。素材としてのリング部材のC含有量−0.02%のCを含有する深さ位置とリング外側表面との距離を、リング部材の脱炭深さdcとした。なお、上記脱炭深さdcは、リング周方向に等間隔で3箇所測定して得られた値の平均値である。また、マイクロメーターを用いて、窒化処理された後のリング部材の厚みdrを求めた。なお、上記リング部材の厚みdrは、リング周方向に等間隔で3箇所測定して得られた値の平均値である。そして、上記脱炭深さdc/上記リング厚みdrを算出した。
【0069】
また、得られたCVT用リング部材のリング外側表面における圧縮残留応力を測定した。具体的には、管球にCr管球を使用するとともに解析方法に並傾法を適用し、CVT用リング部材のリング外側表面にX線をあてて圧縮残留応力を測定した。
【0070】
なお、図5は、同形状のリング部材を用いて予め求めておいた、ベルト外側表面の圧縮残留応力と疲労寿命との関係を示したものである。上記疲労寿命は、複数のローラを有し、そのローラ間でリング部材に対して定められたテンションをかけることができ、ローラを回転することによりリング部材に繰り返し曲げ応力をかけることのできる疲労試験機を用いて測定したものである。図5によれば、ベルト外側表面の圧縮残留応力と疲労寿命とは正の相関関係があり、ベルト外側表面の圧縮残留応力が大きくなるほど、疲労寿命が大きくなるといえる。
【0071】
表2に、試料1〜試料17のCVT用リング部材の製造条件および各種特性をまとめて示す。
【0072】
【表2】
【0073】
表2から次のことが分かる。すなわち、試料15のCVT用リング部材は、Niを多く含有し、その添加効果により高い圧縮残留応力を有し、疲労強度に優れる。しかし、高価な合金元素であるNiを多く含有するため、CVT用リング部材が高価になり、その結果、CVTベルトも高価になる。
【0074】
試料16のCVT用リング部材は、高価な合金元素を過度に含有することがなく、比較的材料コストは安価にすることが可能である。しかし、製造時においてリング部材に脱炭処理を施していないため、窒化により通常の窒素量しか含有させることができない。そのため、リング部材の表面に従来以上のひずみ量を確保することが困難であり、窒化処理だけではこれ以上の圧縮残留応力の向上を望むことができない(後述の試料1〜試料3のCVT用リング部材も参照)。そのため、疲労強度の向上を図るためには、窒化処理した後にショットピーニングが必要となる。したがって、その施工費用により材料コストの低減効果が相殺されてしまい、全体として低コスト化を図ることは困難である。
【0075】
試料17のCVT用リング部材は、脱炭処理が施されたリング部材に対して周長調整を施しておらず、周長調整を行った後に脱炭処理を行っている。そのため、試料16のCVT用リング部材と比較して、脱炭処理したことにより却ってリング外側表面の圧縮残留応力が低下しており、圧縮残留応力の向上を図ることができていない。これは、リング部材表面の脱炭処理によって発生した引張残留応力を周長調整工程によって減ずることができなかったためであると推察される。
【0076】
これらに対し、試料1〜試料13のCVT用リング部材は、マルエージング鋼を用いず、かつ、高価なショットピーニングを施さなくても、リング外側表面に高い圧縮残留応力を有していることがわかる。それ故、このリング外側表面における高い圧縮残留応力により、疲労強度の向上を図ることできるといえる。したがって、これらCVT用リング部材を複数積層してなるCVTベルトは、比較的安価であり、かつ、疲労強度に優れたものとすることができる。
【0077】
なお、試料14のCVT用リング部材は、熱処理される前のリング部材の化学成分におけるC含有量が0.3%を下回っている。そのため、脱炭処理およびその後の窒化処理による圧縮残留応力の付与効果が十分に得られなかった。このように熱処理される前のリング部材の化学成分におけるC含有量が0.3%未満である場合には、リング外側表面に高い圧縮残留応力を付与し難くなる傾向があることがわかる。
【0078】
また、試料1〜試料11のCVT用リング部材と、試料11および試料12のCVT用リング部材とを比較すると次のことがわかる。試料11および試料12のCVT用リング部材は、dc/drが0.03、0.23の条件で製造されたものである。これに対し、試料1〜試料11のCVT用リング部材は、dc/drが0.05〜0.20の範囲内で製造されたものである。そのため、リング外側表面に高い圧縮残留応力が付与されやすく、1200MPa以上という、より高い圧縮残留応力が得られる。したがって、疲労強度に一層優れることがわかる。
【0079】
(実験例2)
実験例2は、基本的に、実験例1における試料1のCVT用リング部材の製造と同様にして各種リング部材の製造を行ったものである。但し、実験例2は、周長調整時におけるリング外側表面およびリング内側表面に生じさせる塑性変形の状態が種々変化するように周長調整を行った点で、実験例1と異なっている。
【0080】
上記のような周長調整方法の違いによる差異を調査するため、具体的には、表3に示すように、(周長調整前におけるリング部材のリング厚み)/(ローラのローラ直径)を種々変更した試料18〜試料22のCVT用リング部材を作製した。そして、上述した測定方法に準じて、これらCVT用リング部材におけるリング外側表面およびリング内側表面の圧縮残留応力を測定した。表3に、実験条件と測定した圧縮残留応力の結果とをまとめて示す。
【0081】
【表3】
【0082】
表3から次のことがわかる。すなわち、試料22のCVT用リング部材によれば、リング部材の厚み/ローラ直径が7.0×10−3以上になると、ベルト外側表面の圧縮残留応力が大きくなるものの、ベルト内側表面の圧縮残留応力が850MPaを下回る傾向が見られることがわかる。
【0083】
これに対し、試料18〜試料21のCVT用リング部材によれば、リング部材の厚み/ローラ直径が7.0×10−3未満になると、ベルト外側表面の圧縮残留応力を高く維持したまま、ベルト内側表面の圧縮残留応力を850MPa以上とすることができることがわかる。また、その効果は、リング部材の厚み/ローラ直径が5.0×10−3以下とした場合により大きくなることがわかる。
【0084】
このように、リング部材のローラに接しない部位において、リング外側表面およびリング内側表面に引張による塑性変形が生じるように周長調整を行う、具体的には、リング内部よりもリング外側表面およびリング内側表面に、引張による塑性変形が大きく生じるように周長調整を行うことにより、ベルト外側表面の圧縮残留応力だけでなく、ベルト内側表面の圧縮残留応力まで高くすることができることが確認された。これは、リング外側表面およびリング内側表面側に存在する脱炭層よりも内側(深部)に存在するマトリックス層に比べ、脱炭層の方がより大きく塑性変形したためであると推察される。したがって、上記周長調整の方法によれば、疲労強度に特に優れたリング部材、CVTベルトを得ることが可能になる。
