
タービンリング組立体
本発明は、一体成形品の、セラミックマトリックスを含む複合材料で作製された複数のリングセクタ(10)と、リングキャリヤ構造とを含むタービンリング組立体であって、各リングセクタが、タービンリングの内面を画定する内面と、リングキャリヤ構造のハウジング内へと係合された端部を有する2つのタブ部分(14、16)がそこから延びる外面とを備えた環状基部を画定する第1の部分(12)を有する、タービンリング組立体に関する。リングセクタ(10)は、ほぼπ字形の横断面を有し、タブ(14、16)の端部(14a、16a)は、リングキャリヤ構造によって半径方向の隙間を有することなく維持される。好ましくは、タブ(14、16)は、その中央セクションに、その平均幅の3倍に少なくとも等しい自由長を有する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ターボ機械用のタービンリング組立体であって、リング支持構造と、セラミックマトリックス複合材料の一体成形品を各々が備える複数のリングセクタとを備える組立体に関する。
【背景技術】
【0002】
本発明の適用分野は、特にガスタービン航空エンジンのものである。それにもかかわらず、本発明は、たとえば工業用タービンなどの他のターボ機械に適用可能である。
【0003】
セラミックマトリックス複合(CMC)材料は、これらを、構造的要素を構成するのに適切にするその良好な機械的特性、および高温においてこれらの特性を一定に保つその能力で知られている。
【0004】
ガスタービン航空エンジンでは、効率性の改善および汚染排出の低減が、作動温度の高温化の主な追及事項である。
【0005】
したがって、特にCMCは、従来使用されている耐熱金属の密度より小さい密度を有しているため、そのようなエンジンのさまざまな高温部分にCMCを使用することが、すでに想定されてきている。
【0006】
故に、一体成形品のCMCタービンリングセクタの作製が、米国特許第6932566号明細書のすでに記載されている。リングセクタは、タービンリングの内面をその内面が画定する環状基部と、リングを支持するために金属構造内のU字形のハウジング内に係合された端部を備えた2つのタブ形成部分がそこから延びる外面とを備えたK字形の縦断面を有する。タブは、U字形ハウジング内の半径方向の隙間に係合された端部を有し、これらは、リングの軸に向かって半径方向に向けられた戻り力をリングセクタ上に及ぼす弾性部材を用いることによってハウジングの表面を半径方向に押し付けるように保持される。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】米国特許第6932566号明細書
【特許文献2】国際公開第2006/136755号
【特許文献3】米国特許第5246736号明細書
【特許文献4】米国特許第5965266号明細書
【発明の概要】
【発明が解決しようとする課題】
【0008】
ハウジング内のタブの端部を隙間に係合させることにより、CMCとリング支持構造の金属の間の膨張差を調整することが可能になるが、弾性装着は、いくつかの欠点を有している。
【0009】
したがって、そのような弾性装着は、リングの内面に対してほぼ完璧な円筒形状を与えるためにリングセクタの最初の装着後に従来実施されている仕上げ機械加工にうまく適合していない。
【0010】
さらに、リングによって取り囲まれたロータホイール上のブレードの先端部が、その内面上に存在する摩耗性コーティングに接触するようになるとき、弾性装着は、望ましくない振動現象を引き起こす。
【0011】
さらに、リングセクタの外側に対するリングセクタの内側のガス流路の封止が、影響される。
【0012】
本発明は、そのような欠点を回避することを試み、この目的のために、本発明は、リング支持構造と、セラミックマトリックス複合材料の一体成形品を各々が備える複数のリングセクタであって、各リングセクタが、タービンリングの内面を画定する内面と、リング支持構造内のハウジング内に係合された端部を有する2つのタブ形成部分がそこから延びる外面とを備えた環状基部を形成する第1の部分を有する、リングセクタとを備えるタービンリング組立体であって、タービンリング組立体内では、リングセクタが、ほぼπ字形である断面を有し、タブの端部が、リング支持構造によって半径方向の隙間を有することなく保持される、タービンリング組立体を提案する。
【課題を解決するための手段】
【0013】
タービンリング組立体は、CMCリングセクタが、リング支持構造によって半径方向の隙間を有することなく保持され、これらは、作動時、最高温度となるゾーンから比較的遠くにある位置で保持されるような形状を有している点において優れている。
【0014】
有利には、タブは、それらの平均幅の3倍以上である縦断面における自由長を有する。
【0015】
さらに有利には、タブは、縦断面においてほぼS字形である。
【0016】
タービンリング組立体の特徴によれば、タブの1つまたは第1の1つは、リング支持構造の一体型のフック形状部分内のほぼU字形断面のハウジング内に係合することによって半径方向に保持された端部を有する。例として、この第1のタブは、上流側タブである。好ましくは、U字形断面のハウジングは、対向する内側ブランチおよび外側ブランチによって画定され、内側ブランチは、外側ブランチの長さより短い長さを有する。
【0017】
タービンリング組立体の別の特徴によれば、タブの1つまたは第2の1つは、嵌合させたクリップを用いて、リング支持構造の環状面に対して隙間を有することなく半径方向に保持された端部を有する。例として、この第2のタブは、下流側タブである。
【0018】
タービンリング組立体のさらに別の特徴によれば、各リングセクタは、タブおよびリング支持構造の一部分の向かい合う支承面上に形成された浮き彫りの実質的に相補的な軸方向の保持部分の相互の係合によって軸方向に保持される。封止ガスケットが、向かい合う支承面間に挿入され得る。取り付けタブの支承面上の浮き彫りの軸方向の保持部分は、リング支持構造の支承面上に形成されたリブと共働する溝の形態でもよく、溝は、有利には、ほぼV字形のプロファイルを有する。
【0019】
本発明は、添付の図を参照して非限定的に示すことによって与えられる以下の説明を読み取ることにより、より良好に理解され得る。
【図面の簡単な説明】
【0020】
【図1】本発明のタービンリング組立体の実施形態を示す縦半断面図である。
【図2】図1のリング組立体のリング支持構造内のリングセクタの組立体を示す図である。
【図3】図1のリング組立体のリング支持構造内のリングセクタの組立体を示す図である。
【図4】図1のリング組立体のリング支持構造内のリングセクタの組立体を示す図である。
