
タイル整列板及びこのタイル整列板を用いたタイルユニットの製造方法

【課題】 一旦上向きのタイル整列板に収容して整列された1群のタイルも、吸盤で持ち上げられて転写板に載せられる際および転写板に載せられて硬化する際には1群のタイルは拘束されていないから、搬送中の振動などによりタイルが移動して目地間隔がずれて1群のタイルが整列不良となるおそれがあるという課題があった。
【解決手段】 各区画に透孔6が形成されている下向きのタイル整列板4を、1群のタイルaにかぶせて整列した状態において透孔6を通して1群のタイルを吸盤7により吸着することができるから、目地間隔がずれることなく搬送することができる。
【解決手段】 各区画に透孔6が形成されている下向きのタイル整列板4を、1群のタイルaにかぶせて整列した状態において透孔6を通して1群のタイルを吸盤7により吸着することができるから、目地間隔がずれることなく搬送することができる。
【発明の詳細な説明】
【0001】
【発明の属する技術分野】本発明は、複数のタイルを建物の壁や床に同時に施工するために、1群のタイルを整列するタイル整列板とこのタイル整列板を使用したタイルユニットの製造方法に関する。
【0002】
【従来の技術】従来、特許第2897955号公報に記載されているように、所定の目地間隔をあけて整列した複数のタイルからなる1群のタイルの隣合うタイル同士を裏面において合成樹脂製のブリッジ片で連結するタイルユニットの製造方法は公知である。
【0003】
【発明が解決しようとする課題】しかしながら、従来の方法においては、ブリッジ片となる合成樹脂の素材を転写板上にブリッジ片と同一の配置で載置する工程と、1群のタイルを整列して収容する上向きのタイル整列板に1群のタイルを収容する工程と、整列した1群のタイルを吸盤で吸い付けてその吸盤を持ち上げる工程と、1群のタイルを転写板に押し付けて合成樹脂の素材を隣合うタイルに跨って接着する工程と、その合成樹脂の素材を硬化する工程と、1群のタイルから転写板を除去する工程と、からなっていて、一旦上向きのタイル整列板に収容して整列された1群のタイルも、吸盤で持ち上げられて転写板に載せられる際および転写板に載せられて硬化する際には1群のタイルは拘束されていないから、搬送中の振動などによりタイルが移動してタイル同士の間隔(以下、目地間隔という)がずれて1群のタイルが整列不良となるおそれがあるという課題があった。
【0004】
【課題を解決するための手段、作用及び効果】このような課題を解決するための手段として、請求項1に記載の発明は、突条によって仕切られた各区画にタイルを収容して1群のタイルを整列するようにしたタイル整列板において、各区画に透孔が形成されている構成としたものであって、1群のタイルにこの整列板をかぶせて整列した状態において透孔を通して1群のタイルを吸盤により吸着することができるから、目地間隔がずれることなく搬送することができる。
【0005】請求項2に記載の発明は、ブリッジ片となる合成樹脂の素材を転写板上にブリッジ片と同一の配置で載置する工程と、1群のタイルを整列して収容する上向きのタイル整列板にタイルを収容する工程と、請求項1に記載のタイル整列板を下向きにして上向きのタイル整列板に整合する工程と、下向きのタイル整列板の透孔に通した吸盤で1群のタイルを吸い付ける工程と、その吸盤を持ち上げることによりその1群のタイルを下向きのタイル整列板とともに持ち上げる工程と、その1群のタイルを転写板に押し付けて合成樹脂の素材を隣合うタイルに跨って接着する工程と、その合成樹脂の素材を硬化する工程と、1群のタイルから下向きのタイル整列板と転写板とを除去する工程と、からなる構成としたものであって、上向きのタイル整列板に収容して整列した1群のタイルに請求項1に記載のタイル整列板を下向きにして整合することにより1群のタイルを吸盤で吸い付け、持ち上げるようにしたから、搬送中に目地間隔がずれることがなく、また、合成樹脂の素材を硬化させる工程においても請求項1に記載の整列板がかぶせられているから、目地間隔をずらすことなく1群のタイルを結合することができる。