【0085】
以上、実施例について説明したが、本発明は、上記実施例により限定されるものではなく、本発明の趣旨を逸脱しない範囲内で種々の改変が可能なものである。
【符号の説明】
【0086】
1 CVT用リング部材
1a 表面硬化層
1b マトリックス層
2a、2b CVTベルト
3 エレメント
4a、4b ローラ
【技術分野】
【0001】
本発明は、CVT用リング部材の製造方法およびCVT用リング部材ならびにCVTベルトに関する。
【背景技術】
【0002】
自動車は環境問題等から低燃費化が強く望まれており、最近の自動車用変速装置には燃費向上に有利なベルト式の無段変速機(以下、適宜CVTという。)が多用されている。そして、CVTに使用される動力伝達用ベルトとしては、金属製のCVTベルトが採用されている。具体的には、薄い板厚のリング部材を複数層重ねて一組のCVTベルトを構成し、そのCVTベルト二組にエレメントと呼ばれる摩擦部材を複数組み付けて使用される。
【0003】
CVTベルトは、CVTにおけるプーリに直接接触するものではないが、エレメントと組み付けた状態で回転して動力を伝え、その回転中に張力や曲げ応力を繰り返し受ける。そのため、CVTベルトのリング部材を構成する鋼には、疲労強度に優れたマルエージング鋼が用いられている。マルエージング鋼からなるリング部材の表面に窒化処理を施すことにより、優れた疲労強度を得ることができるためである。
【0004】
また、さらなる疲労強度の向上が要求される場合には、リング表面に窒化処理を施した後、さらにショットピーニングを実施する技術が知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−145427号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、従来技術は以下の点で改善の余地がある。すなわち、マルエージング鋼は、Ni等の高価な合金元素を多量に含有している。そのため、CVT用リング部材の材料としてマルエージング鋼を用いたCVTベルトは材料コストが非常に高くなる。一方、CVT用リング部材の材料として比較的安価な構造用鋼を用いた場合には、要求される疲労強度を満足させるためにリング表面に窒化処理を施した後、さらにショットピーニングを実施する必要がある。ショットピーニングの施工費用は高価であることから、材料コストの低減による効果が相殺されてしまい、構造用鋼を素材として用いたCVT用リング部材は、ほとんど使用されていないのが現状である。
【0007】
本発明は、このような背景に鑑みてなされたものであり、マルエージング鋼を用いず、高価なショットピーニングを施さなくても、疲労強度の向上を図ることが可能なCVT用リング部材を提供することにある。また、上記CVT用リング部材を用いたCVTベルトを提供することにある。
【課題を解決するための手段】
【0008】
本発明の一態様は、薄い構造用鋼板からリング状に形成された素材としてのリング部材の表面を脱炭処理する脱炭工程と、
上記脱炭工程を経たリング部材の周長を調整する周長調整工程と、
上記周長調整工程を経たリング部材の表面を窒化処理する窒化工程とを少なくとも有することを特徴とするCVT用リング部材の製造方法にある(請求項1)。
【0009】
本発明の他の態様は、薄い構造用鋼板から形成されたリング部材であって、
ショットピーニング処理が施されることなく窒化処理によって硬化された表面硬化層と、該表面硬化層よりも内部に位置するマトリックス層とを有し、
上記マトリックス層の化学成分は、質量%で、C:0.3〜0.5%、Si:0.5%以下、Mn:0.8%以下、Ni:4.0%以下、Cr:1.0〜4.0%、Mo:0.5〜1.5%、V:0.1〜1.0%を含有し、残部がFeおよび不可避的不純物よりなり、
上記表面硬化層は、その表面から内方に上記マトリックス層の化学成分におけるC含有量よりも炭素濃度が低くされた部分を含んでおり、
少なくともリング外側表面の圧縮残留応力が1100MPa以上であることを特徴とするCVT用リング部材にある(請求項7)。
【0010】
本発明のさらに他の態様は、上記CVT用リング部材が複数積層されて形成されていることを特徴とするCVTベルトにある(請求項8)。
【発明の効果】
【0011】
上記CVT用リング部材の製造方法は、薄い構造用鋼板からリング状に形成されたリング部材を素材として用い、このリング部材に対して脱炭処理を行う。そして、この脱炭処理されたリング部材を周長調整し、窒化処理する。
【0012】
一般に、構造用鋼は、素地強化を目的としてCを幾らか含有している。Cは、効率よく、かつ低コストで強度や靱性を確保するために必須の元素であるため、通常、構造用鋼からC量を減ずることは考え難い。ところが、上記CVT用リング部材の製造方法のように脱炭処理を敢えて積極的に施すことによって、高価な合金元素を多量に含有するマルエージング鋼を用いず、高価なショットピーニングを施さなくても、疲労強度の向上を図ることが可能なCVT用リング部材を得ることができるのである。
【0013】
これは以下の理由によるものと推察される。すなわち、上記CVT用リング部材の製造方法において、素材としてのリング部材を構成する構造用鋼は、素地強化等を目的としてCを含有している。鋼中のマトリックスがマルテンサイトもしくはそれに類する組織に変態してCが固溶もしくはそれに類した状態であると、窒化処理時にNの固溶・拡散が阻害される。また、CrやV、Mo等の窒化物を形成しうる元素とCとが結びつき、炭化物が形成された状態であると、侵入・拡散したNにより析出可能な窒化物量が低減する。しかし、上記CVT用リング部材の製造方法に示すように、素材となるリング部材の表面を脱炭処理してから窒化処理することにより、脱炭処理を行わなずに窒化処理する場合に比べ、得られるリング部材の表面に多くのNを含有させることができる。つまり、窒化処理時に、通常の窒化限界(脱炭処理を行わない場合の窒化限界)を超える量のNがリング部材表面に導入される。そのため、窒化処理後のリング部材表面における固溶窒素および/または窒化物量が増加し、それにより高いひずみ量が確保される。さらに、上記CVT用リング部材の製造方法では、脱炭処理によって発生しうるリング部材表面の引張残留応力は、脱炭処理後の周長調整加工により減じられ、条件によってはリング外側表面だけでなくリング内側表面にも圧縮残留応力を付与することができる。これにより、上記CVT用リング部材の製造方法は、窒化処理後のリング部材表面に高い圧縮残留応力を付与することができるものと考えられる。そして、その結果、得られるCVT用リング部材は、優れた疲労強度を発揮することができるものと考えられる。