【図5A】図1のリング組立体のCMCリングセクタのための繊維ブランクの実施形態を示す3次元製織平面の図である。
【図5B】図1のリング組立体のCMCリングセクタのための繊維ブランクの実施形態を示す3次元製織平面の図である。
【図6】図1のタービンリング組立体のCMCリングセクタの繊維プリフォームを示す図である。
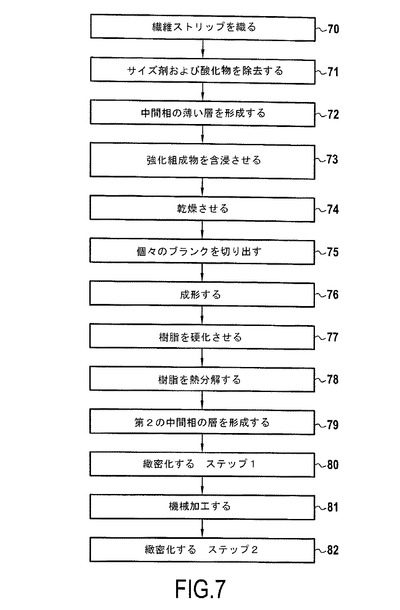
【図7】CMCタービンリングセクタを製造する方法の実施における一連のステップを示す図である。
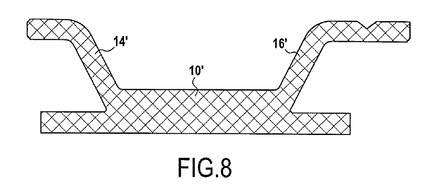
【図8】本発明のタービンリング組立体のCMCリングセクタの変形の実施形態を示す縦断面図である。
【発明を実施するための形態】
【0021】
図1は、CMCタービンリング1および金属のリング支持構造3を備える高圧タービンリング組立体を示している。タービンリング1は、回転ブレード5の組を取り囲んでいる。タービンリング1は、複数のリングセクタ10から構成され、図1は、2つの連続するリング間を通る平面上の縦断面図である。
【0022】
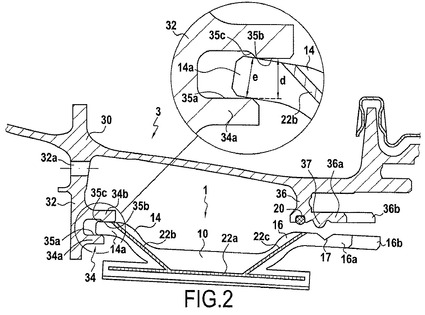
各リングセクタ10は、タービン内を通るガス流のための流路を画定する、摩耗性材料の層13でコーティングされた内面を有する環状基部12を備えたほぼπ字形である断面を有する。ほぼS字形の縦断面を有するタブ14、16が、環状基部12の外面からその全体長さにわたって延びている。タブの1つ、すなわち上流側タブ14は、上流側に延び、その上流側の端部分14aは、環状基部12の上流側端部から上流側に位置している。他方のタブ16、すなわち下流側タブは、下流側に延び、その下流側の端部分16aは、環状基部12の下流側端部から下流側に位置している。用語「上流側」および「下流側」は、本明細書では、タービン内を通るガス流の流れ方向(矢印F)を基準にして使用される。
【0023】
タービンケーシング30に固定されたリング支持構造3は、下流側軸方向に開口するU字形の縦断面を備えた環状セクションのフック34を担持する環状の上流側半径方向フランジ32を備える。フック34は、対向する内側および外側の環状ブランチ34a、34bを有する。タブ14の環状の上流側端部分14aは、ブランチ34a、34bの内面35a、35bの間に係合される。面35aを担持するフック34のブランチ34aは、面35bを担持するブランチ34bより短く、したがってブランチ35aは、ブランチ35bの端部から上流側で終端している。面35aは、直線プロファイルを有するが、面35bは、セットバック35cを有しており、それにより、フックの開口部近傍の面35aと面35bの間の半径方向距離dは、フック34の底部近傍の面35aと35bの間の半径方向距離よりわずかに小さい。距離dは、タブ14の端部分14aの厚さeと等しく、またはそれよりごくわずかに小さく、それにより、タブ14の端部分14aは、隙間を有することなく、またはさらには一定量の応力下で、フック34の開口部近傍の表面34aと34bの間に係合される。それに対して、フック34の底部の近傍の端部分14aと表面34dの間には、わずかな量の隙間jが残される。面35aの下流側端部には、面取部が形成されることもまた注意されなければならない。
【0024】
したがって、タブ14の端部分14aをフック34内に装着することは、リングセクタの上流側端部において、ガス流のための流路とリングセクタの外側の間に封止をもたらす働きをする。
【0025】
下流側端部では、リング支持構造は、タブ16の環状端部16aが押さえ付ける環状の支承部分36a内で終端するL字断面の環状フランジ36を含む。タブ16の端部分16aおよびフランジ36の支承部分36aは、それ自体知られている方法で、U字形の縦断面を有するクランプ38を用いることによって隙間を有することなく互いに押し付けて保たれる。クランプは、フランジ36の部分36aおよびタブ16の端部分16aから下流側に突出する指部36b、16b間に挿入されることによって、フランジ36およびタブ16に対して円周方向に移動することが防止される。
【0026】
フランジ36の支承部分36aは、内側に突出し、タブ16の端部分16aの外側環状面内に形成された溝17内に受け入れられる円周方向リブ37を有する。溝17は、好ましくはほぼV字形である断面を有し、一方でリブは、ほぼU字形またはV字形である断面を有する。これは、リングセクタが、リング支持構造に対して軸方向に移動することを防止するように働く。
【0027】
タービンリングの下流側端部においてタービン内を通るガス流のための流路とタービンリングの外側との間に最良の封止を保証するために、ガスケット20が、フランジ36の支承部分36aとタブ16の端部分16aの間に押し込まれる。例として、ガスケット20は、リブ37から下流側の支承部分36aの内面に形成されたハウジング内に保持された金属編組によって構成される。
【0028】
さらに、セクタ間の封止が、2つの隣り合うセクタの向かい合う縁部内で互いに向かい合う溝内に収容された封止舌部によってもたらされる。舌部22aは、環状基部12のほぼ全長にわたってその中央部分内に延びている。別の舌部22bは、タブ14に沿って延びている。一方の端部では、舌部22bは、舌部22aと当接するようになり、一方で他方の端部では、舌部22bは、タブ14の端部分14aの上面、好ましくはタブが隙間を有することなくフック34内に係合された位置に達する。別の舌部22cが、タブ16に沿って延びている。一方の端部では、舌部22cは、舌部22aと当接するようになり、一方で他方の端部では、舌部22cは、タブ16の端部分16aの上面、好ましくはガスケット20の位置に達する。例として、舌部22a、22b、および22cは、金属製であり、これらは、作動時に遭遇する温度において封止機能をもたらすために、低温時に隙間を有してそのハウジング内に装着される。
【0029】
熱膨張係数が異なるにも関わらず、CMCリングセクタのタブ14および16とリング支持構造の金属部分を相対的隙間を有することなく組み立てることが可能であるが、その理由は:
組立てが、ガス流にさらされる環状基部12の高温面から離れて実施され、
その縦断面において、タブ14および16は、有利には、それらの平均幅と比べて比較的長い長さを有しており、それにより、特にCMCが低い熱伝導性を有しているために環状基部12とタブ14および16の端部との間に効果的な熱分離が得られるためである。
【0030】
さらに、従来の方法では、フランジ32を貫通して形成された通気オリフィス32aが、冷却空気をタービンリング10の外側から流入させるような働きをする。
