
Fターム[4K028AA02]の内容
金属質材料の表面への固相拡散 (3,561) | 拡散するもの (900) | Nのみ (302)
Fターム[4K028AA02]に分類される特許
1 - 20 / 302
窒化処理方法
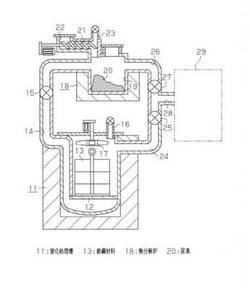
【課題】窒化処理に先立って鉄鋼材料の表面に前処理を施すことなく窒化処理を行うことができるとともに、耐食性を損なうことなく、表面の硬さ等の物性を向上させることができる窒化処理方法を提供する。
【解決手段】窒化処理方法は、熱分解炉18で尿素20を含む窒化剤を450〜600℃に加熱して熱分解し、窒化処理槽11でその分解ガスにより420〜450℃にて鉄鋼材料13の窒化処理を行うものである。窒化剤としては尿素20のみで構成することが好ましく、またその尿素20は肥料用尿素であることが好ましい。鉄鋼材料13としては、SUS304、SUS316等のオーステナイト系ステンレス鋼で代表されるステンレス鋼が用いられる。窒化剤の熱分解により得られる分解ガスは、アンモニアガス及びシアン化水素ガスを含有する。
(もっと読む)
摺動部材、クラッチプレートおよびそれらの製造方法

【課題】冷却による素材の変形を抑制するとともに、表面に錆が発生しない摺動部材、クラッチプレートおよびそれらの製造方法を提供する。
【解決手段】摺動部材は、鋼材からなる母材部110と、母材部110の表面側に20〜50μmの厚さに形成される窒素拡散層120と、窒素拡散層120の表面側に20〜50μmの厚さに形成され最表面をなす窒素化合物層130とを備える。この摺動部材における窒素化合物層130および窒素拡散層120は、鋼材からなる素材を660〜690℃のアンモニア雰囲気にて加熱処理を行う加熱工程と、加熱工程の後に60〜80℃の油温にて油冷を行う油冷工程と、油冷工程の後に表面側を加圧しながら250〜350℃の温度にて焼き戻し処理を行う焼き戻し工程とにより形成する。
(もっと読む)
摺動部材、及びその表面処理方法、並びにそれを用いた軸受装置、圧縮機
【課題】圧縮機などに使用可能で、かつ長期に亘って耐摩耗性、耐焼付き性を確保可能な摺動部材を提供することを目的とする。
【解決手段】少なくとも一方の摺動部材111が鋳鉄112にて構成された摺動部において、鋳鉄からなる摺動部材表面に、黒鉛部114を除く合金部上に被覆された窒化鉄を主成分とする窒化処理層115と、黒鉛部114表面と窒化処理層115表面とで構成される凹状の油溜り部116を形成した摺動部材とする。
(もっと読む)
ねじ軸及びその製造方法
【課題】本来の機械的性能と共に寸法精度に優れ、価格と精度を両立させた安価なねじ軸と、このようなねじ軸の製造方法を提供する。
【解決手段】焼準を施した素材鋼の外周面に転造によってねじ溝を形成したのち、窒化処理又は浸硫窒化処理を施す。望ましくは、得られた窒化層又は浸硫窒化層上に、さらに炭素膜を形成する。
(もっと読む)
窒化部品およびその製造方法
【課題】高価なショットピーニングを施さなくても疲労特性の向上を図ることが可能な窒化部品、その製造方法を提供する。
【解決手段】窒化部品は、脱炭層と窒化層とを含む表面硬化層を有する。部品内部の化学成分は、質量%で、C:0.15%以上0.5%未満を含有し、Cr:6.0%以下、V:2.5%以下、Mo:3.0%以下及びAl:1.5%以下から選択される1種又は2種以上を含有し、N含有量が0.03%以下であり、(0.08×[%Cr]+0.29×[%V]+0.15×[%Mo]+0.65×[%Al])/[%C]による窒化係数N1が1.0以上であり、表面硬化層は、その表面の炭素濃度をC1とした場合、(C−C1)/Cによる脱炭率が0.30以上であり、かつ、その表面の窒素濃度をN2とした場合、N2/(C−C1+0.2)による表面窒素濃度係数Nsが1.0以上である。
(もっと読む)