【0014】
上記CVT用リング部材は、ショットピーニング処理が施されることなく窒化処理によって硬化された表面硬化層と、表面硬化層よりも内部に位置するマトリックス層とを有しており、マトリックス層の化学成分は、上記した特定の化学成分よりなる。そして、表面硬化層は、その表面から内方に上記マトリックス層の化学成分におけるC含有量よりも炭素濃度が低くされた部分、つまり、脱炭された部分を含んでいる。さらに、少なくともリング外側表面の圧縮残留応力は1100MPa以上である。このように、上記CVT用リング部材は、マルエージング鋼を用いず、かつ、高価なショットピーニングを施さなくても、リング外側表面の圧縮残留応力が高い。そのため、比較的安価であり、かつ、疲労強度に優れる。
【0015】
上記CVTベルトは、上記CVT用リング部材が複数積層されて形成されている。そのため、比較的安価であり、かつ、疲労強度に優れる。したがって、CVT(無段変速機)の高容量化やCVT用リング部材の積層枚数の低減、長寿命化などに寄与することができる。
【図面の簡単な説明】
【0016】
【図1】実施例に係るCVT用リング部材を示す説明図である。
【図2】図1におけるA−A断面を示す説明図である。
【図3】実施例に係るCVTベルトをエレメントに組み付けた様子を示す説明図である。
【図4】実施例に係るCVT用リング部材の製造方法における、周長調整の一例を示す説明図である。
【図5】実験例1における、リング外側表面の圧縮残留応力と疲労寿命との関係を示す図である。
【発明を実施するための形態】
【0017】
先ず、上記CVT用リング部材の製造方法について説明する。上記CVT用リング部材の製造方法は、脱炭工程と、周長調整工程と、窒化工程とを少なくとも有している。以下、各工程について詳細に説明する。
【0018】
脱炭工程は、素材としてのリング部材の表面を脱炭処理する工程である。素材としてのリング部材は、薄い構造用鋼板からリング状に形成されたものである。素材としてのリング部材は、例えば、鋼塊を熱間圧延によって厚鋼板に成形した後、厚鋼板を冷間圧延によって薄鋼板に成形し、次いで、この薄鋼板を管状に成形して溶接した後に円周方向に切断するなどして準備することができる。なお、素材としてのリング部材の厚みは特に限定されるものではないが、例えば、0.1〜0.5mmの範囲内とすることができる。
【0019】
ここで、素材としてのリング部材を構成する構造用鋼の化学成分は、質量%で、C:0.3〜0.5%を含有することが好ましい。より具体的には、上記化学成分は、質量%で、C:0.3〜0.5%、Si:0.5%以下、Mn:0.8%以下、Ni:4.0%以下、Cr:1.0〜4.0%、Mo:0.5〜1.5%、V:0.1〜1.0%を含有し、残部がFeおよび不可避的不純物よりなることが好ましい(請求項2)。以下に、各成分範囲の限定理由について説明する。
【0020】
C:0.3〜0.5%
Cは、強度及び靱性を確保するために必要な元素である。さらには、脱炭処理によって、脱炭処理されない内部と脱炭処理される表層とにおけるC含有量に差を設けやすいことが望ましい。そのため、C含有量の下限値は0.3%とする。一方、過度にCを含有すると粗大炭化物が生成して延性及び靱性が低下しやすくなる。また、薄鋼板から素材としてのリング部材を接合によりリング成形する場合に溶接性を確保し難くなる。そのため、C含有量の上限値は0.5%とする。C含有量の上限値は、好ましくは、0.45%、より好ましくは0.40%である。
【0021】
Si:0.5%以下
Siは、溶製時の脱酸剤として有効な元素である。但し、Si含有量が多すぎると延性が著しく低下するため、その上限値を0.5%とする。
【0022】
Mn:0.8%以下
Mnは、溶製時の脱酸剤として有効な元素である。但し、Mn含有量が多すぎると延性が低下するため、その上限値を0.8%とする。
【0023】
Ni:4.0%以下
Niは、焼入れ性向上に有効な元素である。また、炭化物の生成抑制にも有効であり、粒界炭化物の低減による強度、靱性の向上に寄与しうる元素である。但し、Niを過度に含有しても効果は飽和し、また、高価な元素でありコストアップを招くため、Ni含有量の上限値を4.0%とする。Ni含有量の上限値は、好ましくは、2.0%、より好ましくは、1.0%である。
【0024】
Cr:1.0〜4.0%
Crは、焼入れ性向上に有効であり、また、窒化処理による表面硬化層の硬度向上に有効である。その効果を得るため、Cr含有量の下限値は1.0%とする。一方、Crを過度に含有すると炭化物安定効果により炭化物の成長を助長して強度低下を招き、後述する脱炭深さdcの制御が困難となるため、Cr含有量の上限値を4.0%とする。Cr含有量の上限値は、好ましくは、3.5%である。
【0025】
Mo:0.5〜1.5%
Moは、延性を損なうことなく強度、靱性を向上させるのに有効な元素である。その効果を得るため、Mo含有量の下限値は0.5%とする。一方、Mo含有量が多くなりすぎてもその効果が飽和し、コストアップを招く。また、脱炭処理時の温度域において炭化物が安定に存在しやすく、後述する脱炭深さdcの制御が困難となるため、Mo含有量の上限値は1.5%とする。
【0026】
V:0.1〜1.0%
Vは、ピン止め効果による結晶粒径の微細化や、焼戻し軟化抵抗性の向上により強度、靱性を向上させるのに有効な元素である。その効果を得るため、V含有量の下限値は0.1%とする。一方、V含有量が多くなりすぎてもその効果が飽和し、また、粗大な炭化物を生成して強度、靱性を低下させるおそれがある。さらに、後述する脱炭深さdcの制御が困難となるため、V含有量の上限値は1.0%とする。V含有量の上限値は、好ましくは、0.5%である。
【0027】
上記化学成分において、上記各元素以外の残部はFeおよび不可避的不純物である。
上記不可避的不純物としては、少なくとも、S:0.05%以下、P:0.05%以下、N:0.02%以下、O:0.01%以下、Al:0.01%以下、Ti:0.02%以下に制限することが好ましい(請求項6)。以下に、各成分範囲の限定理由について説明する。
【0028】
S:0.05%以下
Sの含有量を0.05%以下に制限した場合には、鋼中のMnSを抑制でき、リング部材の強度向上に寄与しやすくなる。S含有量の上限値は、好ましくは、0.03%、より好ましくは0.01%である。