【0031】
好ましくは、タブの自由長は、その平均幅の少なくとも3倍に等しい。用語「自由長」は、本明細書では、環状基部12との連結と支持構造との接触の間の縦断面におけるプロファイルの長さを意味するために使用される。
【0032】
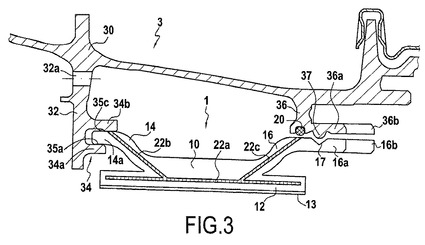
図2から図4は、リングセクタを組み立てる際の一連のステップを示している。ブランチ34a、34b間の軸方向長さの差異、フック34の底部の隙間jの存在、および面35aの端部における面取部の存在は、リブ37(図2)から外れるためにリングセクタを傾けることをより容易にし、数度の小さい傾斜角度だけで十分である。これが、CMCリングセクタ上の過剰な曲げ応力を回避する。
【0033】
溝17がリブ37と向かい合っているとき、リングセクタは、定位置に押し戻され得る(図3)。
【0034】
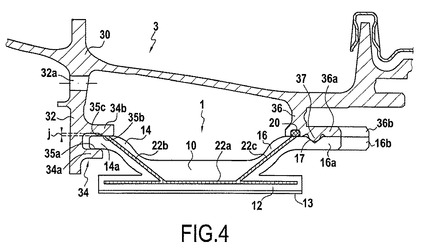
タブ14の端部分14aが、フランジ36の支承部分36aに接触させられるとき(図4)、タブ14の端部分14aは、フック34の開口部近傍のフック34のブランチ34bの面35bに対してしっかりと押さえ付けられ、対向する面35aを押し付ける。したがって、タブ14のタブ端部分14aは、面35aおよび35bと密に接触する。
【0035】
封止舌部22a、22b、および22cのすべては、セクタ10のすべてをタービンケーシング内に入れる前に所定位置に置かれ得る。変形形態では、セクタ10は、舌部を有することなく1つずつケーシング内に装着されてもよく、引き続いてこれらは、舌部を挿入するために円周方向に離間して配置されてもよい。
【0036】
各リングセクタ10は、リングセクタの形状に近い形状の繊維プリフォームを形成し、リングセクタをセラミックマトリックスで緻密化することによってCMCで作製される。
【0037】
繊維プリフォームを作製するために、たとえば日本国供給者のNippon Carbonによって名称「Nicalon」で販売されているものなどのSiC繊維の糸などのセラミック繊維の糸または炭素繊維の糸を使用することが可能である。
【0038】
繊維プリフォームは、有利には三次元製織によって、または多層製織によって、タブ14および16に対応するプリフォームの部分が、基部12に対応するプリフォームの部分から離間して配置されることを可能にするために相互連結されないゾーンが残された状態で作製される。
【0039】
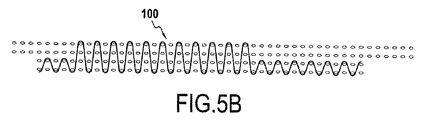
縦糸セクションの図5Aおよび図5Bは、リングセクタのプリフォームを得るのに適したブランク100を製織するための連続する製織平面の例を示している。
【0040】
図示される例では、縦糸の層の全数は、4に等しい。これは、当然ながら4つ以外も可能であり、特にこれより多くなり得る。第1の平面(図5A)では、縦糸層はすべて、リング上流側端部と下流側端部の間のリングの中央部分に対応するブランクの中央部分内で横糸によって相互連結されるが、中央部分の各側は、相互連結された縦糸の上部の2つの層のみを有している。次の平面(図6B)では、縦糸層はすべて、ここでもブランクの中央部分内で横糸によって相互連結されているが、中央部分の各側では、縦糸の2つの底層のみが相互連結されている。
【0041】
縦糸の上部層内の縦糸の数は、取り付けタブに十分な長さを与えるために底部層内のものより多いことが注意されなければならない。
【0042】
製織は、図示されるようにインターロックタイプのものでもよい。たとえばマルチ平織りまたはマルチサテン織りなどの他の三次元織りまたは多層織りが使用されてもよい。国際公開第2006/136755号が参照され得る。
【0043】
製織した後、ブランク100は、縦糸およびプリフォーム110の包絡外形のみが確認され得る図6に図式的に示されているように、いかなる糸も切断することなくリングセクタのリフォーム110を得るために成形され得る。
【0044】
図7は、たとえばSiC繊維製の繊維プリフォームを用いてCMCリングセクタを作製する1つの方法の一連のステップを示している。
【0045】
ステップ70では、連続繊維ストリップが、SiC繊維糸で織り込まれ、ストリップは図5Aおよび図5Bに示されたように縦糸方向の長手方向を有する。
【0046】
ステップ71では、繊維ストリップは、繊維上に存在するサイズ剤およびさらに繊維の表面にある酸化物の存在も除去するように処理される。酸化物は、酸処理によって、特にフッ化水素酸の溶液槽に含浸させることによって除去される。サイズ剤が酸処理で除去され得ない場合、サイズ剤の除去ための前処理が、たとえば短い熱処理によってサイズ剤を分解することによって実施される。
【0047】
ステップ72では、中間相コーティングの薄い層が、化学気相浸透(CVI)によって繊維ストリップの繊維上に形成される。例として、中間相コーティングの材料は、熱分解炭素またはピロ炭素(PyC)、窒化ホウ素(BN)、またはホウ素ド−プ炭素(BC、たとえば5から20の原子%のBを有し、残りがCである)である。中間相コーティングの薄い相は、好ましくは小さい厚さ、たとえば100ナノメートル(nm)より小さく、または実際には50nmより小さいものであり、その結果、繊維ブランク内で良好な変形能力を一定に保つようになる。厚さは、好ましくは10nm以上である。
【0048】
ステップ73では、繊維が中間相コーティングの薄い層でコーティングされた状態と共に繊維ストリップに、強化組成物、通常は溶媒中に任意選択で希釈された樹脂を含浸させる。たとえばフェノール性もしくはフラン性の樹脂などの炭素前駆体樹脂、またはたとえばポリシラザンもしくはSiCの前駆体であるポリシロキサン樹脂などのセラミック前駆体樹脂を使用することが可能である。
【0049】
樹脂からすべての溶媒を除去することによって乾燥させた後(ステップ74)、個々の繊維ブランク100が、切り離される(ステップ75)。
【0050】
ステップ76では、このようにして切り出された繊維ブランクは、成形され、そして製作されるリングセクタ10の形状に近い形状のプリフォーム110を得るように成形するために型またはたとえばグラファイト製のシェーパ内に置かれる。
【0051】
その後、樹脂が硬化され(ステップ77)、硬化された樹脂は熱分解される(ステップ78)。硬化および熱分解は、型内で温度を除々に上昇させることによって交互に実施され得る。
【0052】
熱分解後、熱分解残渣によって強化された繊維プリフォームが得られる。強化樹脂の量は、熱分解樹脂が、ツーリングの助け無しにプリフォームの形状を一定に保ちながらプリフォームを十分に取り扱うことができるくらいにプリフォームの繊維と一緒に結合するように選択され、強化樹脂の量は、好ましくはできるだけ少量になるように選択されることが理解される。