CVT用リング部材の製造方法およびCVT用リング部材ならびにCVTベルト
【課題】マルエージング鋼を用いず、高価なショットピーニングを施さなくても疲労強度の向上を図ることが可能なCVT用リング部材を提供する。
【解決手段】薄い構造用鋼板からリング状に形成された素材としてのリング部材を脱炭処理、周長調整、窒化処理する。素材としてのリング部材の化学成分は、質量%で、C:0.3〜0.5%、Si:0.5%以下、Mn:0.8%以下、Ni:4.0%以下、Cr:1.0〜4.0%、Mo:0.5〜1.5%、V:0.1〜1.0%を含有し、残部がFe及び不可避的不純物よりなるとよい。脱炭処理は、窒化処理後のリング部材におけるリング幅方向略中央のリング表面から内方に向かう深さであって、素材としてのリング部材のC含有量−0.02%のCを含有する深さを脱炭深さdcとし、窒化処理された後のリング部材の厚みをdrとした場合、dc/drが0.03〜0.23の範囲内で行うとよい。
(もっと読む)
耐食性、耐焼付き性に優れた高靭性窒化粉末高速度鋼
【課題】 耐食性、耐焼付き性に優れた高硬度、高靭性を有する、粉末から成形の高速度鋼で、この全体が窒化されている鋼材を提供する。
【解決手段】 質量%で、C:0.85〜1.20%、Si:≦0.5%、Mn:≦0.5%、Cr:3.8〜6.0%、Mo:5.6〜8.0%、W:5.1〜8.0%、V:3.0〜6.0%、N:0.4〜1.5%を含有し、これらはC+N:1.25〜2.50%、Mo+W/2:8.3〜11.0%、および耐食性指数の4.7(Mo+W/2)+1.4N−Cr−2.1Mn:≧32.5%を満足し、残部がFeおよび不可避不純物からなる鋼合金で、析出する窒化物がバナジウム系窒化物(VNまたは一部炭化物を含むVCN)からなり、その窒化物の平均粒径が1μm以下で、かつ、鋼材の断面積中に占める面積率が5%以上で、硬さが65HRC以上である高靱性で、耐食性、耐焼付き性に優れた窒化粉末高速度鋼。
(もっと読む)
鋼部材の表面処理方法及び鋼部材の処理品
【課題】 摺動特性に優れた処理品が得られる鋼部材の表面処理方法を提供する。
【解決手段】 鋼部材に対してガス雰囲気中で窒化処理を行い鋼部材表面に窒素拡散層を形成し、その後浸硫処理を行う鋼部材の表面処理方法であって、前記窒化処理工程において該鋼部材表面の鉄窒化化合物層の厚さを1μm以下とし、該鋼部材の表面に浸硫処理を行う。具体的には、前記窒化処理工程において処理条件を次のように制御する。雰囲気条件:NH3ガスの分圧が0.01〜0.07、H2ガスの分圧が0.83〜0.90、N2ガスの分圧が残部、処理温度条件:500〜620℃。
(もっと読む)
鉄系材料およびその製造方法
【課題】必ずしも鋼中に高濃度の合金元素を含有させることなく、冷間加工性および最終部品強度を兼備し、さらには高温使用環境における強度にも優れた部品が得られる機械構造用の鉄系材料について提案する。
【解決手段】C:0.1mass%以上1.5mass%以下を含有し、残部Feおよび不可避的不純物の成分組成を有し、少なくとも一部に窒化処理による硬質相を有し、該硬質相は、N:(3−[%C])at%以上(8−[%C])at%以下を含有し、かつ硬さがHV650以上とする。
(もっと読む)
鉄系材料の製造方法
【課題】必ずしも鋼中に高濃度のCおよび合金元素を含有させることなく、冷間加工性および最終部品強度を兼備し、さらには高温使用環境における強度にも優れた部品が得られる機械構造用鉄系材料を製造するための方法について提案する。
【解決手段】鉄系素材の少なくとも一部に700℃以上の温度にて窒化処理を施し、該窒化処理部分にN:3at%以上8at%未満を含有させた後、500℃以下Ms点以上の温度域まで1℃/s以上の速度で冷却し、その後Ms点以上500℃以下の温度域に10min以上保持してHV650以上の硬質相を、前記窒化処理部分に形成する。
(もっと読む)