【0029】
P:0.05%以下
Pの含有量を0.05%以下に制限した場合には、Pの粒界偏析を抑制でき、粒界強度の向上によるリング部材の靱性向上に寄与しやすくなる。P含有量の上限値は、好ましくは、0.03%、より好ましくは、0.01%である。
【0030】
N:0.02%以下
Nの含有量を0.02%以下に制限した場合には、鋼中に少量存在する可能性があるAl、Tiと結合して生成される窒化物を低減することができ、疲労強度向上に寄与しやすくなる。N含有量の上限値は、好ましくは、0.01%である。
【0031】
O:0.01%以下
Oの含有量を0.01%以下に制限した場合には、Al2O3等の酸化物系介在物の粗大化を抑制しやすくなる。そのため、疲労破壊の起点を低減しやすくなり、CVT用リング部材の疲労強度向上に寄与しやすくなる。O含有量の上限値は、好ましくは、0.005%、より好ましくは、0.001%である。
【0032】
Al:0.01%以下
Alは脱酸に効果があるため、0.01%以下の範囲で含有させることができる。Alの含有量を0.01%以下に制限した場合には、鋼中に存在するAlの酸化物系介在物および窒化物系介在物の量を低減しやすくなり、CVT用リング部材の疲労強度向上に寄与しやすくなる。Al含有量の上限値は、好ましくは、0.005%である。
【0033】
Ti:0.02%以下
Tiの含有量を0.02%以下に制限した場合には、Alと同様にTiの酸化物系介在物および窒化物系介在物の量を低減しやすくなり、CVT用リング部材の疲労強度向上に寄与しやすくなる。Ti含有量の上限値は、好ましくは、0.01%、より好ましくは、0.005%である。
【0034】
上記脱炭工程において用いられる素材としてのリング部材は、熱処理が施されていてもよい。この場合、具体的な熱処理としては、例えば、焼入れ、焼戻し、焼鈍などを例示することができる。熱処理は、1または2以上実施することができる。
【0035】
焼入れ方法としては、例えば、素材としてのリング部材を、真空もしくは還元性雰囲気にて850℃〜1000℃に0.5時間〜1時間保持した後、冷却(空冷、ガス冷、油冷、水冷等)する方法などを例示することができる。また、焼戻し方法としては、例えば、真空もしくは還元性雰囲気にて400℃〜750℃に0.5時間〜1時間保持した後、冷却(空冷、ガス冷等)する方法などを例示することができる。
【0036】
上記脱炭工程では、準備したリング部材の表面を脱炭処理することにより、リング部材の表層に、部材内部に存在するマトリックス層の化学成分におけるC含有量(質量%)よりも炭素濃度(質量%)が低くされた脱炭層を形成することができる。この脱炭層は、部材表面からの深さに対する炭素濃度分布(質量%)をとった際に、炭素濃度が連続的に増加する炭素濃度分布を有することが好ましい。なお、マトリックス層のうち脱炭層を含まない部分の化学成分は、脱炭処理されていないので上述の素材としてのリング部材の化学成分と実質的に同一である。
【0037】
ここで、窒化処理された後のリング部材におけるリング幅方向略中央のリング表面から内方に向かう深さであって、素材としてのリング部材のC含有量−0.02%のCを含有する深さを、脱炭深さdcとする。また、窒化処理された後のリング部材の厚みをdrとする。このようにdc、drを定義した場合、脱炭処理は、dc/drが0.03〜0.23の範囲内となるように施されることが好ましい(請求項3)。
【0038】
dc/drが0.03未満になると、脱炭工程後の周長調整や窒化処理により付与可能なひずみ量に顕著な差が得られ難くなり、その結果、リング部材表面に高い圧縮残留応力が生じ難くなり、十分な疲労強度向上を図ることが難しくなる傾向がある。dc/drの下限値は、好ましくは、0.05、より好ましくは、0.10である。一方、dc/drが0.23を超えると、脱炭工程後の周長調整や窒化処理によりひずみ量の傾斜が得られ難くなり、その結果、リング部材表面に高い圧縮残留応力が生じ難くなり、十分な疲労強度向上を図ることが難しくなる傾向がある。dc/drの上限値は、好ましくは、0.20、より好ましくは、0.15である。
【0039】
なお、脱炭深さdcは、窒化処理された後のリング部材のリング幅方向中央において、リング幅方向と垂直な方向にて切断し、この切断面におけるリング表面から内方に向かってEPMA(Electron Probe Micro Analyzer)による線分析を行い、C含有量分布を求めることにより算出することができる。また、脱炭深さdcは、リング周方向に等間隔で3箇所測定して得られた値の平均値である。また、リング部材の厚みdrは、リング周方向に等間隔で3箇所測定して得られた値の平均値である。
【0040】
脱炭処理の方法としては、例えば、処理対象となるリング部材を大気雰囲気等の酸化雰囲気中、好ましくは、300℃〜600℃にて1分〜10分間保持した後、より好ましくは、400℃〜500℃にて1〜10分間保持した後、空冷や油冷等する方法などを例示することができる。なお、上述したように、脱炭処理を行う前に素材としてのリング部材に別途熱処理を施すことも可能であるが、脱炭処理は、素材としてのリング部材の熱処理を兼ねることもできる。
【0041】
周長調整工程は、脱炭工程を経たリング部材の周長を調整する工程である。脱炭処理されたリング部材に対して周長調整加工を加えることにより、脱炭によって発生しうるリング部材表面の引張残留応力を減少させる、もしくは、圧縮残留応力を付与することができる。
【0042】
周長調整工程は、脱炭処理を経たリング部材を複数のローラの外周に掛け渡し、ローラ間を拡げる方向に張力をかけながらリング部材を回転させることにより周長調整する手順を含むことができる。この際、上記周長調整は、リング部材のローラに接する部位において、リング外側表面に引張による塑性変形が生じるように行うことができる。
【0043】
また、上記周長調整は、リング部材のローラに接しない部位において、リング外側表面およびリング内側表面に引張による塑性変形が生じるように行うこともできる(請求項4)。この際、リング内部よりもリング外側表面およびリング内側表面に、引張による塑性変形が大きく生じるように周長調整を行うことができる。上記リング内部は、具体的には、脱炭処理により生じたリング表面の脱炭層よりも内部(深部)に存在するマトリックス層を指す。
【0044】
