
Fターム[4K042DD05]の内容
Fターム[4K042DD05]に分類される特許
1 - 20 / 178
穿孔圧延用工具
【課題】耐久性に優れた穿孔圧延用工具およびその製造方法を提供する。
【解決手段】質量%で、C:0.05〜0.5%、Si:0.1〜1.5%、Mn:0.1〜1.5%、Cr:0.1〜1.5%、Mo:0.6〜3.5%、W:0.5〜3.5%、Nb:0.1〜1.0%を含み、さらにCo:0.5〜3.5%、Ni:0.5〜4.0%を、1.0<Ni+Co<4.0を満足する基材の表面にスケール層を形成する。そのスケール層のうち基材側に形成されるスケール層を、深さ方向に10〜200μmの厚さを有する地鉄と複雑に絡み合ったネット状スケール層とし、該ネット状スケール層と基材との界面から深さ方向で少なくとも300μmの範囲の基材側組織を、面積率50%以上のフェライト相を含み、かつ該フェライト相が最大長さ:1〜60μmのフェライト粒を400個/mm2以上含む。
(もっと読む)
熱間プレス成形品およびその製造方法
【課題】Zn−Fe系めっき層を形成した表面処理鋼板を用いて、熱間プレス成形するに際し、プレス成形中に、めっき層の剥離や母材の粒界割れを回避して良好な特性の熱間プレス成形品を製造するための有用な方法、およびこうした方法によって得られる熱間プレス成形品を提供する。
【解決手段】Zn−Fe系めっき層が素地鋼板表面に形成された表面処理鋼板を、熱間プレス成形法によって成形して熱間プレス成形品を製造するに当たり、前記表面処理鋼板を、素地鋼板のAc1変態点以上、950℃以下の温度に加熱し、めっき層中のFe含有量に応じためっき層の凝固点以下の温度まで表面処理鋼板を冷却した後、成形を開始する。
(もっと読む)
CVT用リング部材の製造方法およびCVT用リング部材ならびにCVTベルト
【課題】マルエージング鋼を用いず、高価なショットピーニングを施さなくても疲労強度の向上を図ることが可能なCVT用リング部材を提供する。
【解決手段】薄い構造用鋼板からリング状に形成された素材としてのリング部材を脱炭処理、周長調整、窒化処理する。素材としてのリング部材の化学成分は、質量%で、C:0.3〜0.5%、Si:0.5%以下、Mn:0.8%以下、Ni:4.0%以下、Cr:1.0〜4.0%、Mo:0.5〜1.5%、V:0.1〜1.0%を含有し、残部がFe及び不可避的不純物よりなるとよい。脱炭処理は、窒化処理後のリング部材におけるリング幅方向略中央のリング表面から内方に向かう深さであって、素材としてのリング部材のC含有量−0.02%のCを含有する深さを脱炭深さdcとし、窒化処理された後のリング部材の厚みをdrとした場合、dc/drが0.03〜0.23の範囲内で行うとよい。
(もっと読む)
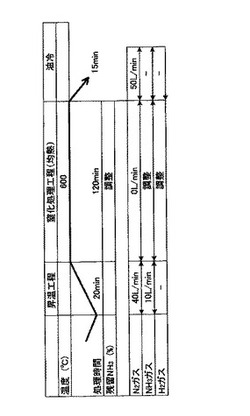
鋼部材の表面処理方法及び鋼部材の処理品
【課題】 摺動特性に優れた処理品が得られる鋼部材の表面処理方法を提供する。
【解決手段】 鋼部材に対してガス雰囲気中で窒化処理を行い鋼部材表面に窒素拡散層を形成し、その後浸硫処理を行う鋼部材の表面処理方法であって、前記窒化処理工程において該鋼部材表面の鉄窒化化合物層の厚さを1μm以下とし、該鋼部材の表面に浸硫処理を行う。具体的には、前記窒化処理工程において処理条件を次のように制御する。雰囲気条件:NH3ガスの分圧が0.01〜0.07、H2ガスの分圧が0.83〜0.90、N2ガスの分圧が残部、処理温度条件:500〜620℃。
(もっと読む)
差強度鋼管の製造方法

【課題】接合部信頼性、エネルギーコスト、表面性状、製品形状の各点で有利に製造できる、差強度鋼管の製造方法を提供する。
【解決手段】C:0.05〜0.20質量%、Si:0.5〜2.0質量%、Mn:1.0〜3.0質量%、P:0.1質量%以下、S:0.01質量%以下を含有し、残部がFe及び不可避的不純物であり、フェライト相とマルテンサイト相との2相組織又は該2相と残留オーステナイト相との3相組織をなし、引張強度が980MPa以上である電縫鋼管を素管に用い、複数の相異なる管長さ部分を500〜750℃に加熱後室温まで冷却する熱処理を施して、該熱処理部3に、引張強度が未熱処理部4に比し200MPa以上低く、且つ、引張強度と伸びの積が15000MPa・%以上である機械的特性を付与する。