【0006】
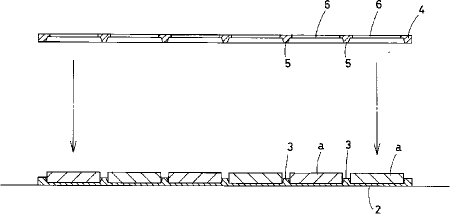
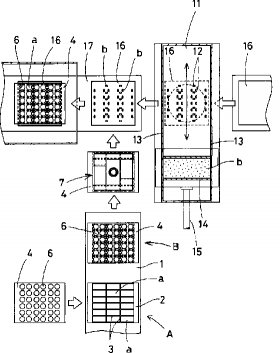
【発明の実施の形態】以下、本発明の一実施の形態を添付図面に基づいて説明する。図1は請求項2に記載の本発明の実施の形態の概要を示し、図において2は突条3によって多数の区画に仕切られた上向きのタイル整列板であって、各区画にはタイルaが上向きに収容されており、図2、3に示すように、突条5により仕切られた多数の区画毎に2個ずつの透孔6が形成された請求項1に記載の本発明の実施の形態である下向きのタイル整列板4を上向きのタイル整列板2の上に整合させて載置し、コンベア1により載置位置Aから吸着位置Bに移送する。
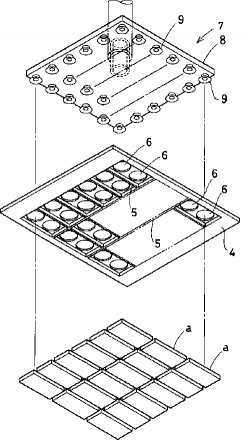
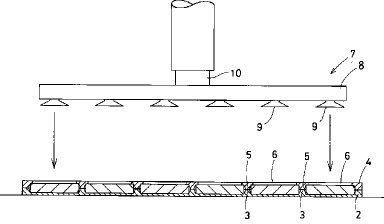
【0007】吸着位置Bにおいては、図2、4に示すように、下向きのタイル整列板4の透孔6に整合する多数の吸着子9を下面に配置した箱体8からなる吸盤7を、吸着子9を下向きのタイル整列板4の透孔6を通してタイルaの上面に圧着し、箱体8の上面に突設された吸引管10が図示しない負圧源に切り替え弁を介して接続されていて、箱体8内が負圧になることにより、各タイルaが2個ずつの吸着子9に吸着され、図5に示すように、下向きのタイル整列板4とともに上向きのタイル整列板2から離れて吸盤7により持ち上げられるようになっている。
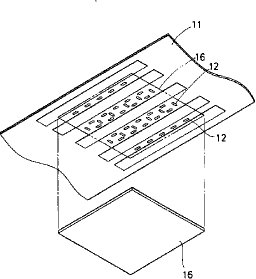
【0008】図1において、11は平板であって、隣合うタイルa同士を連結するブリッジ片と同一の配置で透孔12が形成されており、平板11の両側に設けられた壁板13の間を図示しないエアーシリンダのピストンロッド15の駆動により枠体14が摺動してその中に収容された合成樹脂の素材bが透孔12内に充填され、図6に鎖線で示すように、平板11の下面に搬送されて図示しないエアーシリンダにより押し付けられている転写板16の上面に塗着する。
【0009】合成樹脂の素材bが塗着された転写板16は、図6に実線で示すように、エアーシリンダの駆動により一旦下がって平板11の下面から離れた後、コンベア17上に運ばれ、吸盤7により下向きのタイル整列板4とともに搬送された1群のタイルaを転写板16の上に載せ、隣合うタイルa同士の間に合成樹脂の素材bが跨ぐように接着された後、吸盤7の吸引管10が大気に接続されて箱体8内の負圧が解除され、図7に示すように、上向きのタイル整列板4とともに1群のタイルaを転写板16上に残したまま吸盤7を持ち上げてもとの位置に戻る。
【0010】下向きのタイル整列板4により整列されて、隣同士のタイルaに合成樹脂の素材bが跨ぐように張り付けられた1群のタイルaは、図8に示すように、コンベア17により加熱装置等の硬化処理装置18を通ることにより、合成樹脂の素材bが硬化してブリッジ片cとなり、1群のタイルaを連結する。
【0011】連結された1群のタイルaは、転写板16及び下向きのタイル整列板4が外されてユニットとなる。