上記周長調整を、リング部材のローラに接しない部位において、リング外側表面およびリング内側表面に引張による塑性変形が生じるように行うようにした場合には、リング外側表面だけでなく、リング内側表面についても高い圧縮残留応力を得やすくなる。これは、次の理由によるものと推察される。すなわち、リング部材がローラと接する部位にて塑性変形を生じさせる周長調整の場合、リング外側表面がローラと接するときにローラの円周方向に大きな引張応力を受ける一方、リング内側表面は、リング外側表面に比べてそれほど引張応力を受け難く、圧縮応力を受ける場合もある。これに対して、リング部材がローラと接しない部位にて塑性変形を生じさせる周長調整の場合には、リング外側表面およびリング内側表面がリング内部よりも大きな引張応力を受けやすくなる。それ故、リング外側表面だけでなく、リング内側表面にも高い圧縮残留応力を付与することができる。
【0045】
なお、周長調整工程におけるローラは、通常、駆動源に接続された主ローラと、主ローラに合わせて動く従動ローラの2つを用いれば足りるが、補助的なローラ等を1つまたは2つ以上併用することもできる。
【0046】
また、上記周長調整は、(周長調整前におけるリング部材のリング厚み)/(ローラのローラ直径)が7.0×10−3未満の条件とすることができる(請求項5)。
【0047】
この場合には、ベルト外側表面の圧縮残留応力を高く維持したまま、ベルト内側表面の圧縮残留応力も大幅に向上させることが可能になる。そのため、さらなる疲労強度の向上に有利である。(周長調整前におけるリング部材のリング厚み)/(ローラのローラ直径)は、好ましくは、6.0×10−3以下、より好ましくは、5.0×10−3以下であるとよい。
【0048】
窒化工程は、周長調整工程を経たリング部材の表面を窒化処理する工程である。この窒化処理により、窒素が侵入・拡散して窒素の固溶および/または合金窒化物の析出による表面硬化層が形成される。この表面硬化層は、表層に脱炭層が形成されたリング部材の表面が窒化処理されて形成されたものであるため、脱炭層の全てもしくは脱炭層を部分的に含み得る。より具体的には、表面硬化層が脱炭層の全てを含む場合、表面硬化層よりも内部に位置するマトリックス層には脱炭層が含まれないが、表面硬化層が脱炭層を部分的に含んでいる場合には、表面硬化層よりも内部に位置するマトリックス層に脱炭層の一部を含み得る。いずれの場合にせよ、表面硬化層には、マトリックス層のうち脱炭層を含まない部分の化学成分におけるC含有量(質量%)よりも炭素濃度(質量%)が低くされた部分が含まれることになる。
【0049】
窒化処理の方法としては、例えば、ガス雰囲気を制御可能なバッチ炉を用い、NH3とN2および/またはH2の混合ガス雰囲気、N2とH2等の雰囲気中において、400℃〜450℃の温度に30分〜4時間保持する方法などを例示することができる。
【0050】
上記CVT用リング部材の製造方法は、基本的に、上述した工程を有しているが、他にも例えば、窒化工程の後に、さらなるリング部材表面における圧縮残留応力の向上を図るために、ショットピーニングに代表される表面処理を施す工程を行うことが妨げられるものではない。つまり、上記CVT用リング部材の製造方法は、上述した工程を有しているため、基本的にショットピーニングを施さなくても疲労強度に優れた構造用鋼からなるCVT用リング部材を得ることが可能であるが、さらにこれ以上に高い疲労強度を付与したい場合もありうるため、その場合には窒化工程の後に、ショットピーニングを施す工程を追加することができる。また例えば、窒化工程の後に、耐摩耗性等の他の要求特性を向上させるために熱処理や表面処理を施す工程や、周長調整工程の前に表面処理を施す工程等を任意に追加することができる。
【0051】
次に、上記CVT用リング部材について説明する。上記CVT用リング部材は、上記CVT用リング部材の製造方法により好適に得ることができるものであり、上記のように、表面硬化層とマトリックス層とを有している。なお、マトリックス層の化学成分は、マトリックス層のうち脱炭層を含まない部分における化学成分であるため、上記した素材としてのリング部材の化学成分と実質的に同一の成分を採りうる。上記化学成分における不可避的不純物は、少なくとも、S:0.05%以下、P:0.05%以下、N:0.02%以下、O:0.01%以下、Al:0.01%以下、Ti:0.02%以下に制限することが好ましい。これら各成分の制限理由については、上述した製造方法で説明した制限理由に準ずるので詳細な説明は省略する。
【0052】
上記CVT用リング部材における、リング外側表面の圧縮残留応力は、優れた疲労強度を得る等の観点から、1100MPa以上、好ましくは、1150MPa以上、より好ましくは、1200MPa以上であるとよい。
【0053】
上記CVT用リング部材は、そのリング幅方向略中央のリング表面から内方に向かう深さであって、上記マトリックス層のC含有量−0.02%のCを含有する深さを脱炭深さdcとするとともに、CVT用リング部材の厚みをdrとした場合、dc/drが、好ましくは0.03〜0.23、より好ましくは0.05〜0.20、さらに好ましくは0.05〜0.15の範囲内とされているとよい。リング外側表面の圧縮残留応力が一層高くなり、優れた疲労強度を得やすくなるからである。
【0054】
なお、CVT用リング部材の厚みは特に限定されるものではないが、例えば、0.1mm〜0.5mmの範囲内とすることができる。
【0055】
次に、上記CVTベルトについて説明する。上記CVTベルトにおいて、CVT用リング部材の積層数は特に限定されるものではなく、車両排気容量などの違いによるCVTベルトへの要求強度の差異等を考慮して、例えば、5層〜10層程度の積層数を採用することが可能である。
【実施例】
【0056】
実施例に係るCVT用リング部材の製造方法、実施例に係るCVT用リング部材、実施例に係るCVTベルトについて、適宜図面を用いて具体的に説明する。
【0057】
実施例に係るCVT用リング部材の製造方法は、薄い構造用鋼板からリング状に形成された素材としてのリング部材の表面を脱炭処理する脱炭工程と、脱炭工程を経たリング部材の周長を調整する周長調整工程と、周長調整工程を経たリング部材の表面を窒化処理する窒化工程とを有している。素材としてのリング部材の化学成分は、質量%で、C:0.3〜0.5%、Si:0.5%以下、Mn:0.8%以下、Ni:4.0%以下、Cr:1.0〜4.0%、Mo:0.5〜1.5%、V:0.1〜1.0%を含有し、残部がFeおよび不可避的不純物よりなる。上記脱炭処理は、dc/drが0.03〜0.23の範囲内となるように施される。但し、dcは、窒化処理された後のリング部材におけるリング幅方向略中央のリング表面から内方に向かう深さであって、素材としてのリング部材のC含有量−0.02%のCを含有する深さ(脱炭深さ)である。drは、窒化処理された後のリング部材の厚みである。