【0053】
複合材料に対する脆化軽減機能を実施するのに十分である厚さの全体の繊維マトリクス中間相を得るために、必要であれば第2の中間相の層がCVIによって形成されてもよい(ステップ79)。第2の中間相の層は、PyC、BN、BCから選択された材料でもよいが、第1の中間相の層の材料と必ずしも同じである必要はない。知られているように、そのような中間相材料は、複合材料のマトリクスを通って中間相に到達する割れの底部において応力を緩和する機能を実施することができ、そうしないと、繊維を破断させる、繊維中の割れの伝播を回避または遅延し、それによって複合材料をより脆弱でなくする。第2の中間相の層の厚さは、好ましくは100nm以上である。
【0054】
上述されたように、2つの中間相の層から中間相を形成することが好ましい。第1の中間相の層は、強化樹脂を熱分解する残渣の繊維上における過剰な付着を回避することに寄与する。
【0055】
その後、強化されたプリフォームは、セラミックマトリックスによって緻密化される。緻密化は、CVIによって実施されてもよく、このとき、第2の中間相の層の形成およびセラミックマトリックスによる緻密化を同じ炉内で交互にすることが可能である。
【0056】
CVIを用いてセラミック、特にSiCマトリックスによってプリフォームを緻密化することが、よく知られている。メチルトリクロロシラン(MTS)およびガス状の水素(H2)を含有する反応ガスが、使用され得る。強化されたプリフォームは、ツーリングを用いてその形状を保つことなく筺体内に置かれ、ガスが筺体内に導入される。特に温度および圧力の制御状態下で、ガスは、ガスの構成物質間の反応によってSiCマトリックスを堆積させるために、プリフォームの孔から拡散する。
【0057】
強化されたプリフォームのCVIの緻密化は、SiC以外のマトリックスを使用して、特に自己回復マトリックスを使用して実施されてもよく、このとき、自己回復マトリックス相の例は、三元Si−B−C系または炭化ホウ素B4Cである。そのような自己回復マトリックスをCVIによって得ることを説明する米国特許第5246736号明細書および米国特許第5965266号明細書が参照され得る。
【0058】
緻密化は、所望の寸法に製作するために部品を機械加工するステップ81によって分断された、2つの連続ステップ(ステップ80および82)で実施され得る。第2の緻密化ステップは、複合材料をコアに緻密化することを仕上げるだけでなく、機械加工中にむき出しにされることがあるすべての繊維上に表面コーティングを形成するようにも働く。
【0059】
事前の機械加工またはトリミングが、ステップ77と78の間、すなわち樹脂の硬化後かつ樹脂の熱分解前に使用されてもよいことが注意されなければならない。
【0060】
緻密化後、摩耗性コーティングの層が、たとえば物理気相成長法によって知られている方法で形成されてもよい。
【0061】
図7を参照して、SiC繊維糸を使用して複合材料の繊維補強を形成することが述べられる。当然ながら、何らかの他のセラミックまたは炭素繊維製の繊維を使用することが可能である。炭素繊維を使用する場合、ステップ71は省かれる。
【0062】
上記の説明では、リングセクタは、S字形である縦断面を有する連結タブを有して作製される。
【0063】
変形形態では、連結タブは、図8に示されたリングセクタ10’のタブ14’、16’のような、L字形である縦断面を有することが可能である。
【技術分野】
【0001】
本発明は、ターボ機械用のタービンリング組立体であって、リング支持構造と、セラミックマトリックス複合材料の一体成形品を各々が備える複数のリングセクタとを備える組立体に関する。
【背景技術】
【0002】
本発明の適用分野は、特にガスタービン航空エンジンのものである。それにもかかわらず、本発明は、たとえば工業用タービンなどの他のターボ機械に適用可能である。
【0003】
セラミックマトリックス複合(CMC)材料は、これらを、構造的要素を構成するのに適切にするその良好な機械的特性、および高温においてこれらの特性を一定に保つその能力で知られている。
【0004】
ガスタービン航空エンジンでは、効率性の改善および汚染排出の低減が、作動温度の高温化の主な追及事項である。
【0005】
したがって、特にCMCは、従来使用されている耐熱金属の密度より小さい密度を有しているため、そのようなエンジンのさまざまな高温部分にCMCを使用することが、すでに想定されてきている。
【0006】
故に、一体成形品のCMCタービンリングセクタの作製が、米国特許第6932566号明細書のすでに記載されている。リングセクタは、タービンリングの内面をその内面が画定する環状基部と、リングを支持するために金属構造内のU字形のハウジング内に係合された端部を備えた2つのタブ形成部分がそこから延びる外面とを備えたK字形の縦断面を有する。タブは、U字形ハウジング内の半径方向の隙間に係合された端部を有し、これらは、リングの軸に向かって半径方向に向けられた戻り力をリングセクタ上に及ぼす弾性部材を用いることによってハウジングの表面を半径方向に押し付けるように保持される。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】米国特許第6932566号明細書
【特許文献2】国際公開第2006/136755号
【特許文献3】米国特許第5246736号明細書
【特許文献4】米国特許第5965266号明細書
【発明の概要】
【発明が解決しようとする課題】
【0008】
ハウジング内のタブの端部を隙間に係合させることにより、CMCとリング支持構造の金属の間の膨張差を調整することが可能になるが、弾性装着は、いくつかの欠点を有している。
【0009】
したがって、そのような弾性装着は、リングの内面に対してほぼ完璧な円筒形状を与えるためにリングセクタの最初の装着後に従来実施されている仕上げ機械加工にうまく適合していない。
【0010】
さらに、リングによって取り囲まれたロータホイール上のブレードの先端部が、その内面上に存在する摩耗性コーティングに接触するようになるとき、弾性装着は、望ましくない振動現象を引き起こす。
【0011】
さらに、リングセクタの外側に対するリングセクタの内側のガス流路の封止が、影響される。
【0012】