(もっと読む)
機械部品の製造方法
【課題】表面硬化処理をした機械部品の製造方法において、浸炭と高周波焼入れとの併用を可能にし、全体として歪みが小さく、かつ表面強度が高い機械部品を製造する方法を提供する。
【解決手段】質量%で、C:0.10〜0.30%、Si:0.50〜3.00%、Mn:0.30〜3.00%、P:0.030%以下、S:0.030%以下、Cu:0.01〜1.00%、Ni:0.01〜3.00%、Cr:0.20〜1.00%、Al:0.20%以下およびN:0.05%以下を含有し、残部がFeおよび不可避な不純物からなり、かつ、[Si%]+[Ni%]+[Cu%]−[Cr%]>0.50 の条件を満たす合金組成を有する鋼を材料として使用し、これを部品形状に加工し、真空浸炭処理を施したのち徐冷し、ついで高周波焼入れにより表面を硬化させることからなり、高周波焼入れを、760〜900℃に加熱してこの範囲内の温度に保持した後、水冷却することにより実施する。
(もっと読む)
連続鋳造機用ロール
【課題】軸状のアーバーの外周に嵌められる円筒状スリーブの耐摩耗性及び耐き裂進展性を高めた連続鋳造機用ロールを提供する。
【解決手段】軸状のアーバー20の外周に円筒状のスリーブ30を嵌めてなる連続鋳造機用ロール10であって、スリーブは、質量%にて、C:0.01〜0.06%、Si:0%を超えて1.0%以下、Mn:0%を超えて1.0%以下、Ni:3.5〜6.5%、Cr:11.0〜14.0%、Mo:0%を超えて1.0%以下、V:0.1〜0.4%を含み、残部Fe及び不可避不純物からなる。
(もっと読む)
鋼製歯車およびその製造方法
【課題】従来より高い寸法精度を有する鋼製歯車を提供する。
【解決手段】鋼製歯車1は、外周面20aに歯形10が形成された略円筒状の外周リング部2と、外周リング部2の内周面20bから径方向内方に延設されたフランジ部3とを有する。外周リング部2は、フランジ部3との連結位置よりも軸方向一方側に突出する第1突出部21と軸方向他方側に突出する第2突出部22とを備える。第1突出部21の軸方向長さは第2突出部22の軸方向長さよりも長い。外周リング部2には、歯形10の表層に形成された浸炭層4と、浸炭層4を含み外周面20aから内方に向かう深さが浸炭層4の深さよりも深い領域であって高周波誘導加熱によりオーステナイトになるまで加熱された履歴を有する熱履歴層5とが形成されている。歯形10の歯底104から内方に向かう熱履歴層5の深さTは、第1突出部21よりも第2突出部22の方が深くされている。
(もっと読む)
鋼製部品、単気筒内燃機関、鞍乗型車両および鋼製部品の製造方法
【課題】転がり軸受に接する表面におけるフレーキングの発生が抑制され、フレーキング寿命に優れた鋼製部品およびその製造方法を提供する。
【解決手段】該鋼製部品は、転がり軸受に接する表面を有する。表面から0.1mmの深さにおいて、残留オーステナイト量が50vol%以上で、且つ、ビッカース硬さHVが710以上である。また、該鋼製部品は疲労強度を向上させるため、浸炭窒化処理が施されているか、または、浸炭処理および窒化処理が施されている。
(もっと読む)
軌道部材の熱処理方法
【課題】軌道部材(転がり軸受の軌道輪等)の熱処理方法として、軌道面の残留オーステナイト量を高く保持しながら、芯部の残留オーステナイト量を低く抑えることができる方法を提供する。
【解決手段】高炭素クロム軸受鋼からなる軌道部材全体をA1変態点以上の温度に保持して浸炭窒化処理を行った後、A1変態点未満の温度に急冷する浸炭窒化・一次焼入れ工程と、軌道面の表層部が浸炭窒化処理温度以上の温度になり、それ以外の部分(芯部全体と軌道面以外の表層部)が浸炭窒化処理温度未満の温度になるように、軌道部材を加熱する予熱工程と、軌道部材全体をA1変態点以上の温度に保持した後にMS変態点以下の温度まで急冷する二次焼入れ工程と、焼戻し工程を、この順に行う。
(もっと読む)
軌道輪の製造方法、軌道輪および転がり軸受
【課題】焼入装置の製作コストを抑制しつつ、高周波焼入によって焼入硬化層を転走面に沿って全周にわたって均質に形成することが可能な軌道輪の製造方法を提供する。