【0058】
実施例に係るCVT用リング部材1は、図1および図2に示すように、薄い構造用鋼板から形成されたものである。CVT用リング部材1は、ショットピーニング処理が施されることなく窒化処理によって硬化された表面硬化層1aと、表面硬化層1aよりも内部に位置するマトリックス層1bとを有している。なお、本例において、表面硬化層1aは、リング外側表面O側およびリング内側表面I側の両方に存在している。マトリックス層1bの化学成分は、質量%で、C:0.3〜0.5%、Si:0.5%以下、Mn:0.8%以下、Ni:4.0%以下、Cr:1.0〜4.0%、Mo:0.5〜1.5%、V:0.1〜1.0%を含有し、残部がFeおよび不可避的不純物よりなっている。表面硬化層1aは、その表面から内方にマトリックス層1bの化学成分におけるC含有量よりも炭素濃度が低くされた部分を含んでいる。また、表面硬化層1aは、少なくともリング外側表面Oの圧縮残留応力が1100MPa以上とされている。
【0059】
実施例に係るCVTベルト2は、図3に示すように、上述した実施例に係るCVT用リング部材1が複数積層されて形成されている。各CVT用リング部材1はそれぞれを積層配置できるように周長が若干異なっている。なお、図3は、一対のCVTベルト2a、2bに複数のエレメント3を組み付けた状態を示している。
【0060】
以下では、各種製造条件の異なるCVT用リング部材の試料を作製し、その特性の調査を行う実験を行った。この実験例に基づき、実施例のCVT用リング部材の製造方法、実施例のCVT用リング部材をさらに詳細に説明する。
【0061】
(実験例1)
表1に示す各化学成分組成を有する鋼塊を30kgVIM溶解炉にて溶解して作製した。次いで、鋼塊を表面研削する皮削り工程を経た後、熱間圧延によって厚鋼板に成形し、その後、冷間圧延によって薄鋼板(板厚0.4mm)に成形した。次いで、薄鋼板を管状に成形して溶接した後に溶接部の内部組織の均一化を図るために焼鈍処理し、所定のリング幅となるように切断したものをリング圧延し、素材としてのリング部材を準備した。なお、上記溶接は、プラズマ溶接により行った。
【0062】
【表1】
【0063】
その後、上記リング部材に焼入れの熱処理を施した。この際、焼入れ条件は、表2に示すように、各リング部材を真空炉にて850℃〜1000℃に0.5時間保持した後、N2ガスにてガス冷するという条件とした。なお、本実験例1では、焼入れの熱処理を施した後、焼戻しの熱処理を施さなかったが、得られるリング部材の靱性を確保するために、適宜、焼戻しを施すこともできる。
【0064】
上記のようにして準備したリング部材の表面に対し、脱炭処理を施した。この際、脱炭処理の条件は、表2に示すように、各リング部材を大気雰囲気中(酸化雰囲気中)にて300℃〜600℃に1分〜10分間保持した後、空冷するという条件とした。
【0065】
次に、上記脱炭処理を施したリング部材に対し、周長を調整する周長調整を行った。具体的には、上記周長調整は、図4に示すように、脱炭処理を施したリング部材を一対のローラ4a、4bの外周に掛け渡し、ローラ4aとローラ4bとの間を図中の矢印T方向に拡げることにより張力をかけながらリング部材を回転させることにより行った。なお、本例における(周長調整前におけるリング部材のリング厚み)/(ローラのローラ直径)は、6.0×10−3とした。
【0066】
次に、周長調整を施したリング部材の表面に対し、窒化処理を施した。この際、窒化処理の条件は、ガス雰囲気を制御可能なバッチ炉を用い、NH3とN2との混合ガス雰囲気中において400℃〜450℃の温度に1時間保持するという条件とした。
【0067】
以上により、試料1〜試料14のCVT用リング部材を作製した。また、脱炭処理を行うことなく試料15、試料16のCVT用リング部材を作製した。また、先に周長調整を行った後に脱炭処理を行うことにより試料17のCVT用リング部材を作製した。
【0068】
この際、各CVT用リング部材の作製時における脱炭処理による脱炭深さdcを以下のようにして求めた。具体的には、窒化処理された後のリング部材を、リング幅方向中央の位置にてリング幅方向と垂直な方向に切断した。得られた切断面におけるリング表面から内方に向かって1μmピッチで、EPMA(Electron Probe Micro Analyzer)による線分析による炭素濃度分布(質量%)を測定した。素材としてのリング部材のC含有量−0.02%のCを含有する深さ位置とリング外側表面との距離を、リング部材の脱炭深さdcとした。なお、上記脱炭深さdcは、リング周方向に等間隔で3箇所測定して得られた値の平均値である。また、マイクロメーターを用いて、窒化処理された後のリング部材の厚みdrを求めた。なお、上記リング部材の厚みdrは、リング周方向に等間隔で3箇所測定して得られた値の平均値である。そして、上記脱炭深さdc/上記リング厚みdrを算出した。
【0069】
また、得られたCVT用リング部材のリング外側表面における圧縮残留応力を測定した。具体的には、管球にCr管球を使用するとともに解析方法に並傾法を適用し、CVT用リング部材のリング外側表面にX線をあてて圧縮残留応力を測定した。
【0070】
なお、図5は、同形状のリング部材を用いて予め求めておいた、ベルト外側表面の圧縮残留応力と疲労寿命との関係を示したものである。上記疲労寿命は、複数のローラを有し、そのローラ間でリング部材に対して定められたテンションをかけることができ、ローラを回転することによりリング部材に繰り返し曲げ応力をかけることのできる疲労試験機を用いて測定したものである。図5によれば、ベルト外側表面の圧縮残留応力と疲労寿命とは正の相関関係があり、ベルト外側表面の圧縮残留応力が大きくなるほど、疲労寿命が大きくなるといえる。
【0071】
表2に、試料1〜試料17のCVT用リング部材の製造条件および各種特性をまとめて示す。
【0072】
【表2】
【0073】
表2から次のことが分かる。すなわち、試料15のCVT用リング部材は、Niを多く含有し、その添加効果により高い圧縮残留応力を有し、疲労強度に優れる。しかし、高価な合金元素であるNiを多く含有するため、CVT用リング部材が高価になり、その結果、CVTベルトも高価になる。
【0074】