【0012】本発明の請求項1に係る下向きのタイル整列板4は、合成樹脂製または金属製でよいが、ブリッジ片cと容易に分離するように、シリコンまたはテフロンのコーテイングを施すことが好ましい。
【図面の簡単な説明】
【図1】本発明方法に使用するタイル張り装置の一実施の形態の概要を示す平面図である。
【図2】本発明のタイル整列板の一実施の形態の使用方法を示す分解斜視図である。
【図3】その実施の形態の上向きのタイル整列板への装着前の状態の断面図である。
【図4】その装着状態の断面図である。
【図5】タイルを吸盤で吸い付けた状態の断面図である。
【図6】転写板に合成樹脂の素材を塗着する状態の斜視図である。
【図7】タイルを転写板に載せた状態の断面図である。
【図8】合成樹脂の素材を硬化した状態の断面図である。
【符号の説明】
1:上向きのタイル整列板
4:下向きのタイル整列板(本発明のタイル整列板)
5:突条
6:透孔
7:吸盤
16:転写板
18:硬化処理装置
a:タイル
b:合成樹脂の素材
c:ブリッジ片
【0001】
【発明の属する技術分野】本発明は、複数のタイルを建物の壁や床に同時に施工するために、1群のタイルを整列するタイル整列板とこのタイル整列板を使用したタイルユニットの製造方法に関する。
【0002】
【従来の技術】従来、特許第2897955号公報に記載されているように、所定の目地間隔をあけて整列した複数のタイルからなる1群のタイルの隣合うタイル同士を裏面において合成樹脂製のブリッジ片で連結するタイルユニットの製造方法は公知である。
【0003】
【発明が解決しようとする課題】しかしながら、従来の方法においては、ブリッジ片となる合成樹脂の素材を転写板上にブリッジ片と同一の配置で載置する工程と、1群のタイルを整列して収容する上向きのタイル整列板に1群のタイルを収容する工程と、整列した1群のタイルを吸盤で吸い付けてその吸盤を持ち上げる工程と、1群のタイルを転写板に押し付けて合成樹脂の素材を隣合うタイルに跨って接着する工程と、その合成樹脂の素材を硬化する工程と、1群のタイルから転写板を除去する工程と、からなっていて、一旦上向きのタイル整列板に収容して整列された1群のタイルも、吸盤で持ち上げられて転写板に載せられる際および転写板に載せられて硬化する際には1群のタイルは拘束されていないから、搬送中の振動などによりタイルが移動してタイル同士の間隔(以下、目地間隔という)がずれて1群のタイルが整列不良となるおそれがあるという課題があった。
【0004】
【課題を解決するための手段、作用及び効果】このような課題を解決するための手段として、請求項1に記載の発明は、突条によって仕切られた各区画にタイルを収容して1群のタイルを整列するようにしたタイル整列板において、各区画に透孔が形成されている構成としたものであって、1群のタイルにこの整列板をかぶせて整列した状態において透孔を通して1群のタイルを吸盤により吸着することができるから、目地間隔がずれることなく搬送することができる。
【0005】請求項2に記載の発明は、ブリッジ片となる合成樹脂の素材を転写板上にブリッジ片と同一の配置で載置する工程と、1群のタイルを整列して収容する上向きのタイル整列板にタイルを収容する工程と、請求項1に記載のタイル整列板を下向きにして上向きのタイル整列板に整合する工程と、下向きのタイル整列板の透孔に通した吸盤で1群のタイルを吸い付ける工程と、その吸盤を持ち上げることによりその1群のタイルを下向きのタイル整列板とともに持ち上げる工程と、その1群のタイルを転写板に押し付けて合成樹脂の素材を隣合うタイルに跨って接着する工程と、その合成樹脂の素材を硬化する工程と、1群のタイルから下向きのタイル整列板と転写板とを除去する工程と、からなる構成としたものであって、上向きのタイル整列板に収容して整列した1群のタイルに請求項1に記載のタイル整列板を下向きにして整合することにより1群のタイルを吸盤で吸い付け、持ち上げるようにしたから、搬送中に目地間隔がずれることがなく、また、合成樹脂の素材を硬化させる工程においても請求項1に記載の整列板がかぶせられているから、目地間隔をずらすことなく1群のタイルを結合することができる。