【解決手段】転がり軸受の軌道輪の製造方法は、0.95〜1.10%の炭素と、0.40〜0.70%の珪素と、0.90〜1.15%のマンガンと、0.90〜1.20%のクロムとを含有し、残部鉄および不純物からなる鋼から構成される成形体を準備する工程(S10)と、成形体において軌道輪の転走面となるべき環状領域の一部に面するように配置され、成形体を誘導加熱する誘導加熱部材を、環状領域の周方向に沿って相対的に回転させることにより、成形体にA1点以上の温度に加熱された環状の加熱領域を形成する工程(S30)と、加熱領域全体をMS点以下の温度に同時に冷却する工程(S40)とを備えている。
(もっと読む)
熱間圧延用遠心鋳造製ロール外層材および複合ロール
【課題】耐摩耗性、およびロール表層の耐疲労性に優れた熱間圧延用遠心鋳造製ロール外層材および遠心鋳造製複合ロールを提供する。
【解決手段】外層を、質量%で、C:2.2〜2.8%、Si:0.2〜0.7%、Mn:0.2〜0.7%、Cr:5.0〜8.0%、Mo:4.4〜6.0%、V:5.3〜7.0%、Nb:0.6〜1.3%、Ti:0.002〜0.1%、Cu:0.01〜0.2%を、10.4<(Mo+V)≦12.5、および0.6≦(C−0.24V−0.13Nb−0.25Ti)≦1.3(ここで、Mo、V、C、Nb:各元素の含有量(質量%))を満足するように含有し、残部Feおよび不可避的不純物からなる組成を有する遠心鋳造製外層材とし、該外層材に軸材を溶着一体化した複合ロールとする。これにより、耐摩耗性に優れるとともに、表層の耐疲労性にも優れた、熱間仕上圧延後段用ロールとして好適な遠心鋳造製複合ロールとなる。
(もっと読む)
コイルばね及びその製造方法
【課題】疲労強度及び耐へたり性に優れ、例えば自動車用エンジンの弁ばねやトランスミッション用ばねとして好適な高強度コイルばねと、このようなコイルばねの製造方法を提供すること。
【解決手段】質量比で、0.5%を超え0.9%以下のC、0.8〜3.5%のSi、0.3〜3.0%のMn、0.5〜3.5%のCr、必要に応じて、さらに0.05〜1.5%のNiと共に、0.05〜1.5%のMo、0.05〜0.5%のV及び0.01〜0.5%のNbから成る群から選ばれた少なくとも1種の元素を含有し、残部がFeと不可避的不純物である鋼を用い、浸炭処理によって、深さ0.05〜1.00mmの浸炭硬化層を形成すると共に、表面から0.02mmの位置における硬さを650〜1000Hvとなるようにする。
(もっと読む)
パーライト系レールの圧延方法
【課題】本発明は熱間圧延の仕上圧延工程前に意図的にレール頭部のコーナー部を冷却してから圧延を施すことで、頭頂部よりもオーステナイトを微細化することで、熱間圧延後の加速冷却にて冷却速度が速くなるコーナー部でのパーライト変態を促進させる。
【解決手段】質量%で、C:0.65〜1.40%、Si:0.10〜2.00%、Mn:0.10〜2.00%を含有し、残部がFeおよび不可避的不純物からなる組成を有するレール圧延用鋼片を再加熱後、粗圧延、中間圧延、仕上圧延を行いレールとする工程において、中間圧延後にレール頭部のコーナー部を850℃以上かつ、レール頭頂部と比較して30〜80℃低い温度に冷却し、しかる後に圧延パス数が2パス以上かつ圧延パス間を10秒以下とする連続仕上圧延を施す際に、レール頭部のコーナー部の各パスの圧下量の合計値(Rc)が頭頂部の各パスの圧下量の合計値(RT)の比(Rc/RT)が1.2以上となるように圧延を行うパーライト系レールの圧延方法。
(もっと読む)
金属リングの製造方法
【課題】金属リングの溶体化を行う炉内の温度分布を均一化し、金属リングの変形を低減させる金属リングの製造方法を提供する。
【解決手段】金属リングの製造方法は、圧延された金属リングに対する溶体化を行うために、大気圧と同圧の窒素雰囲気下で所定温度に加熱した後、5×10−3Paの真空下で該所定温度に所定時間保持し、その後、3〜155℃/分の冷却速度でマルテンサイト変態開始温度からマルテンサイト変態完了温度まで冷却する工程を備える。
(もっと読む)
炭酸ガスインジェクション用部材向けCr含有鋼管
【課題】耐高圧炭酸ガス腐食性に優れた鋼管を提供する。