試料16のCVT用リング部材は、高価な合金元素を過度に含有することがなく、比較的材料コストは安価にすることが可能である。しかし、製造時においてリング部材に脱炭処理を施していないため、窒化により通常の窒素量しか含有させることができない。そのため、リング部材の表面に従来以上のひずみ量を確保することが困難であり、窒化処理だけではこれ以上の圧縮残留応力の向上を望むことができない(後述の試料1〜試料3のCVT用リング部材も参照)。そのため、疲労強度の向上を図るためには、窒化処理した後にショットピーニングが必要となる。したがって、その施工費用により材料コストの低減効果が相殺されてしまい、全体として低コスト化を図ることは困難である。
【0075】
試料17のCVT用リング部材は、脱炭処理が施されたリング部材に対して周長調整を施しておらず、周長調整を行った後に脱炭処理を行っている。そのため、試料16のCVT用リング部材と比較して、脱炭処理したことにより却ってリング外側表面の圧縮残留応力が低下しており、圧縮残留応力の向上を図ることができていない。これは、リング部材表面の脱炭処理によって発生した引張残留応力を周長調整工程によって減ずることができなかったためであると推察される。
【0076】
これらに対し、試料1〜試料13のCVT用リング部材は、マルエージング鋼を用いず、かつ、高価なショットピーニングを施さなくても、リング外側表面に高い圧縮残留応力を有していることがわかる。それ故、このリング外側表面における高い圧縮残留応力により、疲労強度の向上を図ることできるといえる。したがって、これらCVT用リング部材を複数積層してなるCVTベルトは、比較的安価であり、かつ、疲労強度に優れたものとすることができる。
【0077】
なお、試料14のCVT用リング部材は、熱処理される前のリング部材の化学成分におけるC含有量が0.3%を下回っている。そのため、脱炭処理およびその後の窒化処理による圧縮残留応力の付与効果が十分に得られなかった。このように熱処理される前のリング部材の化学成分におけるC含有量が0.3%未満である場合には、リング外側表面に高い圧縮残留応力を付与し難くなる傾向があることがわかる。
【0078】
また、試料1〜試料11のCVT用リング部材と、試料11および試料12のCVT用リング部材とを比較すると次のことがわかる。試料11および試料12のCVT用リング部材は、dc/drが0.03、0.23の条件で製造されたものである。これに対し、試料1〜試料11のCVT用リング部材は、dc/drが0.05〜0.20の範囲内で製造されたものである。そのため、リング外側表面に高い圧縮残留応力が付与されやすく、1200MPa以上という、より高い圧縮残留応力が得られる。したがって、疲労強度に一層優れることがわかる。
【0079】
(実験例2)
実験例2は、基本的に、実験例1における試料1のCVT用リング部材の製造と同様にして各種リング部材の製造を行ったものである。但し、実験例2は、周長調整時におけるリング外側表面およびリング内側表面に生じさせる塑性変形の状態が種々変化するように周長調整を行った点で、実験例1と異なっている。
【0080】
上記のような周長調整方法の違いによる差異を調査するため、具体的には、表3に示すように、(周長調整前におけるリング部材のリング厚み)/(ローラのローラ直径)を種々変更した試料18〜試料22のCVT用リング部材を作製した。そして、上述した測定方法に準じて、これらCVT用リング部材におけるリング外側表面およびリング内側表面の圧縮残留応力を測定した。表3に、実験条件と測定した圧縮残留応力の結果とをまとめて示す。
【0081】
【表3】
【0082】
表3から次のことがわかる。すなわち、試料22のCVT用リング部材によれば、リング部材の厚み/ローラ直径が7.0×10−3以上になると、ベルト外側表面の圧縮残留応力が大きくなるものの、ベルト内側表面の圧縮残留応力が850MPaを下回る傾向が見られることがわかる。
【0083】
これに対し、試料18〜試料21のCVT用リング部材によれば、リング部材の厚み/ローラ直径が7.0×10−3未満になると、ベルト外側表面の圧縮残留応力を高く維持したまま、ベルト内側表面の圧縮残留応力を850MPa以上とすることができることがわかる。また、その効果は、リング部材の厚み/ローラ直径が5.0×10−3以下とした場合により大きくなることがわかる。
【0084】
このように、リング部材のローラに接しない部位において、リング外側表面およびリング内側表面に引張による塑性変形が生じるように周長調整を行う、具体的には、リング内部よりもリング外側表面およびリング内側表面に、引張による塑性変形が大きく生じるように周長調整を行うことにより、ベルト外側表面の圧縮残留応力だけでなく、ベルト内側表面の圧縮残留応力まで高くすることができることが確認された。これは、リング外側表面およびリング内側表面側に存在する脱炭層よりも内側(深部)に存在するマトリックス層に比べ、脱炭層の方がより大きく塑性変形したためであると推察される。したがって、上記周長調整の方法によれば、疲労強度に特に優れたリング部材、CVTベルトを得ることが可能になる。
【0085】
以上、実施例について説明したが、本発明は、上記実施例により限定されるものではなく、本発明の趣旨を逸脱しない範囲内で種々の改変が可能なものである。
【符号の説明】
【0086】
1 CVT用リング部材
1a 表面硬化層
1b マトリックス層
2a、2b CVTベルト
3 エレメント
4a、4b ローラ
【特許請求の範囲】
【請求項1】
薄い構造用鋼板からリング状に形成された素材としてのリング部材の表面を脱炭処理する脱炭工程と、
上記脱炭工程を経たリング部材の周長を調整する周長調整工程と、
上記周長調整工程を経たリング部材の表面を窒化処理する窒化工程とを少なくとも有することを特徴とするCVT用リング部材の製造方法。
【請求項2】
請求項1に記載のCVT用リング部材の製造方法において、
上記素材としてのリング部材の化学成分が、質量%で、C:0.3〜0.5%、Si:0.5%以下、Mn:0.8%以下、Ni:4.0%以下、Cr:1.0〜4.0%、Mo:0.5〜1.5%、V:0.1〜1.0%を含有し、残部がFeおよび不可避的不純物よりなることを特徴とするCVT用リング部材の製造方法。
【請求項3】
請求項1または2に記載のCVT用リング部材の製造方法において、
上記窒化処理された後のリング部材におけるリング幅方向略中央のリング表面から内方に向かう深さであって、上記素材としてのリング部材のC含有量−0.02%のCを含有する深さを脱炭深さdcとするとともに、上記窒化処理された後のリング部材の厚みをdrとした場合、
上記脱炭処理は、上記dc/上記drが0.03〜0.23の範囲内となるように施されることを特徴とするCVT用リング部材の製造方法。
【請求項4】
請求項1〜3のいずれか1項に記載のCVT用リング部材の製造方法において、
