
国際特許分類[F16D1/04]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | 回転伝達用継ぎ手 (20,284) | 2つの同心軸または他の可動機械要素を固定的に結合する継ぎ手 (1,272) | 2つの接する軸またはそれに類似するものを結合するためのもの (404) | クランプハブをもつもの;ハブと長手方向のキーをもつもの (59)
国際特許分類[F16D1/04]の下位に属する分類
国際特許分類[F16D1/04]に分類される特許
1 - 10 / 37
リング類を軸に固定するための固定リング
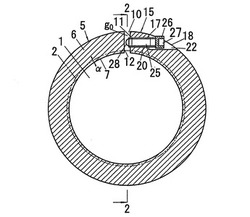
【課題】軸受などのリング類を軸に固定するのに、引張応力が集中し、締付作業に個人差のある締付ねじを使用せず、あるいは、回転バランス低下させる幅広カット部すきまを必要とする保管面倒な楔も使用しない固定リングを提供する。
【解決手段】固定リング5は、リング本体6の一部が径方向にカットされており、リング本体6の内径が軸1の外径より小さく、カット部の一方のカット面11を貫通し、先端が他方のカット面12に接触可能なすきま調整ねじ25を備えている。すきま調整ねじ25の前進によりリング本体6が軸1に嵌め合い可能となるまでリング本体6の内径が拡大され、すきま調整ねじ25の後退によりリング本体6の内径が軸1の外径よりも縮小しようとして、リング本体6で軸1を抱き締め、固定リング5を軸1に、軸方向の所定位置に固定する。
(もっと読む)
ステアリングシャフトの接続構造

【課題】ステアリングシャフトのヨークとギア軸との位置決め及び確認作業が容易なステアリングシャフトの接続構造の提供。
【解決手段】ギアハウジング1のハウジング開口2から外側に延びるピニオン軸3の軸端部3aを、ステアリングシャフトの端部に設けられたヨーク7のギア軸挿入孔8に挿入する。ボルト挿通孔14をピニオン軸3の軸端部3aの係合溝5と重なる所定の挿入位置においてヨーク7のボルト挿通孔14からピンチボルトを挿入し、ピニオン軸3の軸端部3aの係合溝5を挿通して締結し、ヨーク7を締め付けてヨーク7を縮径してヨーク7をピニオン軸3に結合する。ピニオン軸3をヨーク7のギア軸挿入孔8に挿入する際、ハウジング開口2とヨーク7との間に配置されたダストカバー19の筒状部20の端部20aとヨーク7の先端部7aとを当接させて、ボルト挿通孔14を所定の挿入位置に規制する。
(もっと読む)
軸継手の製造方法
【課題】筒状部の内周面における位置に応じて雌セレーションと雄セレーションとの接触状態が不均一となることを抑制できる軸継手の製造方法を提供する。
【解決手段】ピンチボルトが締結される締結部34に、治具41によりピンチボルトの締結力に相当する負荷を加えた状態で、筒状部31の内周面に雌セレーションを形成するようにした。
(もっと読む)
車両用操舵装置
【課題】ピニオン軸と自在継手のヨークの半嵌合を確実に防止することができる車両用操舵装置を提供する。
【解決手段】ピニオン軸7の突出部71を第2の自在継手6の第2のヨーク15の筒状部18に仮嵌合する。ダストカバー17は、筒状の本体32と、本体32から延設された延設板33を有する。突出部71に設けられた第1の凹部29と延設板33に設けられた第2の凹部37とで、第2の締付軸挿通孔38が区画される。筒状部18に設けられた第1の締付軸挿通孔22,23と、第2の締付軸挿通孔38との位置がずれていると、延設板33の第2の凹部37を区画する縁部39によって、締付軸24の挿通が阻止される。
(もっと読む)
シャフトと自在継手のヨークの結合構造および車両用操舵装置
【課題】衝突時に所要の屈曲角を確保でき、安定した衝撃吸収が可能である、シャフトと自在継手のヨークの結合構造を提供する。
【解決手段】車両の衝突時に、第2の自在継手6の第1のヨーク17の底板22に沿って相対的に移動した中間軸5の第2の端部5bが、底板22に設けられた突起24のカム面25によって、移動方向X1とは交差する方向Y1に押される。これにより、中間軸5が、底板22に対して屈曲する。底板22に設けられたスリットの働きで、上記屈曲に伴って、底板22の一部26が確実に曲げ変形する。底板22に対する中間軸5の屈曲が阻害されることがない。