本発明は、そのような欠点を回避することを試み、この目的のために、本発明は、リング支持構造と、セラミックマトリックス複合材料の一体成形品を各々が備える複数のリングセクタであって、各リングセクタが、タービンリングの内面を画定する内面と、リング支持構造内のハウジング内に係合された端部を有する2つのタブ形成部分がそこから延びる外面とを備えた環状基部を形成する第1の部分を有する、リングセクタとを備えるタービンリング組立体であって、タービンリング組立体内では、リングセクタが、ほぼπ字形である断面を有し、タブの端部が、リング支持構造によって半径方向の隙間を有することなく保持される、タービンリング組立体を提案する。
【課題を解決するための手段】
【0013】
タービンリング組立体は、CMCリングセクタが、リング支持構造によって半径方向の隙間を有することなく保持され、これらは、作動時、最高温度となるゾーンから比較的遠くにある位置で保持されるような形状を有している点において優れている。
【0014】
有利には、タブは、それらの平均幅の3倍以上である縦断面における自由長を有する。
【0015】
さらに有利には、タブは、縦断面においてほぼS字形である。
【0016】
タービンリング組立体の特徴によれば、タブの1つまたは第1の1つは、リング支持構造の一体型のフック形状部分内のほぼU字形断面のハウジング内に係合することによって半径方向に保持された端部を有する。例として、この第1のタブは、上流側タブである。好ましくは、U字形断面のハウジングは、対向する内側ブランチおよび外側ブランチによって画定され、内側ブランチは、外側ブランチの長さより短い長さを有する。
【0017】
タービンリング組立体の別の特徴によれば、タブの1つまたは第2の1つは、嵌合させたクリップを用いて、リング支持構造の環状面に対して隙間を有することなく半径方向に保持された端部を有する。例として、この第2のタブは、下流側タブである。
【0018】
タービンリング組立体のさらに別の特徴によれば、各リングセクタは、タブおよびリング支持構造の一部分の向かい合う支承面上に形成された浮き彫りの実質的に相補的な軸方向の保持部分の相互の係合によって軸方向に保持される。封止ガスケットが、向かい合う支承面間に挿入され得る。取り付けタブの支承面上の浮き彫りの軸方向の保持部分は、リング支持構造の支承面上に形成されたリブと共働する溝の形態でもよく、溝は、有利には、ほぼV字形のプロファイルを有する。
【0019】
本発明は、添付の図を参照して非限定的に示すことによって与えられる以下の説明を読み取ることにより、より良好に理解され得る。
【図面の簡単な説明】
【0020】
【図1】本発明のタービンリング組立体の実施形態を示す縦半断面図である。
【図2】図1のリング組立体のリング支持構造内のリングセクタの組立体を示す図である。
【図3】図1のリング組立体のリング支持構造内のリングセクタの組立体を示す図である。
【図4】図1のリング組立体のリング支持構造内のリングセクタの組立体を示す図である。
【図5A】図1のリング組立体のCMCリングセクタのための繊維ブランクの実施形態を示す3次元製織平面の図である。
【図5B】図1のリング組立体のCMCリングセクタのための繊維ブランクの実施形態を示す3次元製織平面の図である。
【図6】図1のタービンリング組立体のCMCリングセクタの繊維プリフォームを示す図である。
【図7】CMCタービンリングセクタを製造する方法の実施における一連のステップを示す図である。
【図8】本発明のタービンリング組立体のCMCリングセクタの変形の実施形態を示す縦断面図である。
【発明を実施するための形態】
【0021】
図1は、CMCタービンリング1および金属のリング支持構造3を備える高圧タービンリング組立体を示している。タービンリング1は、回転ブレード5の組を取り囲んでいる。タービンリング1は、複数のリングセクタ10から構成され、図1は、2つの連続するリング間を通る平面上の縦断面図である。
【0022】
各リングセクタ10は、タービン内を通るガス流のための流路を画定する、摩耗性材料の層13でコーティングされた内面を有する環状基部12を備えたほぼπ字形である断面を有する。ほぼS字形の縦断面を有するタブ14、16が、環状基部12の外面からその全体長さにわたって延びている。タブの1つ、すなわち上流側タブ14は、上流側に延び、その上流側の端部分14aは、環状基部12の上流側端部から上流側に位置している。他方のタブ16、すなわち下流側タブは、下流側に延び、その下流側の端部分16aは、環状基部12の下流側端部から下流側に位置している。用語「上流側」および「下流側」は、本明細書では、タービン内を通るガス流の流れ方向(矢印F)を基準にして使用される。
【0023】
タービンケーシング30に固定されたリング支持構造3は、下流側軸方向に開口するU字形の縦断面を備えた環状セクションのフック34を担持する環状の上流側半径方向フランジ32を備える。フック34は、対向する内側および外側の環状ブランチ34a、34bを有する。タブ14の環状の上流側端部分14aは、ブランチ34a、34bの内面35a、35bの間に係合される。面35aを担持するフック34のブランチ34aは、面35bを担持するブランチ34bより短く、したがってブランチ35aは、ブランチ35bの端部から上流側で終端している。面35aは、直線プロファイルを有するが、面35bは、セットバック35cを有しており、それにより、フックの開口部近傍の面35aと面35bの間の半径方向距離dは、フック34の底部近傍の面35aと35bの間の半径方向距離よりわずかに小さい。距離dは、タブ14の端部分14aの厚さeと等しく、またはそれよりごくわずかに小さく、それにより、タブ14の端部分14aは、隙間を有することなく、またはさらには一定量の応力下で、フック34の開口部近傍の表面34aと34bの間に係合される。それに対して、フック34の底部の近傍の端部分14aと表面34dの間には、わずかな量の隙間jが残される。面35aの下流側端部には、面取部が形成されることもまた注意されなければならない。
【0024】
したがって、タブ14の端部分14aをフック34内に装着することは、リングセクタの上流側端部において、ガス流のための流路とリングセクタの外側の間に封止をもたらす働きをする。
【0025】
下流側端部では、リング支持構造は、タブ16の環状端部16aが押さえ付ける環状の支承部分36a内で終端するL字断面の環状フランジ36を含む。タブ16の端部分16aおよびフランジ36の支承部分36aは、それ自体知られている方法で、U字形の縦断面を有するクランプ38を用いることによって隙間を有することなく互いに押し付けて保たれる。クランプは、フランジ36の部分36aおよびタブ16の端部分16aから下流側に突出する指部36b、16b間に挿入されることによって、フランジ36およびタブ16に対して円周方向に移動することが防止される。
【0026】
