
国際特許分類[H01F27/25]の内容
電気 (1,674,590) | 基本的電気素子 (808,144) | 磁石;インダクタンス;変成器;それらの磁気特性による材料の選択 (25,313) | 変成器またはインダクタンスの細部一般 (4,884) | 鉄心 (1,330) | 帯またはリボンから作られたもの (60)
国際特許分類[H01F27/25]に分類される特許
51 - 60 / 60
変圧器

【課題】
変圧器において、鉄心内の磁束分布の改善や製作作業性の改善などが可能な技術の提供。
【解決手段】
鉄心のうちの全部のものまたは一部のものを、板状磁性材の両端部が互いに重ね合わされて環状にされた第1の層が複数層積層された第1の層群と、板状磁性材の両端部が互いに突き合わされて環状にされた第2の層または該第2の層が複数層積層された第2の層群とが交互に積層されて成る構成とする。また、上記第1の層群から成る第1の鉄心と、上記第2の層群から成る第2の鉄心との両方を備えた構成とする。
(もっと読む)
変圧器

【課題】 鉄心内部の磁束分布を改善することにより、鉄心特性の向上が可能な接合構造の巻鉄心を備える変圧器を提供する。
【解決手段】 板状磁性材を複数積層し環状に成形した巻鉄心3と励磁用コイル2を備える変圧器1において、巻鉄心3は、板状磁性材Bの両端部を互いに重ね合わせて接合部分となるよう巻回してなる層の接合部分を隣接する層の接合部分に対し巻回方向へずらして複数積層し環状に成形してなり、各層の板状磁性材の両端部の重なり代Lの巻回方向の幅が、最内側の層で最小とするとともに、最外側の層に向かって積層するごとに各層で増加していく。
(もっと読む)
トロイダルトランス
【課題】
突入電流を低減しつつも製造が容易なトロイダルトランスを提供する。
【解決手段】
珪素鋼板等の磁性材料からなるフープ材を環状に巻回して構成されるコア2に、1次側巻線3と2次側巻線4とを互いに絶縁した状態で巻き付けてなるトロイダルトランスのコア2に、少なくとも最外周を周方向に途切れなく連続する連続部として残した状態で周方向に離隔したギャップ部7を設けた。このギャップ部7は、長さLがフープ材の幅と同一、幅Wが0.14mm、深さ(奥行き)Dがコア2の径方向の厚さの80%に設定され、コア2の残りの20%の部分、即ち、ギャップ部7よりも外周側の部分は連続部9として残している。
(もっと読む)
静止電磁デバイス用磁気コア
誘導器または変圧器で使用するための励磁可能な磁気コアは、バックヨークから延びる複数の脚部を含む。バックヨークは、磁気回路を提供するように配置されたループ状に形成される。複数の脚部の各々は、バックヨークに隣接した第1の端部とバックヨークから離れて延びる第2の端部とを有する。バックヨークの上に配置された脚部と共に、複数の脚部の各々の第2の端部に隣接してカバーヨークが配置される。また、カバーヨークは、磁気回路を提供するためにカバーループが配置されるようにループ状に形成される。コイルは、励磁可能な磁気コアの脚部の上に配置される。1つの実施形態において、励磁可能な磁気コアを構成するためにアモルファス金属を使用することができる。  (もっと読む)
(もっと読む)
トロイダル変圧器の製造
本発明はトロイダル変圧器に関して、より詳細にはトロイダル変圧器を製造する新しい効率的な方法、トロイダル変圧器製造用のボビン、およびトロイダル変圧器の該製造方法を実行するシステムに関する。トロイダル変圧器の該製造方法は自動化量産に優れた特性を有し、該方法は、細長い形状のフレキシブル材料から成る少なくとも1つの中空ボビンの周囲にコイルを配備するステップと、ボビンの両端部が互いに向き合わされ、該ボビンの端部の一方が開口を画成するように、該少なくとも1つのボビンを該コイルと共に折曲するステップと、リボンが基本的に該ボビン10の内部空洞全体を充填して、コアを形成するまで、該ボビン内に密に充填される巻線の必要回転量だけ巻回されるよう、該開口を介して該磁気材料のリボンを供給するステップとから成る。 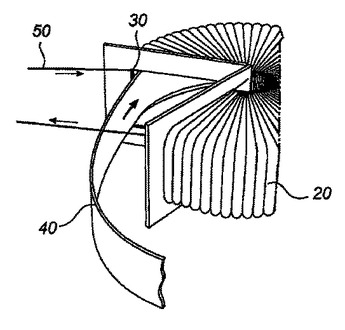 (もっと読む)
(もっと読む)
巻きトランス用鉄基非晶質合金薄帯
【構成】化学式:Fea Bb Sic Mndここで、78≦a≦82at%8≦b≦15at%4≦c≦14at%0.2≦d≦1.0 at%で示される組成とし、かつビルディングファクターを 1.5以下とする。
【効果】 巻きコアに加工後の鉄損が極めて低く、省エネルギーに大きく貢献する。
(もっと読む)
三相巻鉄心の形成方法
【目的】 三相巻鉄心の形成の作業を軽減できる三相巻鉄心の形成方法を提供する。
【構成】 四角形状の外側鉄心の内側に四角形状の2つの内側鉄心を備える三相巻鉄心を形成する三相巻鉄心の形成方法において、円筒形状の内側鉄心111,112を、補助板114を挟んで配置した後、補助板114に対して略直角方向および略平行方向から内側鉄心111,112を加圧して四角形状に成形し、円筒形状の外側鉄心113を加圧して四角形状に成形し、成形した外側鉄心113の内側に、成形した内側鉄心111,112を挿入する。
(もっと読む)
アモルファス矩形鉄心自動成形方法及び装置
アモルファス矩形鉄心自動成形方法及び装置
【目的】アモルファス矩形鉄心変圧器の鉄心部成形作業を、アモルファス薄板の軌跡を考慮した上で自動化することで、成形時発生していた緩みを防ぐと共にばらつきをなくし、高性能な鉄心を成形すると共に組立コスト低減を図ることを目的とする。
【構成】アモルファス矩形鉄心成形作業を自動化する為、本発明のアモルファス矩形鉄心自動成形装置100を、アモルファス薄板の搬送ユニット100aと、巻枠ユニット100aと、ベース100eと、上部クランプユニット100bと、左右の巻付ローラユニット100c,100′cと、制御ユニット11とから成る構成とした。
【効果】本発明により、巻付後の鉄心の緩みによる製品である変圧器の性能低下を防止できるとともに製品の信頼性を向上できる。更に自動化によるタクト短縮、組立コスト低減が見込まれる。
(もっと読む)
アモルファス鉄心製造方法及びその装置
51 - 60 / 60
[ Back to top ]