(もっと読む)
軸継手
【課題】軸固定部の強度と軸の締結力を向上させ、伝達トルク、ねじり剛性が高く、製造に時間を要さない軸継手を提供すること。
【解決手段】本発明の軸継手は、軸を挿入するための軸孔部22、軸孔部22と平行に設けられた縦スリット28、軸固定部20の軸直角方向に設けられた横スリットを具える。スリット残部である残肉部20aは、縦スリットを境として不等分に形成され、横スリットの底部25は、軸心を境として、縦スリット28に近い方(25a)が円弧状、遠い方(25b)が直線状をなすように形成されている。スリット底部25をこのような形状とすることで、スリット底部が直線状の軸継手に比べて、軸固定部の強度が強く、伝達トルク、ねじり剛性が高いことに加え、製造時間も短い。また、スリット底部が円弧状の軸継手よりも、クランプ部が撓みやすく、軸の締結力が強い。
(もっと読む)
伝動軸連結部
【課題】どの金属種であっても、軸継手と第1、第2回転軸との間で焼き付きやかじりつき現象が発生するのを防止できるようにする。
【解決手段】第1回転軸8と第2回転軸9とを端部同士を突き合わせた状態で、それらの両軸端部間に亘ってスリーブ状の軸継手7を摺動により外嵌して一体回転可能に連結する伝動軸連結部において、軸継手7の摺動面の内側両端縁部25aと、軸継手7と摺接する第1回転軸8と第2回転軸9における夫々の突合せ側の摺動面の端縁部25bのうち、少なくとも何れか一方の端縁部を曲面加工してある。
(もっと読む)
自在継手
【課題】車両の運転中にボルトに生ずる曲げ応力を軽減して、ボルトに生ずる平均応力を小さくし、耐久性能を向上させた自在継手を提供することを課題とする。
【解決手段】所定の締付けトルクでボルト81を締め付けた時に、ボルト81とフランジ部72A、72Bとの接触位置の間の長さL2は、従来の自在継手の接触位置の間の長さL1から、ボルト頭部812の下面812Aから大径軸部811Bの反開口部側端面までの長さL3を差し引いた長さに短縮される。テアリングホイール11を操作し、軸6及びヨーク7に回転トルクが加わると、ボルト81とフランジ部72A、72Bとの接触位置の間の長さL2に比例した曲げ応力がボルト81には作用するが、長さL2は大径軸部811Bの長さL3を差し引いた長さに短縮される。従って、ボルト81に作用する曲げ応力が減少し、ボルト81の耐久性能を向上させることが可能となる。
(もっと読む)
シャフトと自在継手のヨークとの結合部
【課題】重量を増大させずに、シャフト15bとヨーク11bの基端部16bとの結合部の捩り方向の剛性を向上させる事ができ、しかもこの結合部の耐久性の向上を図れる構造を実現する。
【解決手段】前記基端部16bを構成する連結部18bの内周面35と、前記シャフト15bの端部外周面の一部でこの内周面35と対向する部分とに、それぞれがこのシャフトの軸方向に長い突条33、36と凹溝34、37とをそれぞれ複数本ずつ、この軸方向に対して直角方向である幅方向に交互に配置する。そして、前記各突条33、36と前記各凹溝34、37とを互いに噛合させる。
(もっと読む)
FRP製駆動シャフト
【課題】FRP円筒と端部の金属製ジョイントとの結合強度を高めることができ、高い伝達トルクが得られるFRP製駆動シャフトを得ること。
【解決手段】FRP円筒10の両端部に、金属製の端部ジョイント20を結合してなるFRP製駆動シャフト100において、端部ジョイント20を、FRP円筒10内に圧入されるセレーション部31を有する圧入ジョイント30と、FRP円筒10の外周に固定される円筒状アウタカラー40とから構成し、この圧入ジョイント30と円筒状アウタカラー40とに、互いに係合して回転を伝達する非円形係合部(非円形断面軸部32、非円形係合穴43)を形成した。
(もっと読む)
1 - 10 / 37
[ Back to top ]