フランジ36の支承部分36aは、内側に突出し、タブ16の端部分16aの外側環状面内に形成された溝17内に受け入れられる円周方向リブ37を有する。溝17は、好ましくはほぼV字形である断面を有し、一方でリブは、ほぼU字形またはV字形である断面を有する。これは、リングセクタが、リング支持構造に対して軸方向に移動することを防止するように働く。
【0027】
タービンリングの下流側端部においてタービン内を通るガス流のための流路とタービンリングの外側との間に最良の封止を保証するために、ガスケット20が、フランジ36の支承部分36aとタブ16の端部分16aの間に押し込まれる。例として、ガスケット20は、リブ37から下流側の支承部分36aの内面に形成されたハウジング内に保持された金属編組によって構成される。
【0028】
さらに、セクタ間の封止が、2つの隣り合うセクタの向かい合う縁部内で互いに向かい合う溝内に収容された封止舌部によってもたらされる。舌部22aは、環状基部12のほぼ全長にわたってその中央部分内に延びている。別の舌部22bは、タブ14に沿って延びている。一方の端部では、舌部22bは、舌部22aと当接するようになり、一方で他方の端部では、舌部22bは、タブ14の端部分14aの上面、好ましくはタブが隙間を有することなくフック34内に係合された位置に達する。別の舌部22cが、タブ16に沿って延びている。一方の端部では、舌部22cは、舌部22aと当接するようになり、一方で他方の端部では、舌部22cは、タブ16の端部分16aの上面、好ましくはガスケット20の位置に達する。例として、舌部22a、22b、および22cは、金属製であり、これらは、作動時に遭遇する温度において封止機能をもたらすために、低温時に隙間を有してそのハウジング内に装着される。
【0029】
熱膨張係数が異なるにも関わらず、CMCリングセクタのタブ14および16とリング支持構造の金属部分を相対的隙間を有することなく組み立てることが可能であるが、その理由は:
組立てが、ガス流にさらされる環状基部12の高温面から離れて実施され、
その縦断面において、タブ14および16は、有利には、それらの平均幅と比べて比較的長い長さを有しており、それにより、特にCMCが低い熱伝導性を有しているために環状基部12とタブ14および16の端部との間に効果的な熱分離が得られるためである。
【0030】
さらに、従来の方法では、フランジ32を貫通して形成された通気オリフィス32aが、冷却空気をタービンリング10の外側から流入させるような働きをする。
【0031】
好ましくは、タブの自由長は、その平均幅の少なくとも3倍に等しい。用語「自由長」は、本明細書では、環状基部12との連結と支持構造との接触の間の縦断面におけるプロファイルの長さを意味するために使用される。
【0032】
図2から図4は、リングセクタを組み立てる際の一連のステップを示している。ブランチ34a、34b間の軸方向長さの差異、フック34の底部の隙間jの存在、および面35aの端部における面取部の存在は、リブ37(図2)から外れるためにリングセクタを傾けることをより容易にし、数度の小さい傾斜角度だけで十分である。これが、CMCリングセクタ上の過剰な曲げ応力を回避する。
【0033】
溝17がリブ37と向かい合っているとき、リングセクタは、定位置に押し戻され得る(図3)。
【0034】
タブ14の端部分14aが、フランジ36の支承部分36aに接触させられるとき(図4)、タブ14の端部分14aは、フック34の開口部近傍のフック34のブランチ34bの面35bに対してしっかりと押さえ付けられ、対向する面35aを押し付ける。したがって、タブ14のタブ端部分14aは、面35aおよび35bと密に接触する。
【0035】
封止舌部22a、22b、および22cのすべては、セクタ10のすべてをタービンケーシング内に入れる前に所定位置に置かれ得る。変形形態では、セクタ10は、舌部を有することなく1つずつケーシング内に装着されてもよく、引き続いてこれらは、舌部を挿入するために円周方向に離間して配置されてもよい。
【0036】
各リングセクタ10は、リングセクタの形状に近い形状の繊維プリフォームを形成し、リングセクタをセラミックマトリックスで緻密化することによってCMCで作製される。
【0037】
繊維プリフォームを作製するために、たとえば日本国供給者のNippon Carbonによって名称「Nicalon」で販売されているものなどのSiC繊維の糸などのセラミック繊維の糸または炭素繊維の糸を使用することが可能である。
【0038】
繊維プリフォームは、有利には三次元製織によって、または多層製織によって、タブ14および16に対応するプリフォームの部分が、基部12に対応するプリフォームの部分から離間して配置されることを可能にするために相互連結されないゾーンが残された状態で作製される。
【0039】
縦糸セクションの図5Aおよび図5Bは、リングセクタのプリフォームを得るのに適したブランク100を製織するための連続する製織平面の例を示している。
【0040】
図示される例では、縦糸の層の全数は、4に等しい。これは、当然ながら4つ以外も可能であり、特にこれより多くなり得る。第1の平面(図5A)では、縦糸層はすべて、リング上流側端部と下流側端部の間のリングの中央部分に対応するブランクの中央部分内で横糸によって相互連結されるが、中央部分の各側は、相互連結された縦糸の上部の2つの層のみを有している。次の平面(図6B)では、縦糸層はすべて、ここでもブランクの中央部分内で横糸によって相互連結されているが、中央部分の各側では、縦糸の2つの底層のみが相互連結されている。
【0041】
縦糸の上部層内の縦糸の数は、取り付けタブに十分な長さを与えるために底部層内のものより多いことが注意されなければならない。
【0042】
製織は、図示されるようにインターロックタイプのものでもよい。たとえばマルチ平織りまたはマルチサテン織りなどの他の三次元織りまたは多層織りが使用されてもよい。国際公開第2006/136755号が参照され得る。
【0043】
製織した後、ブランク100は、縦糸およびプリフォーム110の包絡外形のみが確認され得る図6に図式的に示されているように、いかなる糸も切断することなくリングセクタのリフォーム110を得るために成形され得る。
【0044】
図7は、たとえばSiC繊維製の繊維プリフォームを用いてCMCリングセクタを作製する1つの方法の一連のステップを示している。
【0045】
ステップ70では、連続繊維ストリップが、SiC繊維糸で織り込まれ、ストリップは図5Aおよび図5Bに示されたように縦糸方向の長手方向を有する。
【0046】
