
国際特許分類[D01H13/32]の内容
繊維;紙 (81,477) | 天然または人造の糸または繊維;紡績 (11,659) | 紡績またはねん糸 (1,344) | 他の共通な構造上の特徴,細部または補助装置 (291) | 計数,測定,記録または登録装置 (29)
国際特許分類[D01H13/32]に分類される特許
21 - 29 / 29
糸品質診断方法および繊維機械

【課題】糸欠点検出装置を備える繊維機械において、糸欠点検出装置のコストを増大させることなく、番手変動異常を検出することができなかった。
【解決手段】糸の太さ変動の異常を診断する糸品質診断方法であって、糸欠点検出装置26で、その起動時点を基点とする一定時間内に検出される糸の太さ変動を平均して、第一種平均糸太さを算出する第一種平均糸太さ算出工程101と、平均糸太さ算出工程を所定回数実行して得られた5回の第一種平均糸太さを平均し、第二種平均糸太さを算出する第二種平均糸太さ算出工程102と、第一種平均糸太さ算出工程を再実行して、最新の第一種平均糸太さを算出する最新平均糸太さ算出工程103と、第二種平均糸太さと最新の第一種平均糸太さとの変動幅を比較し、その変動幅が所定の錘内許容幅以上となると、糸太さの変動異常が発生したと判定する錘内糸太さ変動異常判定工程104と、を備える。
(もっと読む)
自動ワインダ

【課題】簡単な構成で迅速かつ的確に、満管パッケージとそれに関係した巻取ユニットとの対応関係を判別すると共に、その満管パッケージの重量を測定し、満管回転数を補正し得る自動ワインダを提供する。
【解決手段】パッケージPを回転させて糸Yを巻き取る複数の巻取ユニット2と、巻取ユニット2を制御し、予め設定された基準重量値に対応する回転総数までそのパッケージPを回転させて満管パッケージPを形成させる制御装置8と、巻取ユニット2において満管パッケージPが形成される毎に、その巻取ユニット2の位置まで移動して玉揚動作を行う玉揚装置6と、玉揚装置6に備えられ、玉揚動作の際に満管パッケージPの重量を測定する重量測定装置69と、を備え、制御装置8は、重量測定装置69による測定重量値と基準重量値とを比較し、それらに差があれば、その差に基づいて回転総数を補正し得るように構成した。
(もっと読む)
たとえばフラット・カード、ローラ・カード、練篠フレーム、精梳綿機などの紡績用前処理機において、たとえば綿、合成繊維などの少なくとも一本の繊維スライバ、繊維ウェブなどの繊維材料の質量および/または質量変動を確認する装置
【課題】構造的に簡素な様式で改善された正確な測定を行う。
【解決手段】たとえばフラット・カード、ローラ・カード、練篠フレーム、精梳綿機などの紡績用前処理機において、たとえば綿、合成繊維などの少なくとも一本の繊維スライバ、繊維ウェブなどの繊維材料の質量および/または質量変動を確認する装置であって、繊維材料は触覚要素により機械的に走査され、該触覚要素の偏位は電気信号へと変換されるという装置において、上記触覚要素の位置を検出する非接触式距離センサ(近接センサ)が配備される。構造および設置に対して簡素な様式にて、改善されて更に正確な繊維束の測定を促進するために上記距離センサは、光学的または音響的な距離を測定するセンサであって電子的評価デバイスに接続されたセンサである。
(もっと読む)
紡機における機台管理方法
【課題】紡機の必要箇所を繰り返し撮影し、その撮影データを蓄積し、表示機に表示させることによって管理を行うようにした紡機の機台管理方法を提供する。
【解決手段】リング精紡機1の長手方向に移動可能な移動清掃装置2にリング精紡機1に向けた撮影器26、27、28を設置し、リング精紡機1の長手方向に並列して設けられた多数の紡出部に沿って移動清掃装置2を所定の時間を空けて巡回させ、移動清掃装置2の巡回中に撮影器26、27、28でリング精紡機1を撮影し、巡回において撮影した撮影データを複数のリング精紡機1に接続した主制御装置36又はリング精紡機1に備えた機台制御装置29、30、31の記憶装置37に蓄積し、撮影データを画像データとして又は撮影データから得られた分析データとして表示機40に表示する。
(もっと読む)
紡糸プロセスがセンサで監視されるエア紡績機
エア紡績機においては空気渦流と繊維による巻付けとが、紡出される糸(25)の品質に決定的な影響を及ぼす。品質低下を早期の段階で認識できるためには、紡績部位あたり少なくとも1つのセンサ(1a,1b,2,3,4)が配置され、該センサ(1a,1b,2,3,4)が空気渦流及び/又は巻付けパラメータの物理的な値を検出するエア紡績機が提案されている。検出された値は監視ユニットにて評価され、これによって紡績プロセスの制御を可能にする。 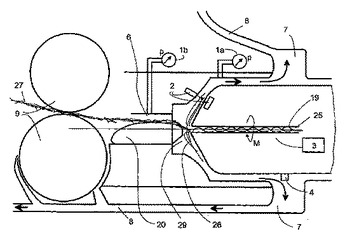 (もっと読む)
(もっと読む)
紡機のスピンドル変速制御方法及びスピンドル変速制御装置
紡機のスピンドル変速制御方法及びスピンドル変速制御装置
【課題】 糸切れが多発する場合に、簡単な操作で機台全体の糸切れ発生を少なくして生産性を向上させる紡機のスピンドル変速制御方法を提供する。
【解決手段】 機台の運転開始から満管停止までの各錘毎の糸切れ回数が積算される。糸切れ回数は、機台の運転開始から満管停止までのスピンドル駆動制御が異なる区間毎に積算され、各区間毎の積算値が予め設定された許容値と比較される。そして、許容値を超えた区間について、次回の運転時に予め設定した分スピンドル回転速度が低下されて運転される。「スピンドル駆動制御が異なる区間」とは、スピンドルの回転速度あるいは加速度が異なる区間、即ち異なる定速又は加速状態が異なる区間をいう。
(もっと読む)
紡績機の管理システム
紡績機の管理システム
【目的】 糸品質を目安にした錘の運転ができる紡績機の管理システムを提供する。
【構成】 紡績機1の各錘31で紡績糸の周期むらを検出すると共に周期むらが所定の基準を越えたとき、又は、所定時間内の糸切れが所定回数を越えたとき、当該錘31を強制停止するようにした。
(もっと読む)
21 - 29 / 29
[ Back to top ]