ニッケル及びマンガンフリーの生体用又は医療用器材用高Nオーステナイト系ステンレス鋼焼結用粉末及び該粉末を用いた生体用又は医療用焼結器材
【課題】Ni、Mnに関するアレルギーを発症させることがなく、しかも高強度、高耐摩耗性、非磁性、高耐食性も備え、更には延性脆性遷移温度が0℃以下であるニッケル及びマンガンフリーの生体用又は医療用器材用高Nオーステナイト系ステンレス鋼粉末を用いた生体用又は医療用焼結器材を提供すること。
【解決手段】
ニッケル及びマンガンフリーの生体用又は医療用器材用高Nオーステナイト系ステンレス鋼粉末を用いた生体用又は医療用焼結器材で、化学成分組成として、0.1質量%≦C≦0.3質量%、又は0.001質量%≦B≦0.003質量%のいずれか一方、20質量%≦Cr≦28質量%、1質量%≦Mo≦3質量%、0.9質量%≦N≦1.2質量%、を含有し、残部がFe及び不可避不純物からなることを特徴とする。
(もっと読む)
複合材料及び電磁アクチュエータ
【課題】電磁弁等の磁気回路部分を構成する磁性材料として用いるのに適した非磁性部を有する強磁性鋼材およびその製造方法を提供する。
【解決手段】質量%で、C:0.3%以下、Si:0.04〜3.0%以下、Mn:0.1〜2.2%以下、Cr:10〜26.5%以下、N:0.02%以下及びNi:3.0%以下を含有し、残部がFe及び不可避的不純物からなる、強磁性鋼材の少なくとも一部に、Nを固溶富化した非磁性部を形成し、該非磁性部の最大透磁率が前記強磁性鋼材の最大透磁率の10分の1以下であることを特徴とする。
(もっと読む)
冷鍛窒化用鋼材
【課題】冷間鍛造性と冷間鍛造後の被削性に優れ、冷鍛窒化部品に高い芯部硬さ、高い表面硬さ及び深い有効硬化層深さを具備させることが可能な冷鍛窒化用鋼材の提供。
【解決手段】C:0.01〜0.15%、Si≦0.35%、Mn:0.10〜0.90%、P≦0.030%、S≦0.030%、Cr:0.50〜2.0%、V:0.10〜0.50、Al:0.01〜0.10%、N≦0.0080%及びO≦0.0030%を含有し、残部はFe及び不純物からなり、[399×C+26×Si+123×Mn+30×Cr+32×Mo+19×V≦160]、[20≦(669.3×logeC−1959.6×logeN−6983.3)×(0.067×Mo+0.147×V)≦80]、[140×Cr+125×Al+235×V≧160]及び[90≦511×C+33×Mn+56×Cu+15×Ni+36×Cr+5×Mo+134×V≦170]である化学組成を有し、組織がフェライト・ベイナイト組織又はフェライト・パーライト・ベイナイト組織で、ベイナイトの面積率が30%超〜95%であり、抽出残渣分析による析出物中のV含有量≦0.10%である冷鍛窒化用鋼材。
(もっと読む)
熱処理治具および熱処理装置
【課題】本発明は、浸窒焼入れ処理において、浸窒処理および焼入れをワーク表面に均一に施して、ワークに変形不良が生じることを防止することができる熱処理治具および熱処理装置を提供するものである。
【解決手段】複数のワークWが載置され、熱処理炉1内にて前記ワークWの熱処理を行う際および前記ワークWを冷却油に浸漬する際に用いられる熱処理治具2であって、前記ワークWが載置される治具本体21と、前記治具本体21の側面外周を覆う側壁22とを有し、前記側壁22は、その上部および下部が前記治具本体21に対して固定されている。
(もっと読む)
浸窒焼入れ方法
【課題】浸窒焼入れ中に流されるアンモニアガスの流量が不安定になり、ひいては浸窒焼入れ後の鉄鋼品の表面硬度のバラツキが大きくなる。
【解決手段】鉄鋼品の浸窒焼入れ工程の前に、熱処理炉1内のインコネル(登録商標)製ヒータ5やその他の金属材の表面に存在する酸化膜を、アンモニアガスと窒素ガスを2対1の流量比にして熱処理炉1内に導入して還元する還元工程を導入する。その結果、還元工程後に実施される浸窒焼入れ工程で、アンモニアガスの流量を安定にすることができ、浸窒焼入れされた鉄鋼品の表面硬度のバラツキを抑制できる。