ステップ71では、繊維ストリップは、繊維上に存在するサイズ剤およびさらに繊維の表面にある酸化物の存在も除去するように処理される。酸化物は、酸処理によって、特にフッ化水素酸の溶液槽に含浸させることによって除去される。サイズ剤が酸処理で除去され得ない場合、サイズ剤の除去ための前処理が、たとえば短い熱処理によってサイズ剤を分解することによって実施される。
【0047】
ステップ72では、中間相コーティングの薄い層が、化学気相浸透(CVI)によって繊維ストリップの繊維上に形成される。例として、中間相コーティングの材料は、熱分解炭素またはピロ炭素(PyC)、窒化ホウ素(BN)、またはホウ素ド−プ炭素(BC、たとえば5から20の原子%のBを有し、残りがCである)である。中間相コーティングの薄い相は、好ましくは小さい厚さ、たとえば100ナノメートル(nm)より小さく、または実際には50nmより小さいものであり、その結果、繊維ブランク内で良好な変形能力を一定に保つようになる。厚さは、好ましくは10nm以上である。
【0048】
ステップ73では、繊維が中間相コーティングの薄い層でコーティングされた状態と共に繊維ストリップに、強化組成物、通常は溶媒中に任意選択で希釈された樹脂を含浸させる。たとえばフェノール性もしくはフラン性の樹脂などの炭素前駆体樹脂、またはたとえばポリシラザンもしくはSiCの前駆体であるポリシロキサン樹脂などのセラミック前駆体樹脂を使用することが可能である。
【0049】
樹脂からすべての溶媒を除去することによって乾燥させた後(ステップ74)、個々の繊維ブランク100が、切り離される(ステップ75)。
【0050】
ステップ76では、このようにして切り出された繊維ブランクは、成形され、そして製作されるリングセクタ10の形状に近い形状のプリフォーム110を得るように成形するために型またはたとえばグラファイト製のシェーパ内に置かれる。
【0051】
その後、樹脂が硬化され(ステップ77)、硬化された樹脂は熱分解される(ステップ78)。硬化および熱分解は、型内で温度を除々に上昇させることによって交互に実施され得る。
【0052】
熱分解後、熱分解残渣によって強化された繊維プリフォームが得られる。強化樹脂の量は、熱分解樹脂が、ツーリングの助け無しにプリフォームの形状を一定に保ちながらプリフォームを十分に取り扱うことができるくらいにプリフォームの繊維と一緒に結合するように選択され、強化樹脂の量は、好ましくはできるだけ少量になるように選択されることが理解される。
【0053】
複合材料に対する脆化軽減機能を実施するのに十分である厚さの全体の繊維マトリクス中間相を得るために、必要であれば第2の中間相の層がCVIによって形成されてもよい(ステップ79)。第2の中間相の層は、PyC、BN、BCから選択された材料でもよいが、第1の中間相の層の材料と必ずしも同じである必要はない。知られているように、そのような中間相材料は、複合材料のマトリクスを通って中間相に到達する割れの底部において応力を緩和する機能を実施することができ、そうしないと、繊維を破断させる、繊維中の割れの伝播を回避または遅延し、それによって複合材料をより脆弱でなくする。第2の中間相の層の厚さは、好ましくは100nm以上である。
【0054】
上述されたように、2つの中間相の層から中間相を形成することが好ましい。第1の中間相の層は、強化樹脂を熱分解する残渣の繊維上における過剰な付着を回避することに寄与する。
【0055】
その後、強化されたプリフォームは、セラミックマトリックスによって緻密化される。緻密化は、CVIによって実施されてもよく、このとき、第2の中間相の層の形成およびセラミックマトリックスによる緻密化を同じ炉内で交互にすることが可能である。
【0056】
CVIを用いてセラミック、特にSiCマトリックスによってプリフォームを緻密化することが、よく知られている。メチルトリクロロシラン(MTS)およびガス状の水素(H2)を含有する反応ガスが、使用され得る。強化されたプリフォームは、ツーリングを用いてその形状を保つことなく筺体内に置かれ、ガスが筺体内に導入される。特に温度および圧力の制御状態下で、ガスは、ガスの構成物質間の反応によってSiCマトリックスを堆積させるために、プリフォームの孔から拡散する。
【0057】
強化されたプリフォームのCVIの緻密化は、SiC以外のマトリックスを使用して、特に自己回復マトリックスを使用して実施されてもよく、このとき、自己回復マトリックス相の例は、三元Si−B−C系または炭化ホウ素B4Cである。そのような自己回復マトリックスをCVIによって得ることを説明する米国特許第5246736号明細書および米国特許第5965266号明細書が参照され得る。
【0058】
緻密化は、所望の寸法に製作するために部品を機械加工するステップ81によって分断された、2つの連続ステップ(ステップ80および82)で実施され得る。第2の緻密化ステップは、複合材料をコアに緻密化することを仕上げるだけでなく、機械加工中にむき出しにされることがあるすべての繊維上に表面コーティングを形成するようにも働く。
【0059】
事前の機械加工またはトリミングが、ステップ77と78の間、すなわち樹脂の硬化後かつ樹脂の熱分解前に使用されてもよいことが注意されなければならない。
【0060】
緻密化後、摩耗性コーティングの層が、たとえば物理気相成長法によって知られている方法で形成されてもよい。
【0061】
図7を参照して、SiC繊維糸を使用して複合材料の繊維補強を形成することが述べられる。当然ながら、何らかの他のセラミックまたは炭素繊維製の繊維を使用することが可能である。炭素繊維を使用する場合、ステップ71は省かれる。
【0062】
上記の説明では、リングセクタは、S字形である縦断面を有する連結タブを有して作製される。
【0063】
変形形態では、連結タブは、図8に示されたリングセクタ10’のタブ14’、16’のような、L字形である縦断面を有することが可能である。
【特許請求の範囲】
【請求項1】
リング支持構造と、セラミックマトリックス複合材料の一体成形品を各々が備える複数のリングセクタ(10)であって、各リングセクタが、タービンリングの内面を画定する内面と、リング支持構造内のハウジング内に係合された端部を有する2つのタブ形成部分(14、16)がそこから延びる外面とを備えた環状基部を形成する第1の部分(12)を有する、リングセクタとを備えるタービンリング組立体であって、リングセクタ(10)が、ほぼπ字形である断面を有し、タブ(14、16)の端部(14a、16a)が、リング支持構造によって半径方向の隙間を有することなく保持されることを特徴とする、タービンリング組立体。
【請求項2】
タブ(14、16)が、その平均幅の3倍以上である縦断面における自由長を有することを特徴とする、請求項1に記載のタービンリング組立体。
【請求項3】