【0006】
【発明の実施の形態】以下、本発明の一実施の形態を添付図面に基づいて説明する。図1は請求項2に記載の本発明の実施の形態の概要を示し、図において2は突条3によって多数の区画に仕切られた上向きのタイル整列板であって、各区画にはタイルaが上向きに収容されており、図2、3に示すように、突条5により仕切られた多数の区画毎に2個ずつの透孔6が形成された請求項1に記載の本発明の実施の形態である下向きのタイル整列板4を上向きのタイル整列板2の上に整合させて載置し、コンベア1により載置位置Aから吸着位置Bに移送する。
【0007】吸着位置Bにおいては、図2、4に示すように、下向きのタイル整列板4の透孔6に整合する多数の吸着子9を下面に配置した箱体8からなる吸盤7を、吸着子9を下向きのタイル整列板4の透孔6を通してタイルaの上面に圧着し、箱体8の上面に突設された吸引管10が図示しない負圧源に切り替え弁を介して接続されていて、箱体8内が負圧になることにより、各タイルaが2個ずつの吸着子9に吸着され、図5に示すように、下向きのタイル整列板4とともに上向きのタイル整列板2から離れて吸盤7により持ち上げられるようになっている。
【0008】図1において、11は平板であって、隣合うタイルa同士を連結するブリッジ片と同一の配置で透孔12が形成されており、平板11の両側に設けられた壁板13の間を図示しないエアーシリンダのピストンロッド15の駆動により枠体14が摺動してその中に収容された合成樹脂の素材bが透孔12内に充填され、図6に鎖線で示すように、平板11の下面に搬送されて図示しないエアーシリンダにより押し付けられている転写板16の上面に塗着する。
【0009】合成樹脂の素材bが塗着された転写板16は、図6に実線で示すように、エアーシリンダの駆動により一旦下がって平板11の下面から離れた後、コンベア17上に運ばれ、吸盤7により下向きのタイル整列板4とともに搬送された1群のタイルaを転写板16の上に載せ、隣合うタイルa同士の間に合成樹脂の素材bが跨ぐように接着された後、吸盤7の吸引管10が大気に接続されて箱体8内の負圧が解除され、図7に示すように、上向きのタイル整列板4とともに1群のタイルaを転写板16上に残したまま吸盤7を持ち上げてもとの位置に戻る。
【0010】下向きのタイル整列板4により整列されて、隣同士のタイルaに合成樹脂の素材bが跨ぐように張り付けられた1群のタイルaは、図8に示すように、コンベア17により加熱装置等の硬化処理装置18を通ることにより、合成樹脂の素材bが硬化してブリッジ片cとなり、1群のタイルaを連結する。
【0011】連結された1群のタイルaは、転写板16及び下向きのタイル整列板4が外されてユニットとなる。
【0012】本発明の請求項1に係る下向きのタイル整列板4は、合成樹脂製または金属製でよいが、ブリッジ片cと容易に分離するように、シリコンまたはテフロンのコーテイングを施すことが好ましい。
【図面の簡単な説明】
【図1】本発明方法に使用するタイル張り装置の一実施の形態の概要を示す平面図である。
【図2】本発明のタイル整列板の一実施の形態の使用方法を示す分解斜視図である。
【図3】その実施の形態の上向きのタイル整列板への装着前の状態の断面図である。
【図4】その装着状態の断面図である。