(もっと読む)
装飾部品、時計、及び装飾部品の製造方法
【課題】発色させるための作業性を向上でき、且つ装飾性を高めることができる装飾部品、時計、及び装飾部品の製造方法を提供する。
【解決手段】チタン、及びチタン合金の何れか一方からなる回転錘体164の表面に陽極酸化膜22a,22bを形成することにより、回転錘体164の表面が発色されている回転錘160であって、回転錘体164の表面には、陽極酸化膜22a,22bが形成されている部位のうち、陽極酸化膜22aを形成する部位に、窒化処理層21が形成されている。
(もっと読む)
チタン合金部材およびその製造方法
【課題】汎用性のある安価なα−β型チタン合金において、部材表層の高強度かつ高耐力化は勿論のこと、内部も高強度かつ高耐力化されたチタン合金部材およびその製造方法を提供する。
【解決手段】チタン合金からなる原材料の準備工程と、窒化処理により原材料の表層に窒素化合物層および/または窒素固溶層を形成して窒素含有原材料を作製する窒化工程と、原材料と窒素含有原材料とを混合して窒素含有混合材料を得る混合工程と、窒素含有混合材料の材料同士を接合すると共に窒素含有原材料に含まれる窒素を内部全体に亘って固溶した状態で均一に分散させて焼結チタン合金部材を得る焼結工程と、焼結チタン合金部材の熱間塑性加工工程とを備える。
(もっと読む)
ディスクブレーキパッド用バックプレート及び、そのバックプレートを用いたディスクブレーキパッド
【課題】自動車等のディスクブレーキパッドに使用される、鋼製のバックプレート及びそのバックプレートを用いたディスクブレーキパッドであって、摩擦材とバックプレートの接着強度を向上できるバックプレート、及び、そのバックプレートに摩擦材を接着した、充分な接着強度を有するディスクブレーキパッドを提供する。
【解決手段】ディスクブレーキパッド1用の鋼製のバックプレート2として、摩擦材を接着する面にガス窒化法またはガス軟窒化法により形成した深さ5μm〜20μmの化合物層と、前記化合物層の表層側に前記化合物層の深さの40%以上の厚みのポーラス層を有すると共に、表層に形成される酸化物層の厚さが1μm以下であるバックプレート2を使用する。
(もっと読む)
耐食導電性皮膜とその製造方法および耐食導電材
【課題】耐食性および導電性に優れる耐食導電性皮膜を提供する。
【解決手段】本発明の耐食導電性皮膜は、P、TiおよびOからなるアモルファス相を少なくとも一部に有してなる。この耐食導電性皮膜が基材表面に形成された耐食導電材は、従来になく優れた耐食性および導電性を発現する。特にTi原子比(Ti/Ti+P)が0.5〜0.8である場合やNが導入された場合、その耐食導電性皮膜の耐食性は、導電性を低下させることなく著しく向上する。本発明の耐食導電性皮膜は、腐食環境下で高い導電性が要求される電極等に用いられると好ましい。例えば、本発明の耐食導電性皮膜により表面が被覆された燃料電池用セパレータは、耐食性および導電性に優れて好適である。
(もっと読む)
ステンレス材の窒化処理方法および窒化処理材
【課題】窒化処理を施した表層が割れないようにしたステンレス材の窒化処理方法およびこの窒化処理方法により窒化処理を施した窒化処理材を提供する。
【解決手段】窒化処理ガス雰囲気においてステンレス材を加熱して均熱保持する加熱工程(ステップS3〜ステップS5)と、ステンレス材を冷却する冷却工程(ステップS6)とを有するステンレス材の窒化処理方法において、加熱工程の窒化処理ガスは、アンモニアガスと窒素ガスとの混合ガスであり、加熱工程の加熱温度は、ステンレス材が窒素に対してオーステナイト相となる温度であり、冷却工程の冷却は、徐々に冷却する徐冷であることを特徴とする。
(もっと読む)
1 - 20 / 302
[ Back to top ]