タブ(14、16)が、縦断面においてほぼS字形であることを特徴とする、請求項1または2に記載のタービンリング組立体。
【請求項4】
タブ(14)の1つまたは第1の1つが、リング支持構造の一体型のフック形状部分(34)内でほぼU字形断面のハウジング内に係合することによって半径方向に保持された端部(14a)を有することを特徴とする、請求項1から3のいずれか一項に記載のタービンリング組立体。
【請求項5】
第1のタブが、上流側タブ(14)であることを特徴とする、請求項4に記載のタービンリング組立体。
【請求項6】
U字形断面のハウジングが、対向する内側ブランチおよび外側ブランチによって画定され、内側ブランチ(34a)が、外側ブランチの長さより短い長さを有することを特徴とする、請求項4または5に記載のタービンリング組立体。
【請求項7】
タブ(16)の1つまたは第2の1つが、嵌合させたクリップ(38)を用いることによってリング支持構造の環状面に対して隙間を有することなく半径方向に保持された端部(16a)を有することを特徴とする、請求項1から6のいずれか一項に記載のタービンリング組立体。
【請求項8】
第2のタブが、下流側タブ(16)であることを特徴とする、請求項7に記載のタービンリング組立体。
【請求項9】
各リングセクタ(10)が、タブ(16)およびリング支持構造の一部分(36)の向かい合う支承面上に形成された浮き彫りの実質的に相補的な軸方向の保持部分(17、37)の相互の係合によって軸方向に保持されることを特徴とする、請求項1から8のいずれか一項に記載のタービンリング組立体。
【請求項10】
封止ガスケット(20)が、向かい合う支承面間に挿入されることを特徴とする、請求項9に記載のタービンリング組立体。
【請求項11】
取り付けタブ(16)の支承面上の浮き彫りの軸方向の保持部分が、リング支持構造の支承面上に形成されたリブ(37)と共働する溝(17)の形態であることを特徴とする、請求項9または10に記載のタービンリング組立体。
【請求項12】
溝(17)が、ほぼV字形であるプロファイルを有することを特徴とする、請求項11に記載のタービンリング組立体。
【請求項1】
リング支持構造と、セラミックマトリックス複合材料の一体成形品を各々が備える複数のリングセクタ(10)であって、各リングセクタが、タービンリングの内面を画定する内面と、リング支持構造内のハウジング内に係合された端部を有する2つのタブ形成部分(14、16)がそこから延びる外面とを備えた環状基部を形成する第1の部分(12)を有する、リングセクタとを備えるタービンリング組立体であって、リングセクタ(10)が、ほぼπ字形である断面を有し、タブ(14、16)の端部(14a、16a)が、リング支持構造によって半径方向の隙間を有することなく保持されることを特徴とする、タービンリング組立体。
【請求項2】
タブ(14、16)が、その平均幅の3倍以上である縦断面における自由長を有することを特徴とする、請求項1に記載のタービンリング組立体。
【請求項3】
タブ(14、16)が、縦断面においてほぼS字形であることを特徴とする、請求項1または2に記載のタービンリング組立体。
【請求項4】
タブ(14)の1つまたは第1の1つが、リング支持構造の一体型のフック形状部分(34)内でほぼU字形断面のハウジング内に係合することによって半径方向に保持された端部(14a)を有することを特徴とする、請求項1から3のいずれか一項に記載のタービンリング組立体。
【請求項5】
第1のタブが、上流側タブ(14)であることを特徴とする、請求項4に記載のタービンリング組立体。
【請求項6】
U字形断面のハウジングが、対向する内側ブランチおよび外側ブランチによって画定され、内側ブランチ(34a)が、外側ブランチの長さより短い長さを有することを特徴とする、請求項4または5に記載のタービンリング組立体。
【請求項7】
タブ(16)の1つまたは第2の1つが、嵌合させたクリップ(38)を用いることによってリング支持構造の環状面に対して隙間を有することなく半径方向に保持された端部(16a)を有することを特徴とする、請求項1から6のいずれか一項に記載のタービンリング組立体。
【請求項8】
第2のタブが、下流側タブ(16)であることを特徴とする、請求項7に記載のタービンリング組立体。
【請求項9】
各リングセクタ(10)が、タブ(16)およびリング支持構造の一部分(36)の向かい合う支承面上に形成された浮き彫りの実質的に相補的な軸方向の保持部分(17、37)の相互の係合によって軸方向に保持されることを特徴とする、請求項1から8のいずれか一項に記載のタービンリング組立体。
【請求項10】
封止ガスケット(20)が、向かい合う支承面間に挿入されることを特徴とする、請求項9に記載のタービンリング組立体。
【請求項11】
取り付けタブ(16)の支承面上の浮き彫りの軸方向の保持部分が、リング支持構造の支承面上に形成されたリブ(37)と共働する溝(17)の形態であることを特徴とする、請求項9または10に記載のタービンリング組立体。
【請求項12】
溝(17)が、ほぼV字形であるプロファイルを有することを特徴とする、請求項11に記載のタービンリング組立体。
【図1】


【図2】
【図3】
【図4】
【図5A】

【図5B】
【図6】

【図7】
【図8】
【図2】
【図3】
【図4】
【図5A】
【図5B】
【図6】
【図7】
【図8】
【公表番号】特表2012−519803(P2012−519803A)
【公表日】平成24年8月30日(2012.8.30)
【国際特許分類】
【出願番号】特願2011−553489(P2011−553489)
【出願日】平成22年3月1日(2010.3.1)
【国際出願番号】PCT/FR2010/050342
【国際公開番号】WO2010/103213
【国際公開日】平成22年9月16日(2010.9.16)
【出願人】(505277691)スネクマ (567)
【出願人】(502202281)スネクマ・プロピュルシオン・ソリド (48)
【氏名又は名称原語表記】SNECMA PROPULSION SOLIDE
【Fターム(参考)】
【公表日】平成24年8月30日(2012.8.30)
【国際特許分類】
【出願日】平成22年3月1日(2010.3.1)
【国際出願番号】PCT/FR2010/050342
【国際公開番号】WO2010/103213
【国際公開日】平成22年9月16日(2010.9.16)
【出願人】(505277691)スネクマ (567)
【出願人】(502202281)スネクマ・プロピュルシオン・ソリド (48)
【氏名又は名称原語表記】SNECMA PROPULSION SOLIDE
【Fターム(参考)】
[ Back to top ]