【図5】タイルを吸盤で吸い付けた状態の断面図である。
【図6】転写板に合成樹脂の素材を塗着する状態の斜視図である。
【図7】タイルを転写板に載せた状態の断面図である。
【図8】合成樹脂の素材を硬化した状態の断面図である。
【符号の説明】
1:上向きのタイル整列板
4:下向きのタイル整列板(本発明のタイル整列板)
5:突条
6:透孔
7:吸盤
16:転写板
18:硬化処理装置
a:タイル
b:合成樹脂の素材
c:ブリッジ片
【特許請求の範囲】
【請求項1】 突条によって仕切られた各区画にタイルを収容して1群のタイルを整列するようにしたタイル整列板において、前記各区画に透孔が形成されていることを特徴とするタイル整列板。
【請求項2】 所定の目地間隔をあけて整列した複数のタイルからなる1群のタイルの隣合うタイル同士を裏面において合成樹脂製のブリッジ片で連結するタイルユニットの製造方法において、前記ブリッジ片となる合成樹脂の素材を転写板上に前記ブリッジ片と同一の配置で載置する工程と、前記1群のタイルを整列して収容する上向きのタイル整列板にタイルを収容する工程と、請求項1に記載のタイル整列板を下向きにして前記上向きのタイル整列板に整合する工程と、前記下向きのタイル整列板の前記透孔を通して吸盤で前記1群のタイルを吸付ける工程と、該吸盤を持ち上げることにより該1群のタイルを前記下向きのタイル整列板とともに持ち上げる工程と、該1群のタイルを前記転写板に押し付けて前記合成樹脂の素材を隣合うタイルに跨って接着する工程と、該合成樹脂の素材を硬化する工程と、前記1群のタイルから前記下向きのタイル整列板と前記転写板とを除去する工程と、からなることを特徴とするタイルユニットの製造方法。
【請求項1】 突条によって仕切られた各区画にタイルを収容して1群のタイルを整列するようにしたタイル整列板において、前記各区画に透孔が形成されていることを特徴とするタイル整列板。
【請求項2】 所定の目地間隔をあけて整列した複数のタイルからなる1群のタイルの隣合うタイル同士を裏面において合成樹脂製のブリッジ片で連結するタイルユニットの製造方法において、前記ブリッジ片となる合成樹脂の素材を転写板上に前記ブリッジ片と同一の配置で載置する工程と、前記1群のタイルを整列して収容する上向きのタイル整列板にタイルを収容する工程と、請求項1に記載のタイル整列板を下向きにして前記上向きのタイル整列板に整合する工程と、前記下向きのタイル整列板の前記透孔を通して吸盤で前記1群のタイルを吸付ける工程と、該吸盤を持ち上げることにより該1群のタイルを前記下向きのタイル整列板とともに持ち上げる工程と、該1群のタイルを前記転写板に押し付けて前記合成樹脂の素材を隣合うタイルに跨って接着する工程と、該合成樹脂の素材を硬化する工程と、前記1群のタイルから前記下向きのタイル整列板と前記転写板とを除去する工程と、からなることを特徴とするタイルユニットの製造方法。
【図3】


【図1】
【図2】
【図4】
【図6】
【図5】

【図7】

【図8】

【図1】
【図2】
【図4】
【図6】
【図5】
【図7】
【図8】
【公開番号】特開2001−81939(P2001−81939A)
【公開日】平成13年3月27日(2001.3.27)
【国際特許分類】
【出願番号】特願平11−256816
【出願日】平成11年9月10日(1999.9.10)
【出願人】(592138846)金山機械株式会社 (2)
【Fターム(参考)】
【公開日】平成13年3月27日(2001.3.27)
【国際特許分類】
【出願日】平成11年9月10日(1999.9.10)
【出願人】(592138846)金山機械株式会社 (2)
【Fターム(参考)】
[ Back to top ]