【解決手段】mass%で、C:0.05%以下、Si:0.50%以下、Mn:0.10〜1.80%、P:0.03%以下、S:0.005%以下、Cr:14.0〜18.0%、Cu:2.0%以下、Ni:2.5〜6.5%、Mo:0.5〜3.0%、Al:0.05%以下、N:0.15%以下、あるいはさらにNb:0.20%以下、V:0.20%以下、Ti:0.20%以下、W:2.5%以下のうちから選ばれた1種または2種以上を、Cr+3.2Mo+1.6W+0.5Ni+0.3Cu+3N−20C≧22.5を満足するように調整して含み、残部Feおよび不可避的不純物からなる組成の鋼管とする。なお、Caを含有してもよい。これにより、高圧炭酸ガス環境下における耐高圧炭酸ガス腐食性に優れる鋼管となり、炭酸ガスインジェクション用部材向けとして好適である。
(もっと読む)
薄肉鋼加工品及びその熱処理方法
【課題】 普通鋼を所定形状に加工してなる薄肉鋼加工品の所望部位を効率的に高強度化できる薄肉鋼加工品の熱処理方法を提供する。
【解決手段】板厚1.2mm以下、好ましくは板厚0.8mm以下の普通鋼からなる所定形状に加工された薄肉鋼加工品の所望部位を400℃/秒以上の加熱速度でA1変態点以上に急加熱し、A1変態点付近から800℃/秒以上の冷却速度で急冷する工程を有している。薄肉鋼加工品を従来よりも薄い薄肉鋼を使用して製作し、その所望部位に、従来よりも速い加熱速度及び冷却速度で熱処理を施すことにより、合金元素を添加することなく、高強度化が極めて困難であった普通低炭素鋼の高強度化が極めて迅速に可能となり、量産性に適している。
(もっと読む)
拡管性と低温靭性に優れた油井用溶接鋼管の製造方法および溶接鋼管
【課題】肉厚精度±10%を満足しながら、優れた拡管性と低温靭性を有する油井用溶接鋼管を提供する。
【解決手段】C,Si,Mn,Al,P,Sn,S,N,Oを規定し、かつ、30*C+100*(P+Sn)+1000*(S+N+O)を16.0%未満とした鋼スラブを特定の熱延条件で熱間圧延し、得られた熱延鋼帯を、スリットし、連続ロール成形によって円弧状断面とし、該円弧状断面の両端を溶接し、該溶接してなる溶接部のみを750〜1000℃に加熱後500℃以下まで5℃/s以上の冷却速度で冷却することで、拡管性と低温靭性に優れた引張強度490MPa以上、降伏比0.74〜0.92の油井用溶接鋼管を得る。鋼は、Cu,Ni,Cr,Mo,Nb,V,Ti,W,B,Ca,REMのいずれか1種又は2種以上を規定量だけ含有してもよい。
(もっと読む)
被削性及び制振性に優れた鋼材
【課題】鋳造時のノズル詰まりを抑制でき、生産性に優れ、被削性及び制振性に優れた鋼材を提供する。
【解決手段】質量%又は質量ppmで、C:0.4〜1.2%、Si:0.5%超3.0%以下、Mn:0.05〜0.5%、Al:0.2〜1.0%、P:0.02%以下、S:0.007〜0.2%、Ca:5〜100ppm、N:0.0015〜0.030%、O:0.003%以下を含有し、且つ、CaとAlの含有量が次式{0.0005≦Ca/Al≦0.01}を満たす範囲とされ、残部がFe及び不可避的不純物からなる成分組成を有し、鋼組織がフェライト組織及び黒鉛を含み、且つ、黒鉛化率が80%超である。
(もっと読む)
溶接熱影響部の耐粒界応力腐食割れ性に優れたラインパイプ用Cr含有鋼管
【課題】高強度と、靭性、耐食性、耐硫化物応力腐食割れ性に優れ、溶接熱影響部の耐粒界応力腐食割れ性に優れたラインパイプ用Cr含有鋼管を提供する。
【解決手段】C:0.001〜0.015%、Si:0.05〜0.50%、Mn:0.10〜2.0%、Al:0.001〜0.10%、Cr:15.0〜18.0%、Ni:2.0〜6.0%、Mo:1.5〜3.5%、V:0.001〜0.20%、N:0.015%以下を、Cr+Mo+0.4W+0.3Si−43.5C−0.4Mn−Ni−0.3Cu−9N:11.5〜13.3を満足する組成とする。これにより、溶接時に1300℃以上のフェライト単相温度域に加熱され、冷却された溶接熱影響部が、全長に対する比率で、旧フェライト粒界の50%以上がマルテンサイト相および/またはオーステナイト相で占有された組織となり、溶接熱影響部の耐粒界応力腐食割れ性が顕著に向上した鋼管となる。
(もっと読む)
1 - 20 / 178
[ Back to top ]