上記周長調整工程は、上記脱炭処理を経たリング部材を複数のローラの外周に掛け渡し、上記ローラ間を拡げる方向に張力をかけながら上記リング部材を回転させることにより、上記リング部材を周長調整する手順を含み、
上記周長調整は、上記リング部材の上記ローラに接しない部位において、リング外側表面およびリング内側表面に引張による塑性変形が生じるように行われることを特徴とするCVT用リング部材の製造方法。
【請求項5】
請求項1〜4のいずれか1項に記載のCVT用リング部材の製造方法において、
上記周長調整工程は、上記脱炭処理を経たリング部材を複数のローラの外周に掛け渡し、上記ローラ間を拡げる方向に張力をかけながら上記リング部材を回転させることにより、上記リング部材を周長調整する手順を含み、
上記周長調整は、(周長調整前における上記リング部材のリング厚み)/(上記ローラのローラ直径)が7.0×10−3未満の条件で行われることを特徴とするCVT用リング部材の製造方法。
【請求項6】
請求項2に記載のCVT用リング部材の製造方法において、
上記リング部材の化学成分における不可避的不純物が、少なくとも、S:0.05%以下、P:0.05%以下、N:0.02%以下、O:0.01%以下、Al:0.01%以下、Ti:0.02%以下に制限されていることを特徴とするCVT用リング部材の製造方法。
【請求項7】
薄い構造用鋼板から形成されたリング部材であって、
ショットピーニング処理が施されることなく窒化処理によって硬化された表面硬化層と、該表面硬化層よりも内部に位置するマトリックス層とを有し、
上記マトリックス層の化学成分は、質量%で、C:0.3〜0.5%、Si:0.5%以下、Mn:0.8%以下、Ni:4.0%以下、Cr:1.0〜4.0%、Mo:0.5〜1.5%、V:0.1〜1.0%を含有し、残部がFeおよび不可避的不純物よりなり、
上記表面硬化層は、その表面から内方に上記マトリックス層の化学成分におけるC含有量よりも炭素濃度が低くされた部分を含んでおり、
少なくともリング外側表面の圧縮残留応力が1100MPa以上であることを特徴とするCVT用リング部材。
【請求項8】
請求項7に記載のCVT用リング部材が複数積層されて形成されていることを特徴とするCVTベルト。
【請求項1】
薄い構造用鋼板からリング状に形成された素材としてのリング部材の表面を脱炭処理する脱炭工程と、
上記脱炭工程を経たリング部材の周長を調整する周長調整工程と、
上記周長調整工程を経たリング部材の表面を窒化処理する窒化工程とを少なくとも有することを特徴とするCVT用リング部材の製造方法。
【請求項2】
請求項1に記載のCVT用リング部材の製造方法において、
上記素材としてのリング部材の化学成分が、質量%で、C:0.3〜0.5%、Si:0.5%以下、Mn:0.8%以下、Ni:4.0%以下、Cr:1.0〜4.0%、Mo:0.5〜1.5%、V:0.1〜1.0%を含有し、残部がFeおよび不可避的不純物よりなることを特徴とするCVT用リング部材の製造方法。
【請求項3】
請求項1または2に記載のCVT用リング部材の製造方法において、
上記窒化処理された後のリング部材におけるリング幅方向略中央のリング表面から内方に向かう深さであって、上記素材としてのリング部材のC含有量−0.02%のCを含有する深さを脱炭深さdcとするとともに、上記窒化処理された後のリング部材の厚みをdrとした場合、
上記脱炭処理は、上記dc/上記drが0.03〜0.23の範囲内となるように施されることを特徴とするCVT用リング部材の製造方法。
【請求項4】
請求項1〜3のいずれか1項に記載のCVT用リング部材の製造方法において、
上記周長調整工程は、上記脱炭処理を経たリング部材を複数のローラの外周に掛け渡し、上記ローラ間を拡げる方向に張力をかけながら上記リング部材を回転させることにより、上記リング部材を周長調整する手順を含み、
上記周長調整は、上記リング部材の上記ローラに接しない部位において、リング外側表面およびリング内側表面に引張による塑性変形が生じるように行われることを特徴とするCVT用リング部材の製造方法。
【請求項5】
請求項1〜4のいずれか1項に記載のCVT用リング部材の製造方法において、
上記周長調整工程は、上記脱炭処理を経たリング部材を複数のローラの外周に掛け渡し、上記ローラ間を拡げる方向に張力をかけながら上記リング部材を回転させることにより、上記リング部材を周長調整する手順を含み、
上記周長調整は、(周長調整前における上記リング部材のリング厚み)/(上記ローラのローラ直径)が7.0×10−3未満の条件で行われることを特徴とするCVT用リング部材の製造方法。
【請求項6】
請求項2に記載のCVT用リング部材の製造方法において、
上記リング部材の化学成分における不可避的不純物が、少なくとも、S:0.05%以下、P:0.05%以下、N:0.02%以下、O:0.01%以下、Al:0.01%以下、Ti:0.02%以下に制限されていることを特徴とするCVT用リング部材の製造方法。
【請求項7】
薄い構造用鋼板から形成されたリング部材であって、
ショットピーニング処理が施されることなく窒化処理によって硬化された表面硬化層と、該表面硬化層よりも内部に位置するマトリックス層とを有し、
上記マトリックス層の化学成分は、質量%で、C:0.3〜0.5%、Si:0.5%以下、Mn:0.8%以下、Ni:4.0%以下、Cr:1.0〜4.0%、Mo:0.5〜1.5%、V:0.1〜1.0%を含有し、残部がFeおよび不可避的不純物よりなり、
上記表面硬化層は、その表面から内方に上記マトリックス層の化学成分におけるC含有量よりも炭素濃度が低くされた部分を含んでおり、
少なくともリング外側表面の圧縮残留応力が1100MPa以上であることを特徴とするCVT用リング部材。
【請求項8】
請求項7に記載のCVT用リング部材が複数積層されて形成されていることを特徴とするCVTベルト。
【図1】


【図2】

【図3】
【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−87849(P2013−87849A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−228141(P2011−228141)
【出願日】平成23年10月17日(2011.10.17)
【出願人】(000116655)愛知製鋼株式会社 (141)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月17日(2011.10.17)
【出願人】(000116655)愛知製鋼株式会社 (141)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]